

以下是:甘肅省臨夏市鋼管激光加工各種規(guī)格廠家的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價(jià)格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說(shuō)明 電議 材質(zhì) q235 產(chǎn)地 山東 規(guī)格 各種 顏色 金屬色 品牌 山東恒盈 可定制 是 范圍 鋼管激光加工各種規(guī)格供應(yīng)范圍覆蓋甘肅省、蘭州市、嘉峪關(guān)市、武威市、酒泉市、隴南市、合作市、臨夏市、定西市、慶陽(yáng)市、平?jīng)鍪?/a>、張掖市、天水市、白銀市、金昌市 康樂縣、永靖縣、廣河縣、和政縣等區(qū)域。 【恒盈】持續(xù)拓展產(chǎn)品矩陣,現(xiàn)有康樂無(wú)縫鋼管生產(chǎn)切割加工匠心制造、廣河無(wú)縫鋼管生產(chǎn)切割加工保質(zhì)保量、天水無(wú)縫鋼管生產(chǎn)切割加工源頭直供、慶陽(yáng)無(wú)縫鋼管生產(chǎn)切割加工貼心服務(wù)、定西無(wú)縫鋼管生產(chǎn)切割加工源頭廠家供應(yīng)、隴南無(wú)縫鋼管生產(chǎn)切割加工廠家案例、甘南無(wú)縫鋼管生產(chǎn)切割加工做工精細(xì)等,滿足不同場(chǎng)景需求。鋼管激光加工各種規(guī)格廠家_恒盈鋼管廠(臨夏市分公司)ygh138695250711212-3,固定電話:【13869525071】,移動(dòng)電話:【13869525071】,聯(lián)系人:楊經(jīng)理,山東省聊城市開發(fā)區(qū)匯通國(guó)際物流園B-155。 甘肅省,臨夏回族自治州 臨夏回族自治州,古稱河州,是甘肅省轄自治州,全國(guó)兩個(gè)回族自治州和甘肅兩個(gè)民族自治州之一,成立于1956年11月。截至2021年5月,全州總面積8169平方公里,轄1個(gè)縣級(jí)市、7個(gè)縣。州內(nèi)有回、漢、東鄉(xiāng)、保安、撒拉等42個(gè)民族,東鄉(xiāng)族和保安族是以臨夏為主要聚居區(qū)的甘肅特有少數(shù)民族。截至2022年末,臨夏回族自治州常住人口212.40萬(wàn)人。
圖文介紹雖好,但視頻更能展現(xiàn)鋼管激光加工各種規(guī)格廠家產(chǎn)品的全貌。我們?yōu)槟鷾?zhǔn)備了詳細(xì)的產(chǎn)品視頻,點(diǎn)擊觀看,讓產(chǎn)品介紹更加生動(dòng)直觀。以下是:甘肅臨夏鋼管激光加工各種規(guī)格廠家的圖文介紹
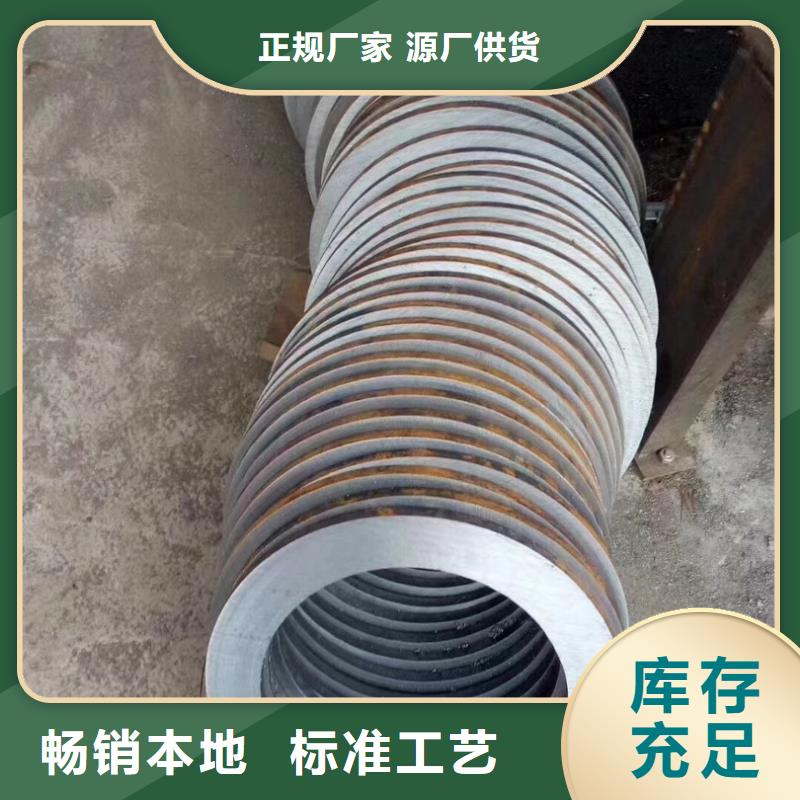
甘肅臨夏恒盈鋼管廠專營(yíng): 無(wú)縫鋼管生產(chǎn)切割加工,規(guī)格齊全,品質(zhì)兼優(yōu),價(jià)格低廉。歡迎廣大客戶前來(lái)洽談業(yè)務(wù)!
山東恒盈鋼管廠是一家生產(chǎn)銷售為一體的大型公司,地理位置優(yōu)越,交通便利。是冀、魯、豫周邊地區(qū)規(guī)模大、規(guī)格全的無(wú)縫鋼管生產(chǎn)廠家。主要生產(chǎn)碳素鋼,合金鋼等無(wú)縫鋼管。。主營(yíng)材質(zhì)20#、45#、Q345(ABCD)/16Mn、40Mn2、45Mn、65Mn、27SiMn、20Cr、30Cr、35Cr、40Cr、12CrMo、20CrMo、35CrMo、42CrMo、20G、12CrMoG、15CrMoG、12Cr2MoG、12Cr1MoVG等合金鋼管。公司常年有六條生產(chǎn)線生產(chǎn),可為客戶提供各類規(guī)格無(wú)縫鋼管,熱軋鋼管、冷軋無(wú)縫鋼管、熱擴(kuò)無(wú)縫鋼管、冷拔無(wú)縫鋼管、無(wú)縫化鋼管(外徑10—960,壁厚6—120)、定制精密鋼管(外徑4—219,壁厚1—20),圓鋼掏孔非標(biāo)厚壁無(wú)縫管定做 (外徑65mm—480mm,壁厚14mm—180mm)。可接受各類規(guī)格的深加工業(yè)務(wù),切割零售,定制各類樣品。
公司常年銷售成都鋼鐵集團(tuán)、冶鋼集團(tuán)、包頭鋼廠、寶鋼集團(tuán)、鞍鋼集團(tuán)、天津大無(wú)縫、西寧特鋼廠、無(wú)錫鋼廠、衡陽(yáng)鋼廠等各大鋼廠生產(chǎn)的各種無(wú)縫鋼管及合金管。所售產(chǎn)品均執(zhí)行標(biāo)準(zhǔn),產(chǎn)品廣范應(yīng)用于機(jī)械制造、冶金、礦產(chǎn)、鍋爐廠、煤機(jī)廠、火車、汽車、建筑工程立柱、橋梁、石油化工、輸油管線、電力、造船廠、供水等行業(yè)。
山東恒盈鋼管廠對(duì)壁厚無(wú)縫管切割操作探討。厚壁無(wú)縫鋼管是無(wú)縫鋼管的厚壁的一種常見類型,它是厚壁鋼管的一種特殊的材質(zhì),對(duì)于厚壁無(wú)縫鋼管而言更重要的是要保護(hù)基本的使用和發(fā)揮更重要的性能。厚壁無(wú)縫鋼管使無(wú)縫鋼管的重要材質(zhì),它的硬度是比較大的,一般在切割的時(shí)候是比較費(fèi)勁的要掌握切割的技巧和辦法,這樣的話厚壁無(wú)縫鋼管才能切割成功,才能夠不傷到人。為了進(jìn)行切割厚壁無(wú)縫鋼管,建議進(jìn)行以下操作。
1.機(jī)械切割采用外部安裝和內(nèi)部安裝兩種,其采用車刀加工原理對(duì)管口進(jìn)行切斷和坡口加工,單機(jī)跨度大,可加工厚度大,廢料少,無(wú)污染,加工過程不產(chǎn)生高溫,不影響管道材質(zhì),有利于焊接的進(jìn)行。水切割通過高壓泵和金剛砂共同作用加工管道,其切口干凈,加工跨度大,但是其效率低,加工厚度受限因素嚴(yán)重。
2.氧氣乙炔焰切割,通過調(diào)節(jié)氧氣閥門和乙炔閥,可改變氧氣和乙炔的混合比例得到三種不同的火焰:中性焰、氧化焰和碳化焰。
3.離子切割,等離子切割配合不同的工作氣體可以切割各種氧氣切割難以切割的金屬,尤其是對(duì)于有色金屬(不銹鋼、鋁、銅、鈦、鎳)切割效果更佳;其主要優(yōu)點(diǎn)在于切割厚度不大的金屬的時(shí)候,等離子切割速度快,尤其在切割普通碳素鋼薄板時(shí),速度可達(dá)氧切割法的5~6倍、切割面光潔、熱變形小、較少的熱影響區(qū)。
點(diǎn)擊查看恒盈鋼管廠(臨夏市分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
今年在甘肅省臨夏市購(gòu)買鋼管激光加工各種規(guī)格廠家有了新選擇,恒盈鋼管廠(臨夏市分公司)始終堅(jiān)守以用戶為中心的服務(wù)理念,將品質(zhì)作為發(fā)展的基石。廠家直銷,確保為您提供價(jià)格實(shí)惠且品質(zhì)卓越的鋼管激光加工各種規(guī)格廠家產(chǎn)品。如需購(gòu)買或咨詢,請(qǐng)隨時(shí)聯(lián)系我們,聯(lián)系人:楊經(jīng)理-【13869525071】,地址:山東省聊城市開發(fā)區(qū)匯通國(guó)際物流園B-155。
格廠家")
格廠家")
格廠家")
格廠家")
格廠家")
格廠家")
格廠家")
格廠家")
格廠家")