以下是:高鉻耐磨板供應商的產品參數
| 產品參數 |
|---|
| 產品價格 | 3100 |
|---|
| 發貨期限 | 含運費 |
|---|
| 供貨總量 | 1800噸 |
|---|
| 運費說明 | 3天內 |
|---|
| 廠家 | 天津鑫銘耐磨材料 |
|---|
| 價格 | 8-10 |
|---|
| 是否定制 | 可以 |
|---|
| 是否切割 | 可以 |
|---|
| 運輸 | 汽運,含運費 |
|---|
| 顏色 | 黑色 |
|---|
| 硬度 | 60-62HRC |
|---|
| 尺寸 | 1400*3400 |
|---|
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |
|---|
今年在湖南省婁底市購買高鉻耐磨板供應商有了新選擇,鑫銘萬通商貿有限公司(婁底分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的高鉻耐磨板供應商產品。如需購買或咨詢,請隨時聯系我們,聯系人:李經理-13752667388,QQ:46046714,地址:北辰區北辰大廈4-1012。 湖南省,婁底市 婁底市,湖南省轄地級市,別稱星城,境內地勢西高東低,呈階梯狀傾斜;西部山峰雄偉,地勢險峻,海拔較高;東部地勢逐步降低,地形起伏平緩,海拔較低。地處中亞熱帶季風濕潤氣候區,既具季風性,又兼具大陸性。截至2022年,全市轄1個區、2個縣,代管2個縣級市,總面積8117平方千米,常住人口376.01萬人。
文字的描繪可能無法完全捕捉高鉻耐磨板供應商產品的精髓,觀看視頻,讓產品自己向您訴說它的故事。
以下是:高鉻耐磨板供應商的圖文介紹
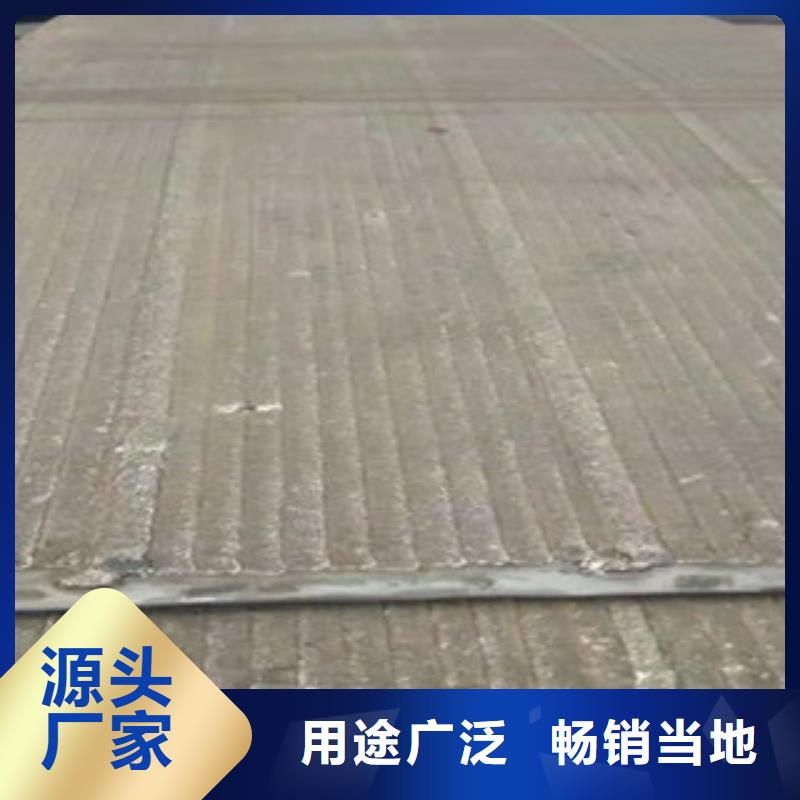
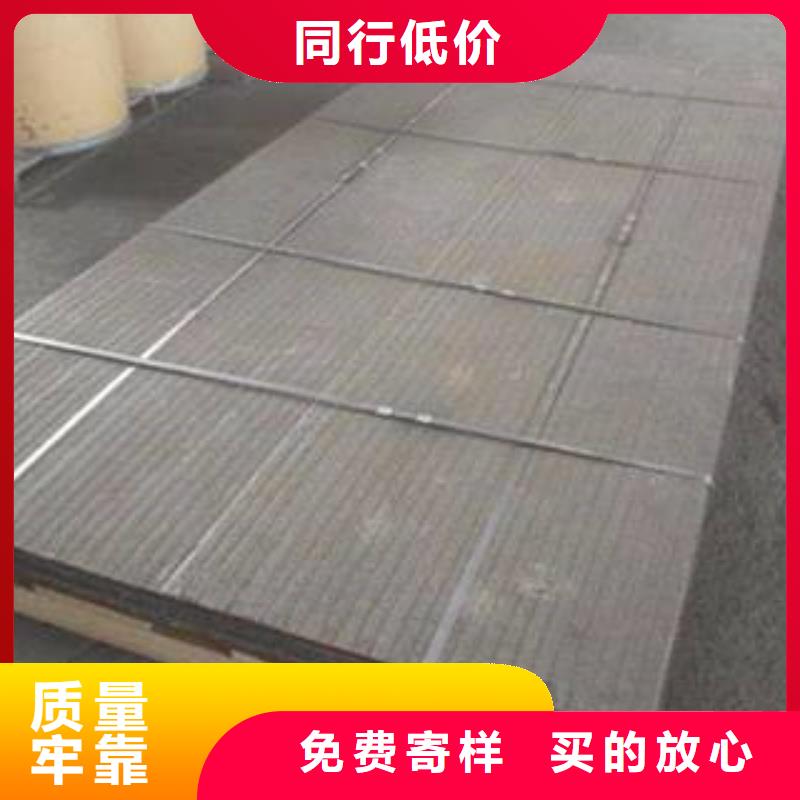
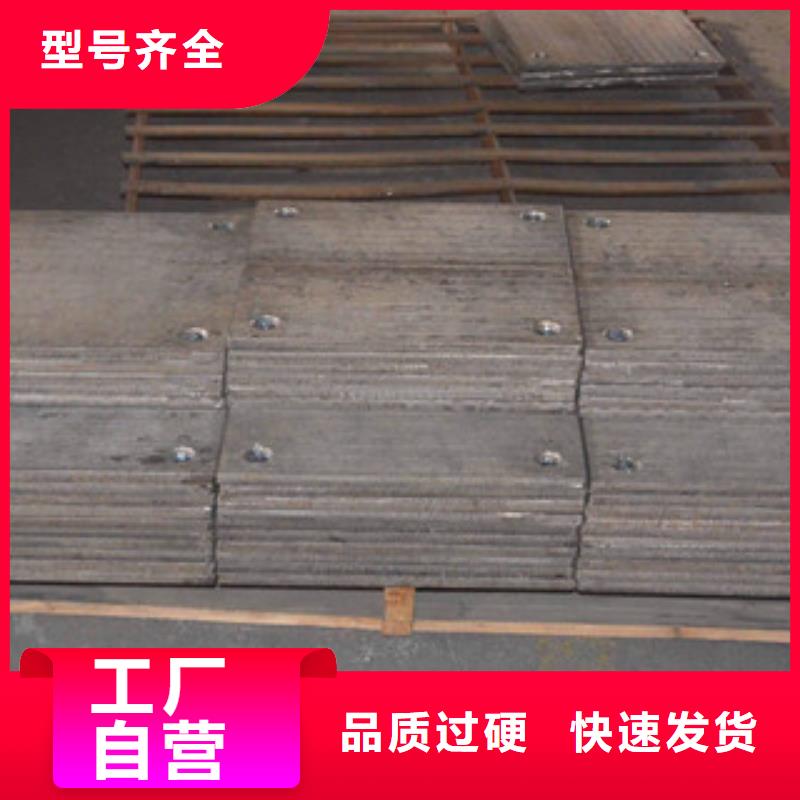
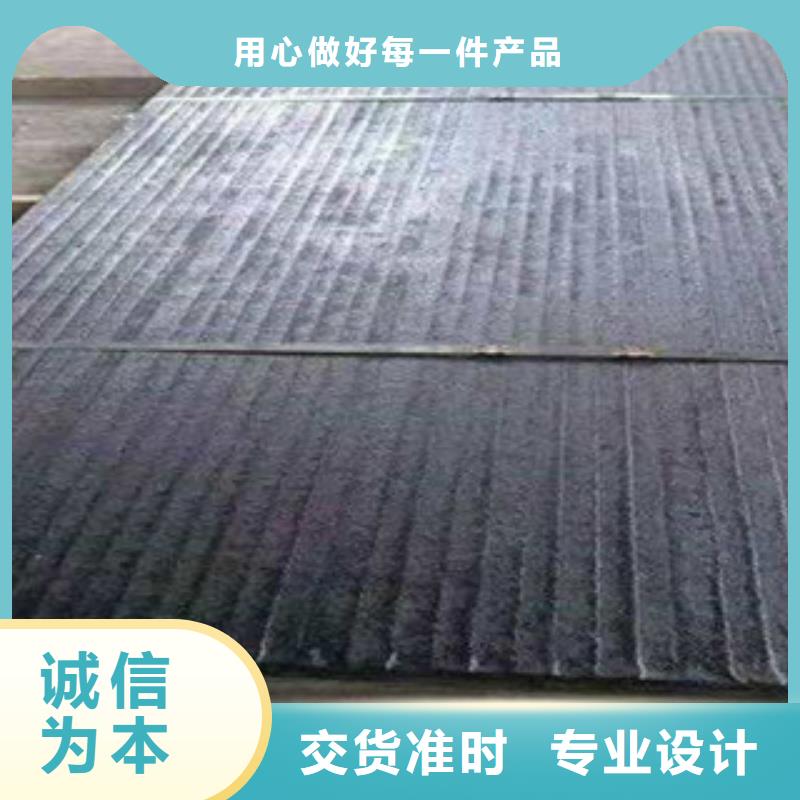
復合耐磨板由基板和合金耐磨層兩部分冶金結合組成,合金耐磨層一般為總厚度的1/3~1/2。耐磨層的基體是冶金結合,用專用高硬度明弧藥芯焊絲均勻地復合一層至兩層以上,復合過程中,由于應力的釋放,在表面會產生均勻的橫向裂紋。采用自動焊接工藝,將高硬度自保護合金焊絲均勻地焊接在基板上,復合層數一層至兩層以至多層,復合過程中由于合金收縮比不同,出現均勻橫向裂紋,這是復合耐磨板的特點。
天津鑫銘萬通焊割機械有限公司是一家集計劃,研究,出售為一體的廠家,商品有耐磨鋼板、耐磨襯板、復合耐磨板、耐磨合金鋼板、雙金屬耐磨板、碳化鉻耐磨板、高鉻合金鋼板、雙金屬復合耐磨鋼板、堆焊耐磨鋼板等。我公司憑著優異的技能及誠的理念,引入領先的國內外技能、設備,選用優質原料配以科學的,樹立了完善的售前及售后效力系統,博得了客戶的好評。公司遵循“以優于同行的質量標準,滿足顧客對產品實物質量的期望和要求。”的質量方針來滿意您的懇求,為您合理計劃、儉省空間、前進功率、創造贏利!



③ 焊接電流不宜過大,采用快速焊接,直線運條。多層多道焊時控制好層間溫度,防止過熱。
④ Ni3.5%鋼板厚度在25mm以上時,要在125℃以上預熱,Ni9%鋼不預熱。
⑤ Ni3.5%鋼和鐵素體型雙金屬耐磨板當因板厚或其他因素產生焊接殘余應力時,應考慮進行600~650℃的熱處理;Ni9%鋼和奧氏體雙金屬耐磨板焊后一般不進行應力熱處理。
⑥ 減少應力集中。防止碰傷材料,若已碰傷應打磨修理;不得隨意引弧,可在焊縫或坡口內引弧,但引弧處應重熔,填滿弧坑;焊縫成形應良好,避免咬邊;焊縫表面應圓滑向母材過渡;縱、環焊縫、接管、人孔處的角焊縫必須全焊透;當環縫不得不采用殘留襯環進行單面焊時,應特別注意襯環的裝配質量,并在裝到內壁上后,將襯環本身的對接焊縫全焊透;去除裝配用定位鐵和楔子后,留在焊件上的焊疤必須進行焊補并打磨光滑,還要進行MT檢查,確認沒有表面裂紋。返修焊補工藝的制定及施焊應特別嚴格控制,盡量避免大面積的焊補。



鑫銘萬通商貿有限公司(婁底分公司)經營宗旨:想用戶所想,急用戶所急,以真誠的服務,高質量,合理的 噴漆無縫管價格,贏得廣大客戶的滿意和信賴。以 噴漆無縫管市場為導向,以用戶滿意為目標,以結構調整為主線,與客戶“雙贏”是企業永恒追求的目標,愿真誠與您攜手,共同發展,協同創造美好的明天!

聯系人:李經理,電話:13752667388,鑫銘萬通商貿有限公司(婁底分公司)在湖南省婁底市本地專業從事高鉻耐磨板供應商,湖南省婁底市各個縣市以及周邊城市均可提供送貨上門服務!
名片")