
以下是:廣州市蘿崗區異型管_異型無縫管_冷拔異型管真貨源的產品參數
產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 異型管_異型無縫管_冷拔異型管真貨源供應范圍覆蓋廣東省、廣州市、蘿崗區、荔灣區、越秀區、海珠區、天河區、白云區、黃埔區、番禹區、花都區、南沙區、增城區、從化區等區域。 【遠亞】持續拓展產品矩陣,現有天河無縫管質量檢測、南沙無縫管廠家實力雄厚、番禹無縫管質量好、從化無縫管實力工廠等,滿足不同場景需求。異型管_異型無縫管_冷拔異型管真貨源,遠亞商貿(廣州市蘿崗區分公司)sdyysm318-3為您提供異型管_異型無縫管_冷拔異型管真貨源,供應服務范圍覆蓋廣東省、廣州市、蘿崗區、荔灣區、越秀區、海珠區、天河區、白云區、黃埔區、番禹區、花都區、南沙區、增城區、從化區,聯系人:張宇,電話:【15275688966】、【15275688966】。 廣東省,廣州市,蘿崗區 蘿崗區原是中國廣東省廣州市的市轄區,于2005年5月設立,前身為成立于1984年的廣州經濟開發區。
我們的異型管_異型無縫管_冷拔異型管真貨源視頻現已上線,從細節到整體,從外觀到性能,讓您了解它的每一個方面。以下是:異型管_異型無縫管_冷拔異型管真貨源的圖文介紹廣州蘿崗遠亞商貿有限公司開拓創新,不斷去完善和提高 無縫管產品的質量,對產品精益求精,對客戶細心服務,以“技術、服務、節能、環保”為理念,以維護地球生態環境,創造美好人居環境為目標。在人類面臨著“能源危機”和“溫室效應”威脅的今天,廣州蘿崗遠亞商貿有限公司的 無縫管將會得到更加廣泛的應用! 客戶的滿意和對社會節能環保的貢獻,是我們不斷前進的動力!
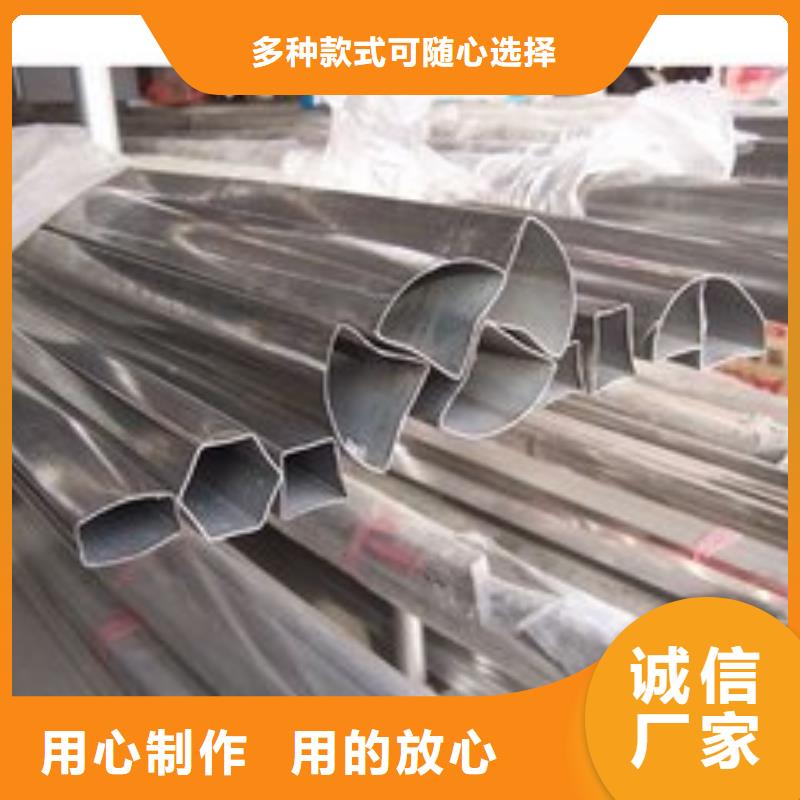
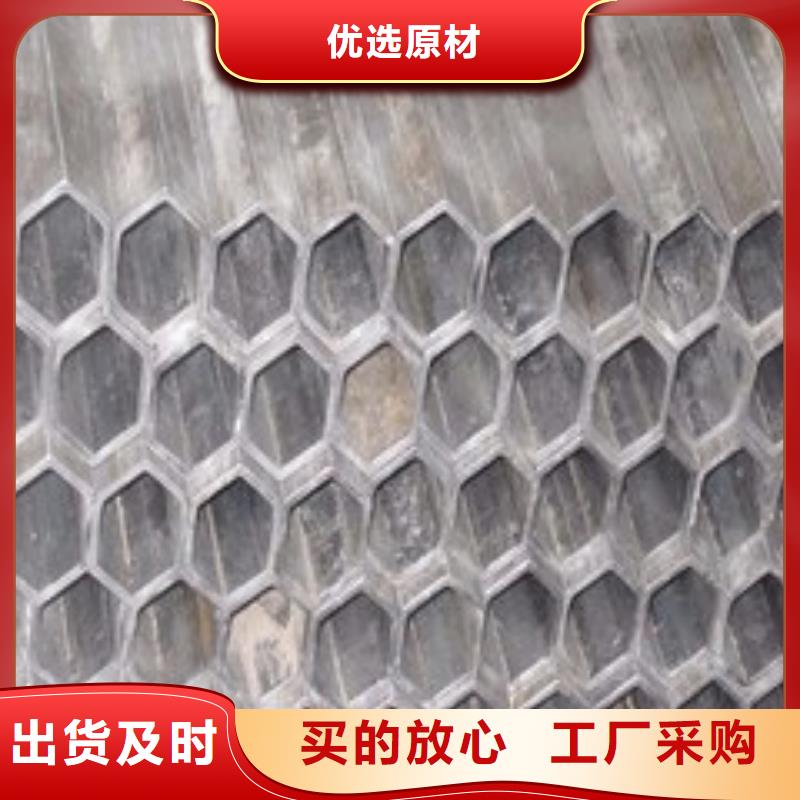
本公司經營的異型管規格:橢圓管:12*25&mdash面包管5*60:D形管:36D.40D.43D.45D:扇形管:20扇形:25扇形:27扇形:28扇形:30扇形:40扇形:50扇形:56扇形:P型管梅花管40*60:六角管:不等邊等邊:20-165都能生產:非標方管9方-150方-非標扁方管:壁厚:鍍鋅異型管黑腿異型管0.45-8等
異形鋼管是一種經濟的斷面型材,廣泛應用于建筑.汽車.大型鋼結構領域。據有關文獻資料介紹,在發達中每年的異形材需求量占到鋼材總量的5%特別是方矩形鋼管在發達的建筑行業中用量已經和H型鋼型成1:1的關系。在我國,異形鋼管在建筑行業的成功應用已經得到認可。隨著我國經濟建設的高速發展,城市化進程的加快,異形鋼管的前景將非常看好。目前國內異形鋼管的生產方式仍然以冷彎成型焊接,冷拔為主。冷彎成型焊接法。
產品廣泛應用于石油、化工、天然氣、煤氣、輸水管道及電力、供熱等大中型傳輸工程以及打樁建筑結構管等。
如何有效的控制異型管中的疤痕?
可能很多人都不知道,異型管內也會出現疤痕,那么,這些疤痕是什么?這些疤痕就是
一個個像黃豆粒大小不一的坑坑洼洼的小坑,里面會出現灰褐色或灰黑色的異物,那么,我們
應該如何來有效的控制異型管中的疤痕?下面來說八種可以有效控制異型管疤痕的方法。
(一)除氧化物劑粉末粒度一般要求在16目左右。
(二)根據異型管內表面面積確定除氧化物劑的噴吹量,一般為1.5-2.0g/dm2,不同直徑、長度的管材噴吹得除氧化物劑量是不同的。
(三)吹掃時間應根據管材直接、長度進行調節,以管材內沒有懸浮的金屬氧化物再被吹出為標準。
(四)芯棒潤滑效果不好或芯棒潤滑劑溫度過低,會產生內結疤。為了提高芯棒溫度,可采取一次水冷卻的辦法。
(五)除氧化物劑中硬脂酸鈉的含量要達到12%以上,以使其能在異型管內腔中充分燃燒。
(六)嚴格控制芯棒的溫度,保證噴涂潤滑劑前芯棒表面溫度在80-120℃,芯棒溫度不能長時間高于120℃,以保證預穿前其表面的潤滑劑干燥并致密,操作工應經常檢查芯棒潤滑
狀況。
(七)噴嘴高度應根據異型管直徑進行調節,以保證對中良好。每個班次要清理一次噴嘴,長時間停機要拆下噴嘴進行清洗。為保證除氧化物劑在管材內壁均勻吹掃,在噴吹除氧化物
劑工位使用選裝裝置,并配以旋轉氣壓。
(八)噴吹壓力應與管材直徑、長度相配合,既保證吹掃有力,燃燒充分,又不能有未完全燃燒的除氧化物劑被氣流從異型管內吹走。
要防止異型管轉爐噴濺的產生,需要采取以下方法:
一、吹煉過程槍位控制的基本原則是繼續化好渣、化透渣、快速脫碳、不噴濺、熔池均勻
升溫。吹煉中期的特點是強烈脫碳,在這個階段中,不僅吹入的氧氣全部用于碳的氧化,而且
渣中的氧化鐵也大量被消耗,流動性下降,出現返干現象,影響硫、磷的去除甚至于發生回磷
現象,噴濺也嚴重。為了防止異型管中期爐渣返干,應該適當提槍。
二、保持合理的爐型是在現有技術和設備條件下控制噴濺有效的方法,如應有適當的爐
底高度和液面,根據冶煉鋼種采取合適的底吹模式,如果發現爐底上漲較高,要及時采取措施
進行處理,處理爐底操作應采取勤、輕處理原則。
三、做好熱平衡,力求做到熱量略富裕,這樣既能保住終點碳,又不因為熱量太富裕冷卻
料用量大噴濺難控制。還可以采用留渣操作,濺渣護爐時不要把爐渣濺干,在爐內留部分爐渣
,剩余的爐渣在下爐吹煉時有利于前期快速成渣,同時減少了冷卻劑的加入量和爐渣的泡沫化
程度,并將泡沫化高峰前移,從而達到控制異型管轉爐噴濺的目的,在爐渣嚴重泡沫化時,短
時間提高槍位,使氧槍超過泡沫的熔池面,用氧氣射流的沖擊破壞泡沫,減少噴濺。
四、在某種程度上復吹轉爐煉鋼的氧槍操作主要是通過槍位的變化來調節和控制爐渣中有
合適的(FeO)含量,以滿足吹煉過程各期的需要。如果(FeO)控制不當,會給吹煉帶來困難,因
此控制噴濺的關鍵就是要控制吹煉槍位。
五、正確地控制前期溫度,如果前期溫度低,爐渣中積累起大量的氧化鐵,隨后在元素氧
化,熔池被加熱時,往往突然引起碳的激烈氧化,容易造成爆發性噴濺。在爐溫很高時,可以
在提槍的同時適當加一些石灰,稠化熔渣,有時對抑制噴濺也有些作用,但加入量不宜過多,
加入的石灰化完后,如果不繼續加人石灰就應當適當降槍,以免在硅錳氧化結束和熔池溫度升
高后強烈脫碳時發生嚴重噴濺。
六、后期的任務是進一步調整好爐渣的氧化性和流動性,繼續去除硫、磷使熔池異型管鋼
液成分和溫度均勻,穩定火焰,便于準確地控制終點,壓槍速度要緩慢,切忌過快,否則會引
起噴濺。冶煉低碳鋼,很多采用的是增碳法,所以后期非常注意加強熔池攪拌以加速后期脫碳
,均勻熔池的溫度和成分。為此在過程化渣不太好,或者中期爐渣返干較嚴重時,后期應首先
適當提槍化渣。而在接近終點時,再適當降槍,以加強熔池攪拌,使熔池的溫度和成分均勻化
,提高金屬和合金收得率并減輕對爐襯的侵蝕。
無縫異型管常見缺陷的檢測方法
無縫異型管制造過程中偶爾會遇到缺陷問題,如果是在表面,用視覺就能檢測到,但是如果問題出在里面又該怎么辦呢?常用的檢測方法一般來說有磁粉檢測或滲透檢測兩種。
磁粉檢測或滲透檢測可有效的發現異型管表面裂紋、折疊、重皮、發紋、針孔等表面缺陷
。對于鐵磁性材料、應優先采用磁粉檢測法,因其具有較高的檢測靈敏度;對于非鐵磁性材料
,如不銹鋼異型管,則采用滲透檢測法。
當兩端預留切除余量較少時,由于檢測裝置的結構原因,兩端頭有時得不到有效的檢測,
而異型管端頭是有可能存在裂紋或其他缺陷的部位。如果端頭存在有潛在的裂紋傾向,安裝
時的焊接熱影響也有可能使潛在的裂紋擴展。因此,也應注意對焊后異型管一定區域的檢測,
及時發現鋼管端頭缺陷的擴展。
異型管_異型無縫管_冷拔異型管真貨源_遠亞商貿(廣州市蘿崗區分公司),固定電話:【15275688966】,移動電話:【15275688966】,聯系人:張宇,開發區武夷山路。