

以下是:洛陽市洛龍區六角管-高質量六角管的產品參數
材質 20#45#10#16Mn20Cr40Cr20CrMoQ235B20G20CrMoTi 產地 聊城 規格 國標、非標 倉庫所在城市 聊城 計重方式 過磅 質量等級 范圍 六角管-高質量六角管供應范圍覆蓋河南省、洛陽市、洛龍區、西工區、澗西區、吉利區、孟津區、新安縣、欒川縣、嵩縣、汝陽縣、宜陽縣、洛寧縣、伊川縣、偃師區等區域。 【金格】業務覆蓋多領域場景,主營伊川無縫鋼管好廠家有擔當、偃師無縫鋼管誠信經營、澗西無縫鋼管海量庫存、宜陽無縫鋼管多種規格可選、吉利無縫鋼管質量無憂、洛寧無縫鋼管支持大批量采購、嵩縣無縫鋼管用心服務等產品服務。六角管-高質量六角管_金格金屬材料(洛陽市洛龍區分公司)lcsx966-3,固定電話:【15166554446】,移動電話:【15166554446】,聯系人:錢經理,。 河南省,洛陽市,洛龍區 洛龍區,隸屬河南省洛陽市。是洛陽市的行政、經濟、文化和體育中心。位于洛河南岸、洛陽城市區南半部,總面積約271平方公里。截至2023年5月,洛龍區轄13個街道、1個鎮,157個村(社區)。2022年,洛龍區戶籍人口56.5萬人,常住人口72.4萬人。
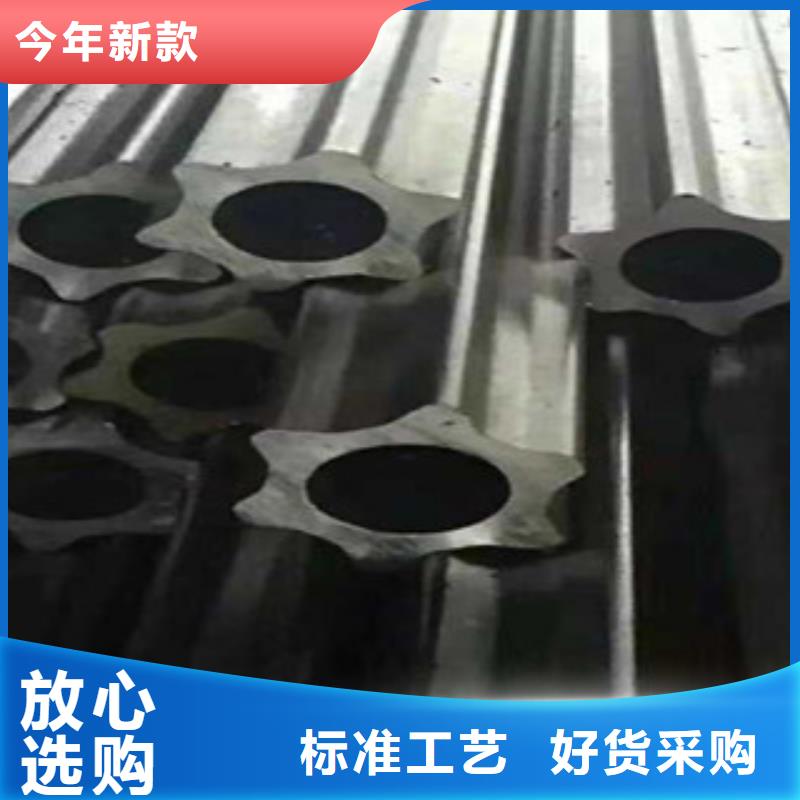
準備好領略六角管-高質量六角管產品的風采了嗎?我們的視頻將帶您領略產品的每一個細節,從外觀到內在,從功能到性能,讓您了解它的獨特之處。以下是:洛陽洛龍六角管-高質量六角管的圖文介紹
淺析六角管冷熱兩種鍍鋅工藝
冷鍍鋅也叫電鍍鋅,是利用電解設備將管件經過除油、酸洗、后放入成分為鋅鹽的溶液中,并連接電解設備的負極,在六角管件的對面放置鋅版,連接在電解設備的正極接通電源,利用電流從正極向負極的定向移動就會在管件上沉積一層鋅,冷鍍管件是先加工后鍍鋅。
而熱鍍鋅也叫熱浸鋅和熱浸鍍鋅,是一種有效的金屬防腐方式,主要用于各行業的金屬結構設施上。是將除銹后的鋼件浸入500℃左右融化的鋅液中,使六角管鋼構件表面附著鋅層,從而起到防腐的目的。
對于六角管生產來說,兩種鍍鋅方式各有利弊,下面我們就做一個比較分析:
(一)表面光滑度:冷鍍鋅六角管外表比熱鍍鋅的更加光滑好看;
(二)防腐蝕性:熱鍍鋅是冷鍍鋅的幾十倍,如果六角管放置于普通環境下,其熱鍍鋅防銹層可保持50年以上而不必修補;
(三)作業方式:熱鍍鋅是在450-480度熔融的鋅液中鍍鋅,而冷鍍鋅是在常溫下通過電鍍或者其他方法鍍鋅;
(四)鍍鋅層厚度:熱鍍鋅厚度遠遠大于冷鍍鋅,并且鍍鋅層會形成一種特別的冶金結構,這種結構能承受在運送及使用時受到機械損傷;
(五)附著力:冷鍍鋅附著力不如熱鍍鋅。熱鍍鋅層與鋼材間是冶金結合,成為鋼表面的一部份,因此六角管鍍層持久性更加可靠;
(六)成本費用:熱鍍鋅價格遠高于冷鍍鋅,但是熱鍍鋅防銹的費用又比其他漆料涂層的費用低;
(七)鍍鋅位置:冷鍍鋅可以只鍍一面,熱鍍鋅必須內外全鍍。也正是因為全鍍所以即使在凹陷處、尖角及隱藏處都能受到保護;
(八)環境保護:絕大多數冷鍍鋅六角管的溶劑和稀釋劑內不含甲苯、酮類、鹵代烴等毒性大的有機溶劑,所以對減少三廢、降低能耗,提高環境保護的社會效益的作用更加明顯。
無縫鋼管,是洛陽洛龍金格金屬材料有限公司主營產品,品質好價格優,貨源庫存充足,歡迎詢價!
大家了解無縫鋼管嗎?很多人都看過無縫鋼管,生活對無縫鋼管的需求還是蠻大的,今天永鼎就來給大家講講無縫鋼管的制造方法是什么吧,用途還是很廣的,值得了解一下。
無縫鋼管的制造方法
生產制造方法
按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
1.1、熱軋無縫鋼管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。后經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法。
1.2、若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。
1.3、擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產直徑較小的鋼管。
用途
2.1、無縫管用途很廣泛。一般用途的無縫管由普通碳素結構鋼、低合金結構鋼或合金結構鋼軋制,產量多,主要用作輸送流體的管道或結構零件。
2.2、根據用途不同分三類供給:a、按化學成分和機械性能供給;b、按機械性能供給;c、按水壓試驗供給。按a、b類供給的鋼管,如用于承受液體壓力,也要進行水壓試驗。
2.3、專門用途的無縫管有鍋爐用無縫管、地質用無縫管及石油用無縫管等多種。
六角鋼管焊縫氣孔的七點措施
焊縫氣孔不但影響六角鋼管的焊縫致密性,并且還會成為腐化的誘發點,降低焊縫強度和韌性。焊縫產生氣孔的因素,主要包括焊劑中的水分、污物、氧化皮和鐵屑,焊接的成份及籠罩厚度,鋼板的外貌質量以及鋼板邊板處置處罰,焊接工藝及六角鋼管成型工藝等。
要六角鋼管焊縫氣孔的產生,我們建議采取以下措施:
(一)焊劑厚度
焊劑的聚集厚度通常為25-45mm,焊劑顆粒度大、密度小時聚集厚度取大值,反之取小值。大電流、低焊速聚集厚度取大值,反之取小值。另外高溫天氣或周圍濕度大時,使用的焊劑應烘干后再利用;
(二)鋼板板邊處置
鋼板板邊應設置鐵銹和毛刺掃除裝置,以避免產生氣孔的可能。掃除裝置的位置好安置在銑邊機和圓盤剪后,裝置的布局是一邊2個上下位置可調解間隙的自動鋼絲輪,上下壓緊板邊;
(三)減小次級磁場
為了避免磁偏吹的影響,應使工件上焊接電纜的毗連位置盡可能遠離焊接終端,防止焊接電纜在六角鋼管上發生次級磁場;
(四)元素參與
焊接含有適量的CaF2和SiO2時,會反向吸取大量的H2,產生穩固性很高且不溶于液態金屬的HF,從而可以防備氫氣孔的形成;
(五)成型工藝
當低落焊接速率或增大電流,從而使得焊縫熔池金屬的結晶速率,以便于氣體逸出,同時要是六角鋼管帶鋼遞送位置不穩固,應實時進行調解,杜絕通過調前橋或后橋維持成型,造成氣體逸出困難;
(六)鋼板外貌處置
為防止開卷矯平脫落的氧化鐵皮等雜物進入成型工序,應設置板面排除裝置;
(七)焊縫形貌
六角鋼管焊縫的成型系數過小,焊縫的形狀窄而深,氣體和混合物不容易浮出,易形成氣孔和夾渣。通常焊縫成型系數控制在1.3-1.5,聲測管取大值,薄壁取小值。
今年在洛陽市洛龍區購買六角管-高質量六角管有了新選擇,金格金屬材料(洛陽市洛龍區分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的六角管-高質量六角管產品。如需購買或咨詢,請隨時聯系我們,聯系人:錢經理-【15166554446】,地址:。











