| 產品參數 | |
|---|---|
| 產品價格 | 3.25/米 |
| 發貨期限 | 3天 |
| 供貨總量 | 10000 |
| 運費說明 | 汽運 |
| 小起訂 | 100 |
| 質量等級 | 國標 |
| 是否廠家 | 是 |
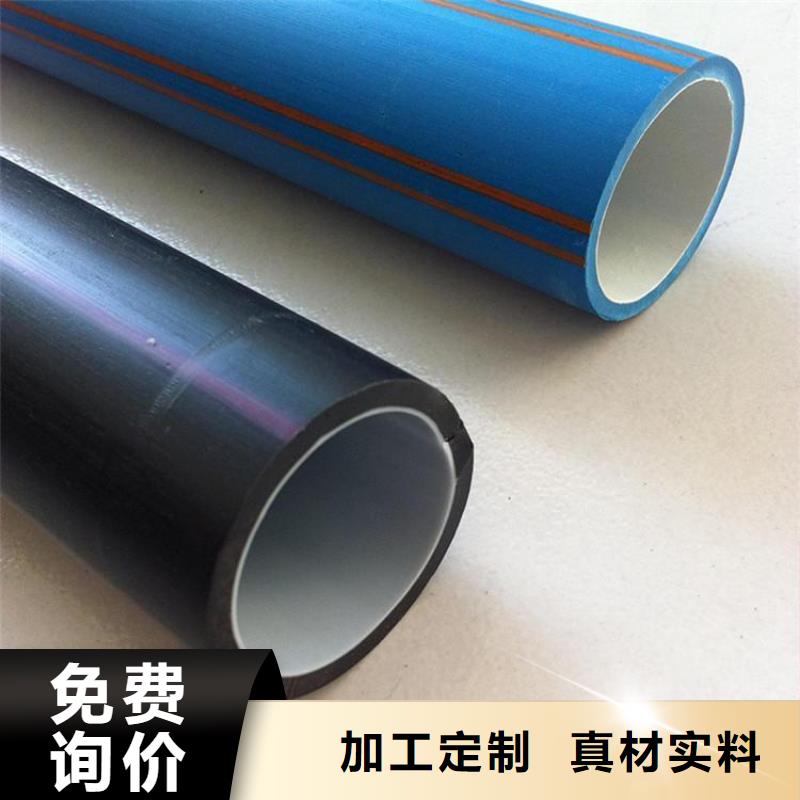
| 產品材質 | 高密度聚乙烯 |
| 產品品牌 | 潤星 |
| 產品規格 | 40/33 |
| 發貨城市 | 山東聊城 |
| 產品產地 | 山東聊城 |
| 加工定制 | 否 |
| 產品型號 | 40/33 |
| 可售賣地 | 全國 |
| 產品重量 | 0.41 |
| 產品顏色 | 彩色 |
| 質保時間 | 三年 |
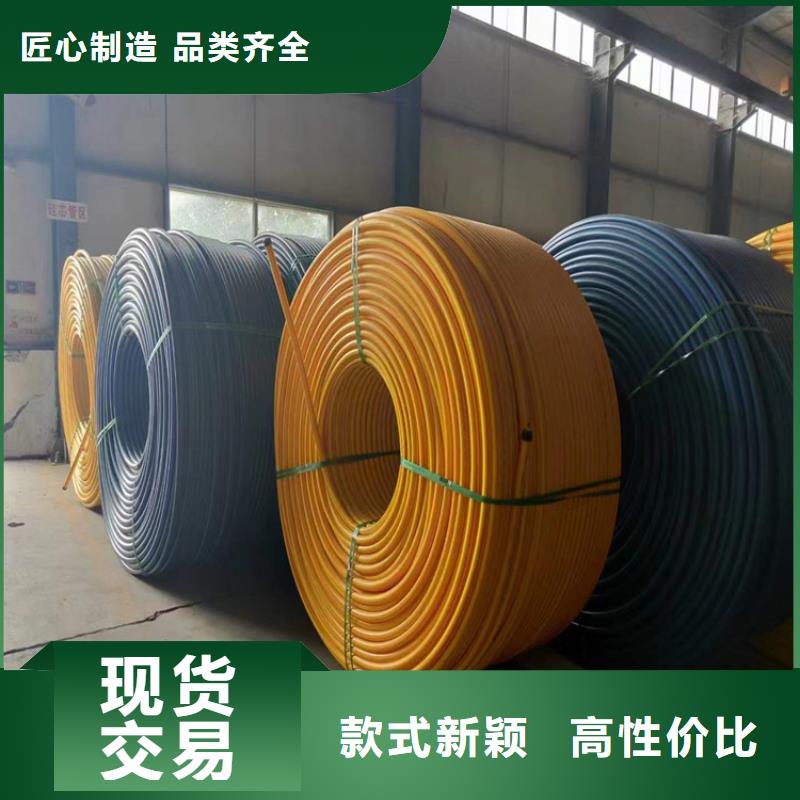
| 外形尺寸 | 盤管 |
| 適用領域 | 電力通信 |
| 是否進口 | 否 |
| 質量認證 | 國標 |
| 產品功率 | 45KW |
| 工作溫度 | 45℃ |
| 定長 | 2000米 |
| 外徑 | 40 |
| 內徑 | 33 |
 洛陽硅芯管和pe管、硅芯管和pe管廠家-價格實惠
<洛陽>潤星電力管材有限公司
洛陽硅芯管和pe管、硅芯管和pe管廠家-價格實惠
<洛陽>潤星電力管材有限公司
洛陽硅芯管和pe管、硅芯管和pe管廠家-價格實惠
HDPE光纜(洛陽PE硅芯管)敷設應順直、無彎、無扭絞、無纏繞,嚴禁出現背扣和打硬彎。硅芯管縱向敷設應盡量避免反復出現凹凸。洛陽PE硅芯管敷設后應及時連接、密封,對引入人(手)孔的部分應及時對管口進行封堵。硅芯管敷設后不能立即進行接續時,應預留因溫差可能造成回縮的長度,并封堵好管口。同溝敷設多根硅芯管時,應按設計要求每隔一定距離捆綁一次,以增加硅芯管的挺直性,并保持一定的管群斷面。在水塘、沼澤地帶敷設光纜(洛陽PE硅芯管)時按照設計要求施工。光纜(洛陽PE硅芯管)敷設后應及時細土掩埋,防止管道二次回填(原土)造成損傷。HDPE硅芯管吹放光纜后,應做好硅芯管端口的封堵。光纜(洛陽PE硅芯管)敷設的彎曲半徑應滿足設計要求。兩盤硅芯管之間的接續應采用標準塑料接頭件,臨時開挖氣吹點及牽引點的硅芯管的接續應采用分拆型接頭件。硅芯管的接續應符合下列要求:國標洛陽PE硅芯管的接口斷面應平直、無毛刺。硅芯管接頭件的規格程式應與硅芯管配套,接頭件內的橡膠墊圈及兩端的硅芯管應按產品操作標準安放。接續過程中應防止水、土、泥及其它雜物進入硅芯管內。硅芯管接續后應密封良好,不漏氣、不進水。鋼管中或管箱內的硅芯管接頭可使用金屬接頭件,不同規格的兩根硅芯管接續時應使用變徑接頭件。

洛陽硅芯管和pe管、硅芯管和pe管廠家-價格實惠
氣吹法敷設洛陽PE硅芯管光纜工藝八十年代初期在美國出現,九十年代末期,隨著國際國內通信施工界對氣吹法敷設光纜工藝的進一步研究,氣吹設備功能的進一步完善,此工藝在高速上得到廣泛推廣和應用,目前我國高速公路通信光纜施工一般均采用氣吹法進行光纜施工。在氣吹光纜前,管道在吹纜前應進行保氣及導通試驗,確認管道無破損漏氣或扭傷、無泥土等污物后方可吹纜。氣吹設備必須選用適合工程特點的機型,壓縮機出氣口氣壓0.6MP~1.5MP,氣流量大于10m3/min,氣吹機的液壓驅動推進(或氣流驅動推進)裝置的推進力符合要求。洛陽PE硅芯管吹纜前應將潤滑劑加入管內,加入量視管孔內壁光滑程度、管道徑路復雜程度、一次吹放長度、潤滑劑的型號等而定。潤滑劑加入量直接關系到吹纜長度及速度。管道徑路爬坡度較大的情況下宜采用活塞氣吹頭敷設方法,以增加光纜前段的牽引力。管道徑路比較平坦,但有個別地段管道彎曲度較大的情況下,宜采用無活塞氣吹頭敷設方法。
洛陽硅芯管和pe管、硅芯管和pe管廠家-價格實惠
洛陽PE硅芯管標石應埋設在不易變遷、不影響交通與耕作的位置。如埋設位置不易選擇,可在附近增設輔助標記,以三角定標方式標定光纜(硅芯管)位置。標石制作應符合下列要求:a) 標石應用堅石或鋼筋混凝土制作,規格為140 mm×140 mm×1000mm(長×寬×高);在土質松軟、植物茂密的特殊地段宜采用加長標石。b) 標石的編號應為白底紅(或黑)漆正楷字,字體端正,表面整潔。編號應沿油(氣)流的輸送方向編排。一般以兩個輸油(氣)站(光通信站)之間的路由為一個中繼段進行獨立編號單位。c) 標石的編號及符號應一致并符合要求。光纜(洛陽PE硅芯管)同溝敷設施工應按工程設計文件及相關產品說明進行。施工單位制定的施工操作規程應貫徹本規范的要求,施工操作人員應經過相應的技術培訓并持證上崗。光纜(硅芯管)同溝敷設施工應做好施工記錄,隱蔽工程施工記錄應有建設或監理單位代表確認。洛陽PE硅芯管光纜敷設施工的其他要求按現行通信行業標準《電信網光纖數字傳輸系統施工及驗收暫行規定》(YDJ44)執行。人(手)孔施工及驗收應按現行 標準YD 5103執行。

洛陽硅芯管和pe管、硅芯管和pe管廠家-價格實惠
洛陽HDPE硅芯管成品生產是HDPE硅芯管生產過程中重要的一個環節,也是問題較多的一個環節,洛陽HDPE硅芯管專業生產廠家湖北亮誠塑業總結多年生產經驗,將在生產過程中常見問題及解決方法列舉如下,希望對朋友們有所幫助,若有不周之處,還請各位專家朋友不吝批評指教,同時也歡迎廣大同仁與我們多探討交流,共同學習,共謀發展。洛陽HDPE硅芯管成品生產常見問題:生產過程中擠出不順暢,產品表面看起來不光滑。解決方法:引起此類現象的主要問題是溫度過低,可3-5℃逐步提高,達到所需的溫度即可。在正常的生產過程中發現生產的產品表面有滑痕。解決方法:洛陽HDPE硅芯管出現此現象的原因可能有兩種,一是原材料太潮濕引起的產出表面有氣泡而高出表面,在通過定型換套時,就會產生均勻傷疤也就是我們看到的滑痕。要解決這類原因引起的滑痕,將原材料進行烘干或者增加消泡材料(多不能超過5%的用量)就可以了。第二種可能是就溫度過高,只要溫度適當調低就行了。生產過程中產品自然增大,并且有發泡現象。解決方法:引起生產的產品自然增大的主要原因是溫度過高,可降低溫度,等到調節的溫度達到所需的溫度在重新擠出。而發泡這種現象的主要起因是原材料過于潮濕引起的,將原材料進行烘干或者增加消泡材料(多不能超過5%的用量)就可以了。
名片")