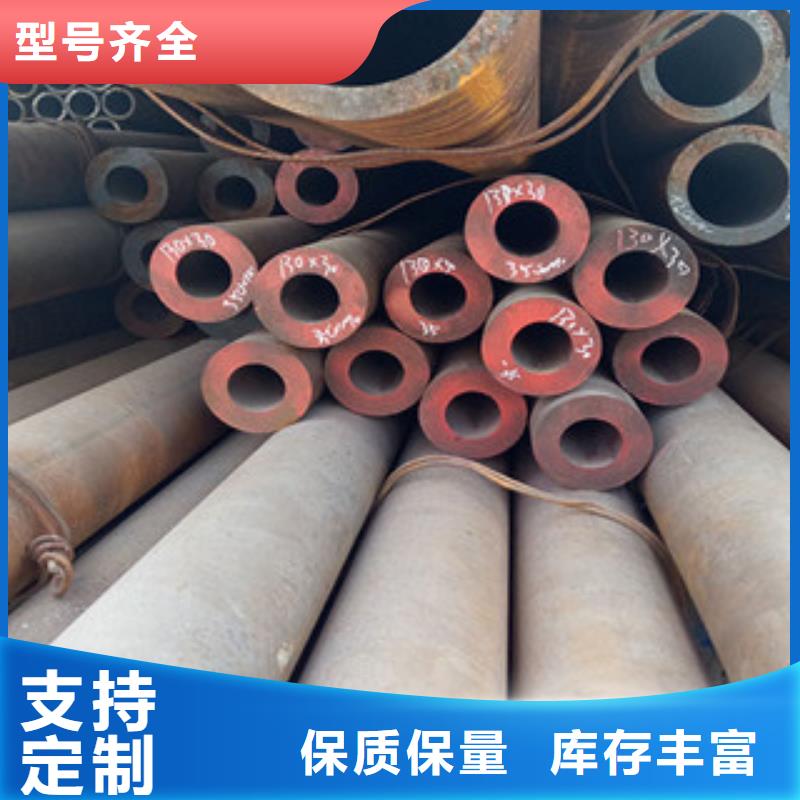
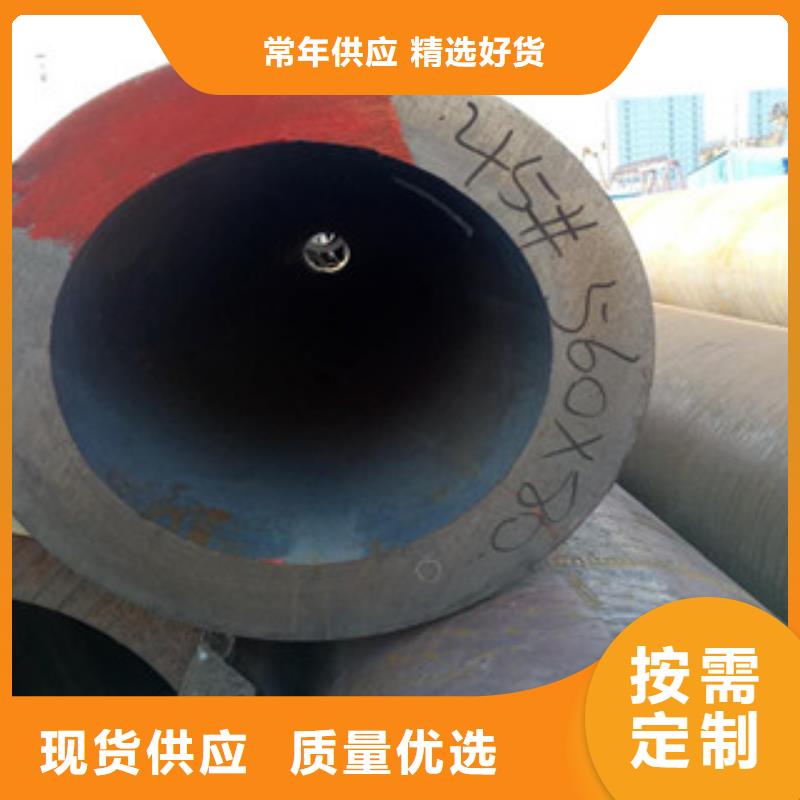
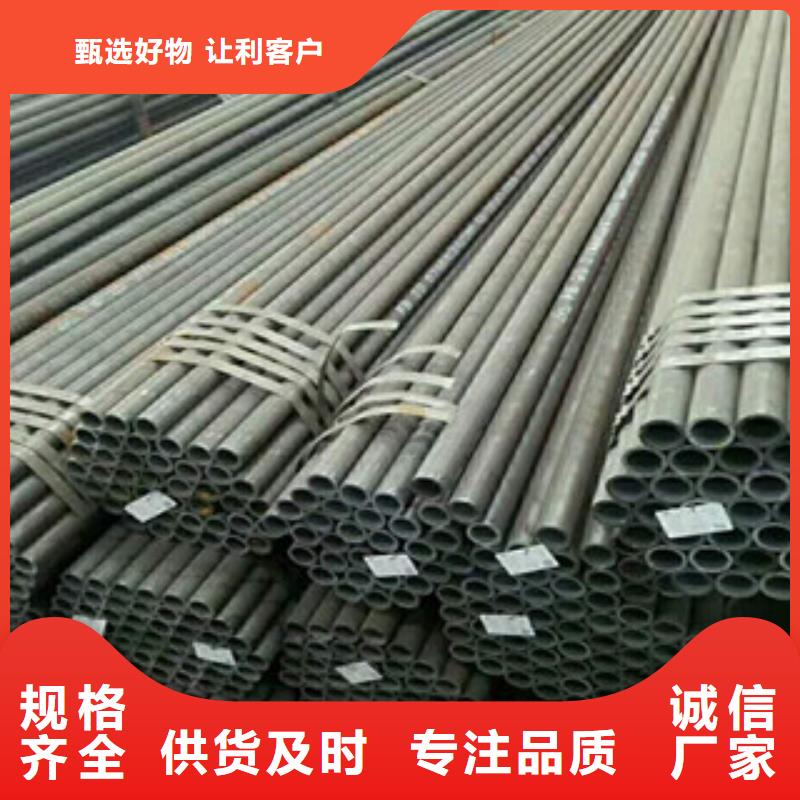
以下是:黑龍江省牡丹江市冷拔無縫鋼管品質優良的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 999999 運費說明 3 產品名稱 無縫鋼管 規格 齊全 產地 聊城,天津,無錫,上海 材質 齊全 長度 8-12米 計重方式 噸 是否能加工定制 能 范圍 冷拔無縫鋼管供應范圍覆蓋黑龍江省、哈爾濱市、齊齊哈爾市、鶴崗市、大慶市、佳木斯市、牡丹江市、黑河市、綏化市、大興安嶺市 陽明區、愛民區、東寧市、林口縣、綏芬河市、海林市、寧安市、穆棱市等區域。 【開安】以匠心打造多元場景產品,涵蓋寧安球墨鑄鐵管廠家采購、愛民球墨鑄鐵管24小時下單發貨、哈爾濱球墨鑄鐵管研發生產銷售、大慶球墨鑄鐵管隨心所欲定制、黑河球墨鑄鐵管廠家貨源穩定、鶴崗球墨鑄鐵管核心技術、綏化球墨鑄鐵管品牌企業、齊齊哈爾球墨鑄鐵管打造好品質等。冷拔無縫鋼管品質優良,開安管業(牡丹江市分公司)sdka21166-3為您提供冷拔無縫鋼管品質優良的資訊,聯系人:夏志明,電話:【13562007212】、【13562007212】,供應服務范圍覆蓋黑龍江省、哈爾濱市、齊齊哈爾市、鶴崗市、大慶市、佳木斯市、牡丹江市、黑河市、綏化市、大興安嶺市 陽明區、愛民區、東寧市、林口縣、綏芬河市、海林市、寧安市、穆棱市。 黑龍江省,牡丹江市 牡丹江市地處中國東北地區,位于東北亞經濟圈中心地帶上,與俄羅斯邊境線長211公里。牡丹江是“中蒙俄經濟走廊”、龍江絲路帶的重要戰略支點,中國對俄沿邊開放的橋頭堡和樞紐站。牡丹江屬溫帶季風氣候,素有“塞外江南”、“魚米之鄉”的美譽。
為了給您提供更的冷拔無縫鋼管品質優良產品信息,解鎖冷拔無縫鋼管品質優良產品新體驗,視頻帶你玩轉每個細節!以下是:黑龍江牡丹江冷拔無縫鋼管品質優良的圖文介紹
冷擠壓就是把金屬毛坯放在冷擠壓模腔中,在室溫下,通過壓力機上固定的凸模向毛坯施加壓力,使金屬毛坯產生塑性變形而制得零件的加工方法。
一、基本類型
1.正擠壓:正擠壓時,金屬的流動方向與凸模的運動方向一致。正擠壓可以制造各種形狀的實心件和空心件。
2.反擠壓:反擠壓時,金屬的流動方向與凸模的運動方向相反。反擠壓可以獲得各種形狀的杯形件。
3.復合擠壓:擠壓時,毛坯一部分金屬流動方向與凸模運動方向相同,而另一個部分金屬流動方向與凸模運動方向相反。復合擠壓可制得各種杯、桿、筒零件。
4.徑向擠壓;擠壓時,金屬的流動方向與凸模運動方向相垂直。徑向擠壓又可分為向心擠壓和離心擠壓,徑向擠壓用來制造斜齒輪、花鍵盤等零件。
5.鍛壓:鐓壓時,金屬毛坯徑向向外流動。鐓壓用于制造帶法蘭的軸類零件或凸緣的杯形零件。
正擠壓、反擠壓與復合擠壓是冷擠壓技術中應用廣泛的三種方法。它們的金屬流動方向與凸模的軸線平行。因此,有不少資料上又稱這三種方法為軸向擠壓。如前所述,軸向擠壓可以制得各種實心和空心零件,如球頭銷、梭心殼、彈殼等。徑向擠壓是近十幾年才發展起來的,主要用于通訊器材的號碼盤、自行車的花鍵盤等。
以上是幾種基本的冷擠壓變形方式,隨著冷擠壓技術的發展,有時還將冷體積模鍛等歸屬為冷擠壓。
冷擠壓無論在汽車、拖拉機、軸承、電訊器材、儀表等機電制造中,還是在自行車、縫紉機等輕工業中,以及國防工業系統中都有廣泛的應用,這是因為它具有明顯的優點。
黑龍江牡丹江開安管業有限公司在激烈競爭的商海中,始終堅持以客戶為中心,以 球墨鑄鐵管質量為重點、人才為保證、效益為根本的經營理念,堅持扎扎實實、腳踏實地為 球墨鑄鐵管客戶服務,為社會發展著想的宗旨。無論是現在還是將來,我們都將始終不渝地遵循這一宗旨。我們真誠的希望與國內外廣大 球墨鑄鐵管用戶建立長期、友好的戰略合作伙伴關系,互惠互利,共圖發展!
我公司本著“質優,熟約重譽”的經營理念 服務宗旨為廣大客戶質優價廉產品和后服務,得到了各界新老用戶的支持和贊譽。經過多年的經營,現已同全國各大鋼廠建立了穩固的供貨體系,和使用單位建立了良好的銷體系。我公司鄭重承諾,在同等的質量下,保證低的價格,完善的服務,崇高的譽來答謝社會各界朋友的支持和厚愛,愿與各界朋友真誠合作,攜手共進,共創偉業,共鑄輝煌!
公司秉承“顧客至上,銳意進取”的經營理念,堅持“客戶”的原則并可為客戶,汽運,海運,火運等各項運輸,為廣大客戶優質的服務,歡迎新老客戶惠顧。山東聊城開安管業有限公司真誠邀請廣大客戶誠合作,共同發展,共創美好明天!
山東聊城開安管業有限公司鄭重向你承諾:保證以質量,以低的價格,完善的后服務,來答謝新老客戶。本庫沒有的規格可提前,保證按時到貨。
sdka2
無縫鋼管的控制是鋼管生產的難點,改善無縫鋼管精度的措施主要包含以下幾個方面:
1、管坯加熱
加熱要均勻,禁止急速升降溫度。每次升降溫要保持平穩緩慢,大升降溫度不超過30℃。
2、定心輥
確定定心輥安裝是否到位,調整相關抱芯輥的中心、打開角度及各動作的開口大小一致,抱芯輥中心要在軋制線上。
3、軋制中心線
確保穿孔機軋制中心線與穿孔小車中心線一致,避免“上軋制”或“下軋制”,使管坯在穿孔時保持受力均勻。
4、軋制工具
對于磨損的頂頭、導板、軋輥等軋制工具要及時更換。
5、軋制工具安裝
輥距、導距的中心必須在軋制線上。保證導距和輥距的中心線在穿孔軋制中心線上,即上下輥距相等,左右導距相等。
6、穿孔頂桿
穿孔頂桿一般選擇外徑為Φ108mm-Φ114mm,無縫鋼管要求≥25mm且無縫鋼管均勻的厚壁管。
7、軋機芯棒
芯棒要選用無縫鋼管較厚的厚壁管加工,對于規格較小的芯棒,可采用實心坯料代替。無縫鋼管均勻的厚壁管和實心坯料,可以使芯棒彎曲變形的概率大幅度降低,可以有效提高鋼管的無縫鋼管精度。
8、芯棒的精度
芯棒的長細比較大,一般采用先車外徑然后打破口焊接,或采用長料直接車削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超過5mm。焊接時,兩段芯棒之間插入一個精加工的銷子進行定位,以防止焊接造成的總直度偏差過大。
選購冷拔無縫鋼管品質優良來黑龍江省牡丹江市找開安管業(牡丹江市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:夏志明-【13562007212】,地址:[東昌府區鳳凰工業園百億鋼管物流園A區28號]。