| 產品參數 | |
|---|---|
| 產品價格 | 電儀 |
| 發貨期限 | 到付 |
| 供貨總量 | 6666 |
| 運費說明 | 當天 |
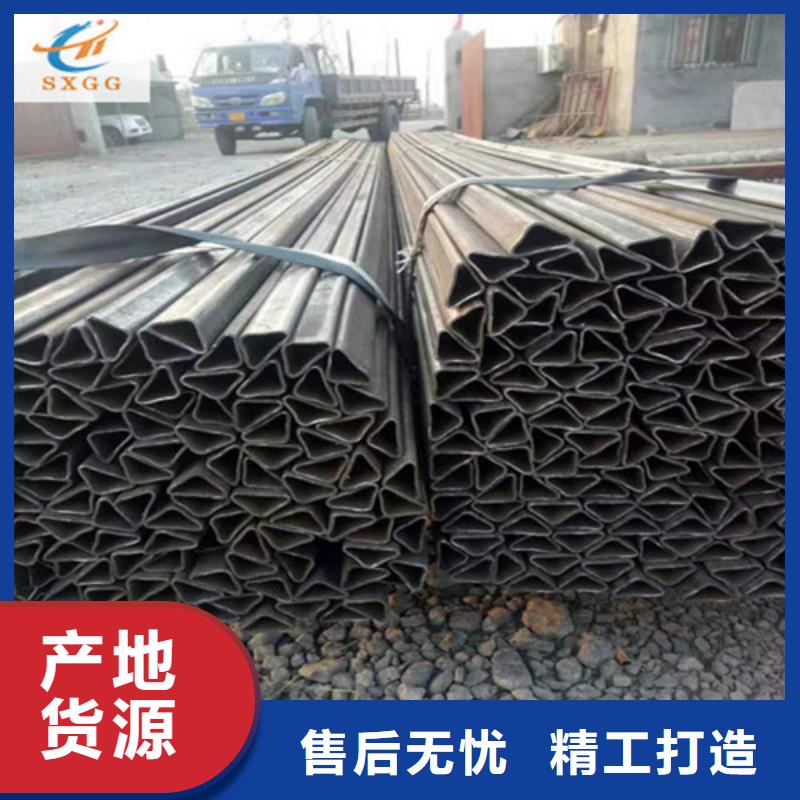
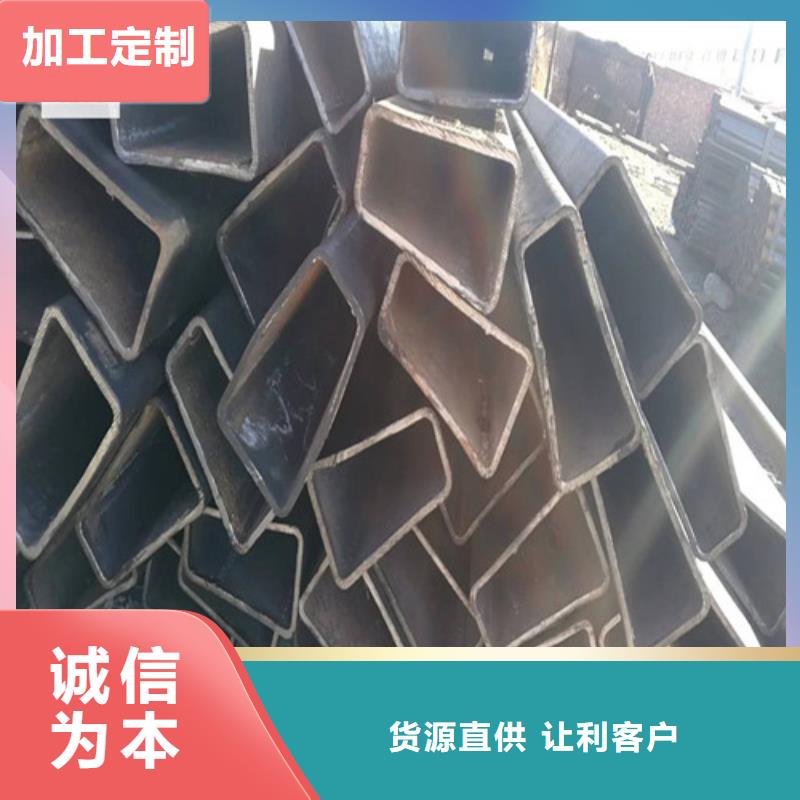
| 異型管 | 10-300mm壁厚0.8-20mm |
| 范圍 | 當地有花鍵軸承管綏芬河供應范圍覆蓋黑龍江省、哈爾濱市、齊齊哈爾市、鶴崗市、大慶市、佳木斯市、牡丹江市、黑河市、綏化市、大興安嶺市 陽明區、愛民區、東寧市、林口縣、綏芬河市、海林市、寧安市、穆棱市等區域。 |
碩鑫鋼管(牡丹江市分公司)不僅生產、銷售 方形無縫管,還為廠家和客戶提供全套生產設備和的技術服務!我們的原則是品質至上、誠信為本、不斷創新,熱情歡迎海內外客戶前來洽談!


控制異型管焊接縫隙的六點建議
(一)調節溫度 異型管的焊接溫度主要受高頻渦流熱功率影響,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比;而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。當輸入熱量不足時,被加熱的焊縫邊緣達不到焊接溫度,金屬組織仍然保持固態,形成未熔合或未焊透。當輸入熱時不足時,被加熱的焊縫邊緣超過焊接溫度,產生過燒或熔滴,使焊縫形成熔洞。
(二)軋輥下壓 將異型管帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,焊縫晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。0635-339 ,1234 ,188 6526 ,6789
(三)感應圈位置 高頻感應圈應盡量接近擠壓輥位置。若感應圈距擠壓輥較遠時,有效加熱時間較長,熱影響區較寬,焊縫強度下降。反之,焊縫邊緣加熱不足,擠壓后成型不良。
(四)阻抗器影響 阻抗器的作用是使感應圈、管坯焊縫邊緣與磁棒形成一個電磁感應回路,產生鄰近效應,渦流熱量集中在管坯焊縫邊緣附近,使管坯邊緣加熱到焊接溫度。阻抗器用一根鋼絲拖動在管坯內,其中心位置應相對固定在接近擠壓輥中心位置。開機時,由于管坯快速運動,阻抗器受管坯內壁的磨擦而損耗較大,需要經常更換
(五)焊疤 焊縫經焊接和擠壓后會產生焊疤,需要。方法是在機架上固定刀具,靠焊管的快速運動,將異型管異型管的焊疤刮平。
(六)控制擠壓力 異型管管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,終形成牢固的焊縫。若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。






我們在對異型管件進行鑄造時,應該注意以下九個要點:
(一)澆注前要對鑄水進行孕育和扒渣處理,過程中要不斷流、平穩,以避免沖砂而形成砂眼。跑火時要及時堵住漏鑄水的部位,并補足鑄水,以減少冷隔、澆不足等缺陷。
(二)型砂性能將直接影響異型管的質量,因此應具有良好的透氣性、濕強度、流動性、可塑性和退讓性等。
(三)在粘土含量相同時,膨潤土比普通粘土的熱濕拉強度高。在濕型粘土砂中加入適量的煤粉、木屑等,可提高抗夾砂能力,并可防止夾砂、粘砂而得到表面光潔的管件。型砂的水分定為6%左右,以使其具有較好的綜合性能。
(四)要獲得表面光潔度好的異型管,可以通過清理滾筒去除表面的砂子,也進行拋丸處理。非加工表面的粘砂必須清理干凈,以防止影響管件使用。
(五)對于干模造型烘干工藝,要按操作規程進行操作,烘干時間為8h以上,以防因烘干不透而造成砂、氣孔等缺陷。
(六)管件必須經過充分冷卻才能扒出鑄型,一般要求不小于3h。如果時間過短,會發生表面激冷而使硬度較高造成切削困難。異型管件較大時可能會產生熱裂、內部應力較大,易造成變形而影響外形尺寸。
(七)在制作過程中重點要考慮的是其工藝結構和性能。一方面提高生產率,另一方面要保證質量。在生產中要檢驗模樣的完整性,保證無缺陷使用,如果有缺陷要經過修理后才能夠使用。起模時要注意敲擊力度,鋁模要墊木塊進行敲擊,減少鋁模的受損程度。 (八)生產異型管件時,必須嚴格控制人爐和人包材料的質量,對其成分、塊度及理化性能必須按要求進行檢查和驗收。
(九)通過檢驗,發現異型管的缺陷,查找并分析原因,及時采取措施,以減少缺陷的產生。


名片")