

以下是:鑄鐵型材-我們是廠家!的產品參數
范圍 供應范圍覆蓋河南省 南陽市 宛城區、臥龍區、南召縣、方城縣、西峽縣、鎮平縣、內鄉縣、淅川縣、社旗縣、唐河縣、新野縣、桐柏縣、鄧州市等區域。 您是想要在南陽市內鄉縣采購高質量的鑄鐵型材-我們是廠家!產品嗎?億錦天澤鋼鐵(內鄉縣分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的鑄鐵型材-我們是廠家!產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:邢經理,地址:《經濟開發區》。 河南省,南陽市,內鄉縣 總面積2465平方公里,耕地73萬畝,轄區16個鄉鎮。其中:12個鎮、4個鄉,288個村委會,8個居委會,3842個村民小組。 根據第七次人口普查數據,截至2020年11月1日零時,內鄉縣常住人口549068人。
想要更直觀地感受鑄鐵型材-我們是廠家!產品的魅力嗎?那就趕緊點擊視頻,開啟你的采購之旅吧!
以下是:鑄鐵型材-我們是廠家!的圖文介紹
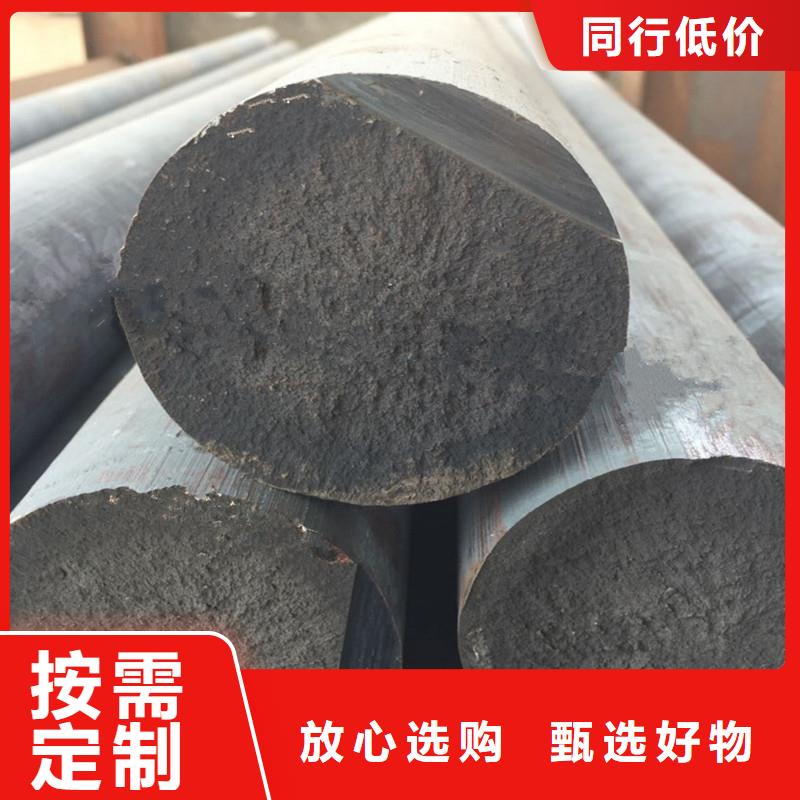
灰口鑄鐵:大部分或全部以游離態的石墨存在于鑄鐵中,斷口為暗灰色。 白口鑄鐵:少量碳溶于F中,其余全部以Fe3C的形式存在于鑄鐵中,斷口為銀白色,此白口鑄鐵組織中有共晶萊氏體,質硬而脆,白口鑄鐵很少用于機械零件。 麻口鑄鐵:一部分C以石墨的形式存在,另一部分以Fe3C形式存在,斷口有夾雜白亮與喑灰色夾雜。 HT300為珠光體類型的灰鑄鐵。其強度高,耐磨性好,但白口傾向大,鑄造性能差,需進行人工時效處理。 材料類別:灰鑄鐵 材料牌號:HT300,指的是試棒直徑:30mm抗拉強度為300MPa的灰鑄鐵。為珠光體類型的灰鑄鐵。其強度高,耐磨性好,但白口傾向大,鑄造性能差,需進行人工時效處理。用于機械制造中重要鑄件,如床身導軌、車床、沖床及受力較大的床身、主軸箱齒輪等;還可用作高壓油缸、泵體、閥體等以及鐓模、冷沖模和需經表面淬火的零件。 材料成分 核心成分:(供參考) 碳 C:2.9-3.2 硅 Si:1.0-2.5 錳 Mn:0.5-1.4 硫 S:≤0.12 磷 P:≤ 0.15 鉻 Cr: 鎳 Ni: 銅 Cu: 鈦 Ti: 鉬 Mo: 釩 V: 鎂 Mg: 錸 Re: 鋁 Al: 鎢 W: 硼 B: 銻 Sb: 鈮 Nb: 氮 N: 其它:機械性能 力學性能 試樣尺寸:試棒直徑:30mm 抗拉強度σb(MPa):300 屈服強度σs(MPa): 條件屈服強度σ0.2(MPa): 伸長率δ(%): 沖擊韌性值αkv(J/cm2): 蠕化率VG(%): 撓度f(mm): 布氏硬度(HBS100/3000):(RH=1時)231HB 灰鑄鐵HT300, 楊氏模量為130Gpa, 密度為7300kg/m3, 泊松比為0.25。 特性 適于制造承受高夸曲應力,要求保持高氣密性的鑄件,如重型機床床身、齒輪、凸輪,大型發動機曲軸及汽缸體、高壓油缸、軋鋼機座等。
灰鑄鐵消失模鑄造法金屬液充型過程的規律,對于消失模鑄造工藝設計、鑄件質量控制及流場和溫度場的數值模擬具有重要意義。 本文利用自行研制的32通道開關量/32通道溫度模擬量計算機數據采集系統,用正交試驗設計方法研究了工藝參數對灰鑄鐵消失模鑄造充型速度的影響。通過線性回歸,建立了線性回歸方程,對影響充型速度的諸多因素——負壓度、模樣密度、涂料透氣性、澆注溫度、金屬液靜壓頭、內澆道尺寸、模樣厚度進行了篩選。在正交試驗的基礎上,對所確定的主要工藝因素對于充型速度的影響進行了系統的測試,通過改變負壓度、模型密度、澆注溫度、金屬液靜壓頭、涂料透氣性、澆注方案、模型幾何形狀等參數,研究了各工藝因素對充型過程的影響,獲得了在各種條件下金屬液充型的等時曲線圖,通過對其進行分析,找出了金屬液充型形態的規律,定量地確立了主要工藝因素對充型速度影響的規律。
另外,研究了消失模鑄造法鑄型表面硬度、界面換熱系數的變化規律。后,對比分析了開關量采集到的流場數據與熱電偶測溫技術所獲得的流場數據。結果表明: 1灰鑄鐵消失模鑄造充型過程中流動金屬前沿呈放射弧線狀向前充填。 2試驗條件下,工藝因素對充型速度影響作用由大到小的順序為:負壓度、模樣 西安理工大學碩士學位論文 密度、澆注溫度、金屬液靜壓頭、模樣厚度、涂層透氣性、內澆道面積。 3 負壓度是影響充型形態和充型速度的關鍵因素。用消失模鑄造法得到健全灰 鑄鐵件的基本條件是在-200mmhg~400nunhg的負壓度范圍內澆注。 4金屬液充型速度隨模樣密度增加而降低。 5金屬液充型速度隨著澆注溫度的升高,開始時增加,超過一定值后隨著澆注溫 度的進一步提高,充型速度反而降低。試驗條件下,在 1370oC左右金屬液充型速度 達到大值。
在耐熱球墨鑄鐵方面,除了中硅球墨鑄鐵以外,系統研究了Si+Al總量對稀土鎂球墨鑄鐵抗生長能力的影響。中國研制的RQTAL5Si5耐熱鑄鐵用作耐熱爐條的使用壽命是灰鑄鐵的3倍,是普通耐熱鑄鐵的2倍,并與日本Cr25Ni13Si2耐熱鋼的使用壽命相當。高鎳奧氏體球墨鑄鐵方面也取得了進展,它在石油開采機械、化工設備、工業用爐器件上均取得了成功的應用。在耐酸球墨鑄鐵方面,中國生產的稀土高硅球墨鑄鐵比普通高硅鑄鐵的組織細小、均勻、致密,由此,抗蝕性能提高了10%~90%,并且其機械強度也有顯著改善。稀土在球墨鑄鐵中的作用。稀土能使石墨球化。自從H.Morrogh先使用鈰得到球墨鑄鐵以來,先后許多人研究了各種稀土元素的球化行為,發現鈰是有效的球化元素,其他元素也均具有程度不等的球化能力。結合國情,中國對稀土的球化作用進行了大量研制工作,發現稀土元素對常用的球墨鑄鐵成分(C3.6~3.8wt%,Si2.0~2.5wt%)來說,很難獲得同鎂球墨鑄鐵那樣完整均勻的球狀石墨;而且,當稀土量過高時,還會出現各種變態形的石墨,白口傾向也增大,但是,如果是高碳過共晶成分(C>4.0wt%),稀土殘留量為0.12~0.15wt%時,可獲得良好的球墨.
為什么球墨鑄鐵的強度、塑韌性比灰鑄鐵好? QT等溫淬火后得到什么組織?說明QT等溫淬火的后的性能特點。 5.球墨鑄鐵的基體可能有幾種(盡可能說得些),它們分別是如何獲得的 6.球墨鑄鐵有哪幾種熱處理方法? * * * ②塑性與韌性 球鐵塑性與韌性雖低于鋼,但高于其它各類鑄鐵。 用QT制造發動機曲軸,當其沖擊值ak達8~15J/cm2時已能獲得良好的使用性能。 當F球墨鑄鐵的延伸率達10~15%時,可用于零下30~375℃范圍內,代替25鑄鋼制造中壓閥門。 球鐵在一定范圍內可以代替鑄鋼,制造塑性和韌性要求較高的鑄件。 7.6.2 球墨鑄鐵的牌號、性能及用途 球墨鑄鐵的性能及用途 ③疲勞強度 鑄鐵的疲勞強度在很大程度上取決于石墨的形狀。 球狀的疲勞強度高,團絮狀的次之,片狀的低,且隨石墨數量增多,鑄鐵的疲勞強度降低。 7.6.2 球墨鑄鐵的牌號、性能及用途 球墨鑄鐵的性能及用途 ③疲勞強度 可知,要求扭轉疲勞強度大的曲軸采用QT是可行的。
節能要求導致基本上重新設計零件,以達到重量輕、效率高,這就必然要提醒設計者集中注意材料。球鐵正日益被認為能提供高的強度一重量特性,并且能以比較低的成本生產。當球鐵的噸位增加和市場滲透是很驚人的,這種材料決不能看到達到了它的全部潛力。基于這一點,不生產球鐵的鑄鐵廠,建議很好地重新考慮這方面的可能性。因此預料,隨著代替灰鑄鐵、可鍛鑄鐵和鑄銀件,能親眼看到球鐵生產噸位的持續增加。出版的刊物對于幫助造廠在這面的力是有利的,雖然計值會變提高而改善。但鐵水溫度低于1450“C后孕育效果很差,RG值幾乎不變。由表3可得:孕育鑄鐵的質量指標用鑄造焦熔煉的比用冶金焦熔煉的高18%,值得注意的是相對硬度反而降低3%。鑄鐵中石墨的形成過程稱為石墨化過程。鑄鐵組織形成的基本過程就是鑄鐵中石墨的形成過程。
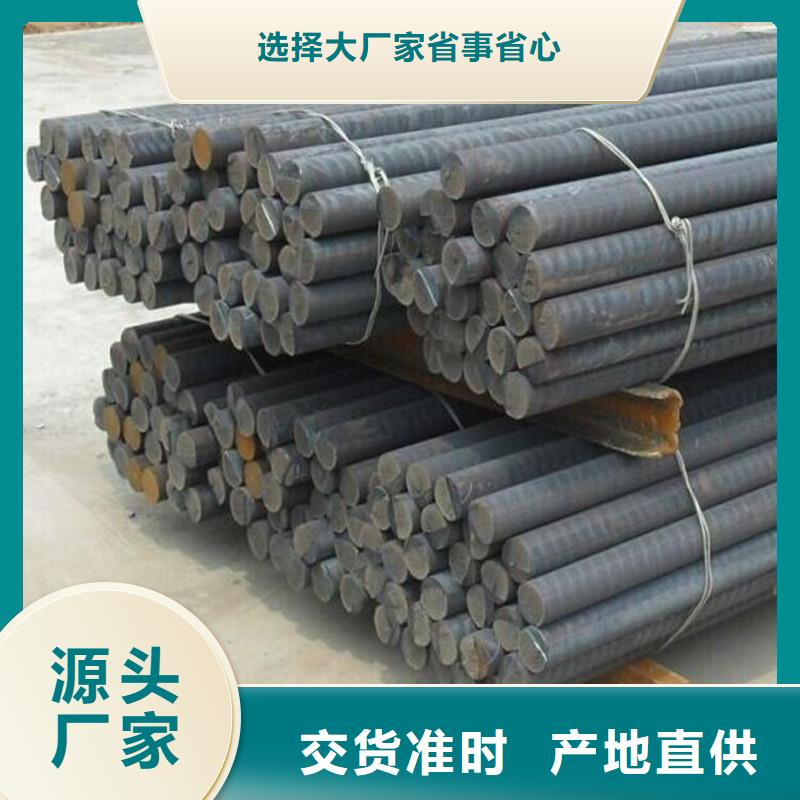
南陽內鄉億錦天澤鋼鐵有限公司一直堅持“科學技術是主要生產力”的指導方針,不斷探尋、研究、改進生產工藝,推出更具市場競爭力的高質量 球墨鑄鐵棒產品,滿足不同客戶的多樣化需求。在生產過程中實現了全封閉、無粉塵的自動化控制,減少了中間污染環節,確保了 球墨鑄鐵棒產品質量的穩定,有效地改善了環境。
球墨鑄鐵以其良好的抗沖擊性、很高的抗拉強度及鑄鐵特有的優良的鑄造性、耐磨性、抗疲勞性及經濟性等優點廣泛應用于機械制造工業的各種零部件。本文針對公司球墨鑄鐵件切削加工中存在的問題(如進排氣管過程中產生的毛刺),通過有限元建模分析和切削試驗,探索球墨鑄鐵切削過程中切削毛刺的形成機理,并進一步探索球墨鑄鐵的切削性能,為提高產品質量、降低切削成本提供工藝指導。 本文首先基于有限元建模,對球墨鑄鐵的銑削過程進行了仿真分析,仿真表明球墨鑄鐵銑削過程等效應變和溫度具有相似的分布規律。切削毛刺仿真表明,毛刺形成過程中,溫度逐漸升高,毛刺的大小與溫度升高的持續時間相關。
進一步的切削試驗表明:速度和進給量對毛刺的影響較小,而切深影響較大。同時對球墨鑄鐵銑削加工性能進行了試驗研究。研究表明:球墨鑄鐵表面粗糙度隨著銑削速度的增大而減小;隨著進給量和切深的增大而增大。切削速度較低時,球墨鑄鐵切屑比較短,呈屑狀。隨著切削速度的提高,切屑呈細長狀。切深與進給量較小時,切屑呈屑狀,隨著切深與進給量的提高,切屑呈細長狀。以硬質合金刀具銑削球墨鑄鐵時,其失效形式主要是磨粒磨損。 本文研究表明DEFORM軟件可以有效模擬球墨鑄鐵的銑削過程,基于切削過程等效應力、等效應變云圖及溫度云圖仿真分析,可為實際切削提供依據。本文研究成果已應用于實際生產中,對實際切削加工參數進行了優化,抑制了切削毛刺的生成,有效提高了產品質量。
在南陽市內鄉縣采購鑄鐵型材-我們是廠家!請認準億錦天澤鋼鐵(內鄉縣分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:邢經理-【18954456733】,地址:經濟開發區)。















