以下是:拉薩市尼木縣精密光亮管供貨及時保證工期的產品參數
以下是我們上傳的精密光亮管供貨及時保證工期視頻,視頻介紹比圖文介紹更直觀一些,您可以點擊觀看。
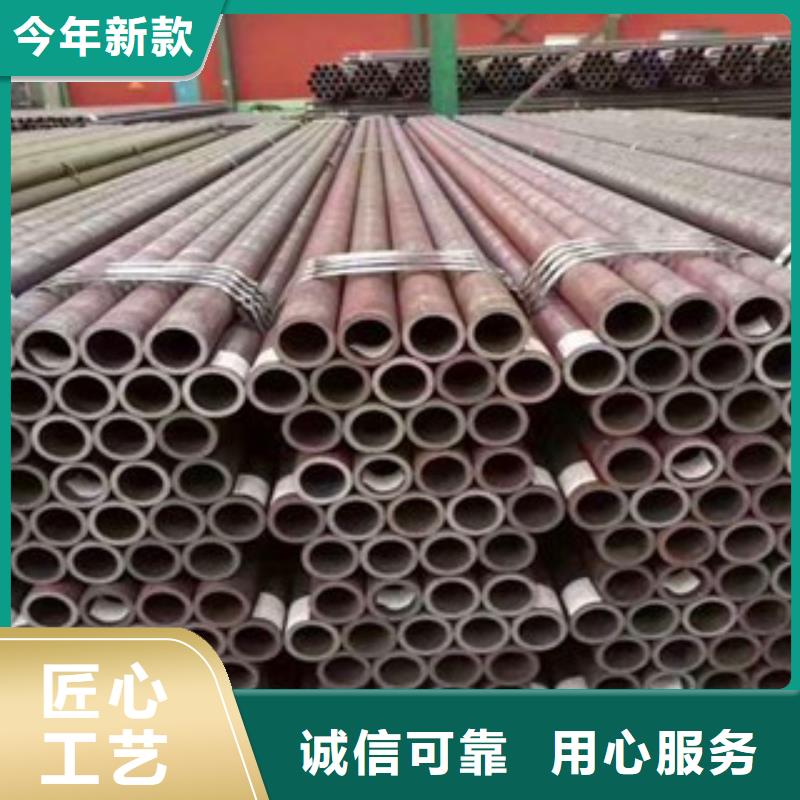
以下是:拉薩尼木精密光亮管供貨及時保證工期的圖文介紹


1、 無縫鋼管,小口徑無縫鋼管,質量保證首先從技術著手,從 無縫鋼管,小口徑無縫鋼管,產品選型上滿足用戶要求,我們將提供技術成熟,并且經過實踐檢驗運行穩定、性能可靠的 無縫鋼管,小口徑無縫鋼管,產品;
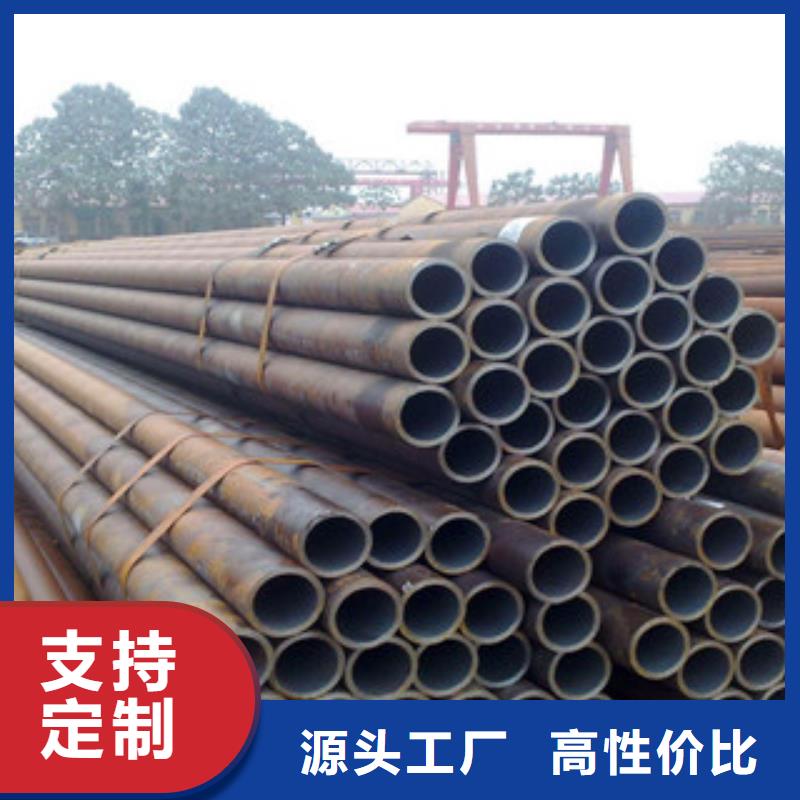
2、嚴格制定 無縫鋼管,小口徑無縫鋼管,工藝措施,嚴格執行,要求操作者按圖紙標準要求和工藝文件進行自檢,專職檢驗嚴格把關,不合格的 無縫鋼管,小口徑無縫鋼管,產品杜絕出廠;
3、在安裝期間派技術人員常駐現場,進行技術服務,指導安裝質量,及時與甲方和監理公司部門溝通,發現問題及時解決;


精密無縫鋼管標準GB3639的特點及應用
本標準規定了冷拔或冷軋精密無縫鋼管的分類和代號、尺寸、外形、重量及允許偏差、技術要求、試驗方法、檢驗規則、包裝、標志和質量證明書。
本標準適用于制造機械結構、液壓設備、汽車用具有特殊尺寸精度和高表面質量要求的質量要求的冷拔或冷軋精密無縫鋼管。
【相關書目】
GB/T9711.1-1997 石油天然氣工業 輸送鋼管交貨技術條件 第1部分:A級鋼管
GB/T9711.2-1999 石油天然氣工業輸送鋼管 交貨技術條件 第2部分:B級鋼管
GB/T3090-2000 不銹鋼小直徑無縫鋼管
GB/T18984-2003 低溫管道用無縫鋼管
GB5310-1995 高壓鍋爐用無縫鋼管
GB/T8162-1999 結構用無縫鋼管
GB/T14975-2002 結構用不銹鋼無縫鋼管
GB/T14976-2002 流體輸送用不銹鋼無縫鋼管
GB/T5777-1996 無縫鋼管超聲波探傷檢驗方法
GB/T8163-1999 輸送流體用無縫鋼管
GB6479-2000(neq ISO 9329-2:1997) 高壓化肥設備用無縫鋼管
GB3087-1999(neq ISO 9329-1:1989) 低中壓鍋爐用無縫鋼管
GB/T 17395-1998 無縫鋼管尺寸、外形、重量及允許偏差
GB/T7735-2004 鋼管渦流探傷檢驗方法
GB/T9711.3-2005 石油天然氣工業 輸送鋼管交貨技術條件 第3部分:C級鋼管
GB/T20409-2006 高壓鍋爐用內螺紋無縫鋼管
GB9948-2006 石油裂化用無縫鋼管
GB50398-2006 無縫鋼管工藝設計規范
GB13296-2007 鍋爐、熱交換器用不銹鋼無縫鋼管
JGJ95-2003 冷軋帶肋鋼筋混凝土結構技術規程
GB/T4171-2000 高耐候結構鋼
GB/T5213-2001 深沖壓用冷軋薄鋼板及鋼帶
GB/T6725-2002 冷彎型鋼
GB13788-2000 冷軋帶肋鋼筋
GB3280-92 不銹鋼冷軋鋼板
JG190-2006 冷軋扭鋼筋(代替JG3046-1998 )
GB/T1499.3-2002 鋼筋混凝土用鋼筋焊接網
GB708-2006 冷軋鋼板和鋼帶尺寸,外形,重量及允許偏差
GB716-91 碳素結構鋼冷軋鋼帶
GB912-89 GB11235(作廢) 碳素結構鋼和低合金結構鋼熱軋,冷軋薄鋼板及鋼帶
GB/T6728-2002 結構用冷彎空心型鋼尺寸,外形,重量及允許偏差
工程建設分項設計施工系列圖集 鋼結構工程(上下冊)
低層輕鋼骨架住宅設計-工程計算
低層輕鋼骨架住宅設計、制造與裝配
鋼筋混凝土結構設計用表(按新規范編寫)
GB 4239-1991 不銹鋼和耐熱鋼冷軋鋼帶
GB/T17102-1997 不銹復合鋼冷軋薄鋼板和鋼帶
GB/T8164-1993 (作廢)焊接鋼管用鋼帶
GB 8749-1988 優質碳素結構鋼熱軋鋼帶
GB/T8544-1997 鋁及鋁合金冷軋帶材
JGJ115-2006 冷軋扭鋼筋混凝土構件技術規程


精密鋼管的用途及熱處理過程
精密鋼管大家應該多多少少都知道了,它是是一種通過冷拔或熱軋處理后的一種高精密的鋼管材料,所以主要用來生產氣動或液壓 元件的產品,如氣缸或油缸,可以是無縫管,也有焊接管,但是有的人不知道它用途和熱處理過程,下面是我公司給大家帶來的一些了解。
精密鋼管的用途:
精密鋼管廣泛用于汽車、摩托車、電動車、石化、電力、船只、航天、軸承、氣動元件、中低壓鍋爐無縫鋼管等范疇,也可適用于鋼筋套筒、軸承、液壓、機械加工等領域
熱處理:
真空淬火真空淬火爐按冷卻方法分為油淬和氣淬兩類,按工位數分為單室式和雙室式,904山/畏嘲均屬周期式作業爐。真空油淬爐都是雙室的,后室置電加熱元件,前室的下方置油槽。工件完成加熱、保溫后移入前室,關閉中門后向前室充入惰性氣至大約2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面變質。由于表面活性大,在短暫的高溫油膜作用下即可發生顯著薄層滲碳,此外,碳黑和油在表面的粘附對簡化熱處理流程很不利。真空淬火技術的發展主要在于研制性能優良、工位單一的氣冷淬火爐。前述雙室式爐亦可用于氣淬(在前室噴氣冷卻),但雙工位式的操作使大批量裝爐的生產發生困難,也易在高溫移動中引起工件變形或改變工件方位增加淬火變形。單一工位的氣冷淬火爐是在加熱保溫完成后在加熱室內噴氣冷卻。氣冷的冷速不如油冷快,也低于傳統淬火法中的熔鹽等溫、分級淬火。因而,不斷提高噴冷室壓力,增大流量,以及采用摩爾質量比氮和氬小的惰性氣體氦和氫,是當今真空淬火技術發展的主流。70年代后期將氮氣噴冷的壓力從(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷卻能力接近于常壓下的油冷。80年代中期出現超高壓氣淬,用(10~20)%26times;10Pa的氦,冷卻能力等于或略高于油淬,已進入工業實用。90年代初采用40%26times;10Pa的氫氣,接近水淬的冷卻能力,尚處于起步階段。工業發達已進展到以高壓(5~6)%26times;10。Pa氣淬為主體,而中國產氣淬一些金屬的蒸氣壓(理論值)與溫度的關系則尚處于一般加壓氣淬(2%26times;10Pa)型階段。
結果真空滲碳為真空滲碳一淬火工藝曲線。在真空中加熱到滲碳溫度并保溫使表面凈化、活化之后,通入稀薄滲碳富化氣(見控制氣氛熱處理),在大約1330Pa(10T0rr)負壓下進行滲入,然后停氣(降壓)進行擴散。滲碳后的精密鋼管淬火采用一次淬火法,即先停電,通氮冷卻工件至臨界點A,、以下,使內部發生相變,再停氣、開泵,升溫到Ac1,~Accm之間。淬冷方法可采用氣冷或油冷。后者為奧氏體化后移入前室,充氮至常壓,入油。真空滲碳的溫度一般高于普通氣體滲碳,常采用920~1040℃滲入和擴散可按所示分兩階段,也可用脈沖式通氣、停氣,多段式的滲一擴相間,效果更好。由于溫度高,尤其表面潔凈、有活性,真空滲碳層形成速度比普通氣體、液體和固體滲碳快,如要求滲層為1mm時,在927℃只需5h,而1033℃僅需1h。


選購精密光亮管供貨及時保證工期來拉薩市尼木縣找眾思創物資(拉薩市尼木縣分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:王經理,地址:[開發區大東鋼管城B區3號]。