

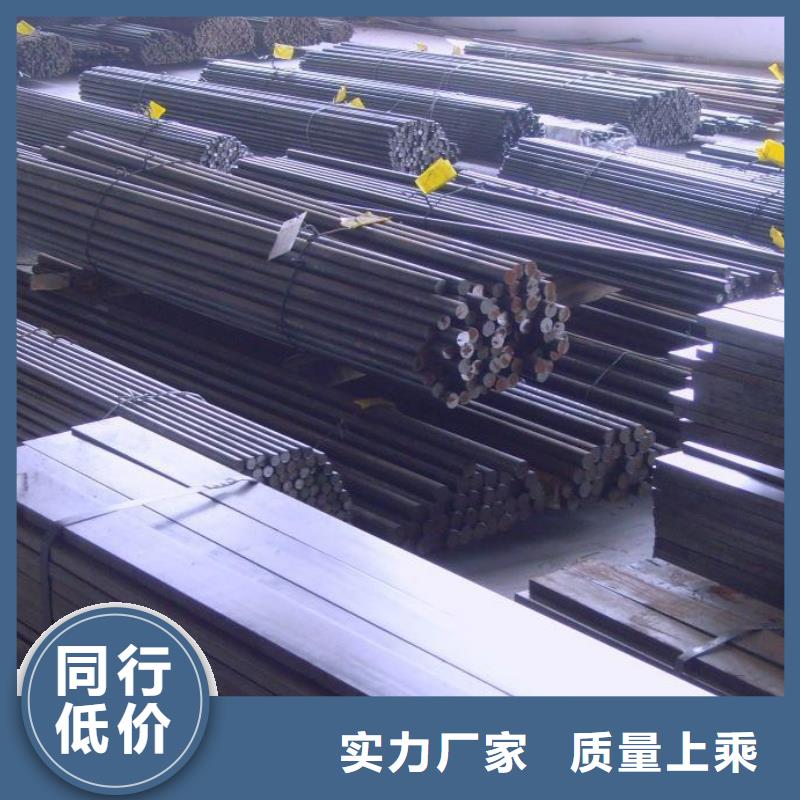

以下是:熱軋鋼板q235切割加工銷售處的產品參數
產品參數 產品價格 4880/噸 發貨期限 3 供貨總量 600 運費說明 買家承擔 小起訂 1 質量等級 一級 是否廠家 否 產品材質 Q235 Q355 20# 產品品牌 天鋼 產品規格 齊全 發貨城市 天津 產品產地 天津 加工定制 數控切割 產品型號 齊全 可售賣地 全國 產品重量 國標 產品顏色 黑色 質保時間 10 外形尺寸 板 適用領域 機械加工 是否進口 否 質量認證 國標 產品功率 標準 工作溫度 20 材質 Q235 產地 天津 規格 齊全 型號 鋼板 品牌 大廠 可定制 是 廣泛 廣泛 熱軋鋼板q235切割加工銷售處,一名鋼鐵集團有限公司(寧夏分公司)為您提供熱軋鋼板q235切割加工銷售處的資訊,聯系人:楊經理,電話:13312022929、15802234444,QQ:1114015854,發貨地:北辰區韓家墅鋼材市場。 寧夏回族自治區 寧夏回族自治區,簡稱“寧”,中華人民共和國省級行政區,首府銀川市,中國五大少數民族自治區之一;位于中國西北內陸地區,東鄰陜西省,西、北接內蒙古自治區,南連甘肅省,位于西北地區;地勢南高北低,呈階梯狀下降,全區屬溫帶大陸性干旱、半干旱氣候;下轄5個地級市,總面積6.64萬平方千米;截至2022年末,寧夏回族自治區常住人口728萬人。
想要一睹熱軋鋼板q235切割加工銷售處產品的風采嗎?這個視頻將用直接的方式展示產品的卓越性能,保證讓您大飽眼福。
以下是:熱軋鋼板q235切割加工銷售處的圖文介紹在疾馳而來的移動互聯時代,我們秉承專業、敬業、創新的發展理念,堅持以客戶為本、以信用為先的服務準則,用心解決用戶z u i迫切、z u i實際的需求,以優質的 角鋼槽鋼H型鋼產品、先進的技術為用戶提供完美的服務。寧夏一名鋼鐵集團有限公司本著“高標準、前沿、精準、求實”的品牌精神,打造專屬于我們自己的企業品牌,為您提供更為專業、優質的服務。我們立足于客戶,致力于客戶的滿意與成功,我們創新求實,基于事實,敢于想象,用于探索,只為更好地為您服務。
寧夏 鋼板容器板Q345R的交貨狀態說明常用交貨狀態有以下幾點:
淬火:加熱到相變點溫度以上后,急劇冷卻的工藝。提高材料的硬度,但降低韌性。
正火:加熱到相變溫度以上后,正常冷卻(空氣中)。
退火:加熱到相變點溫度以上后,緩慢冷卻。淬火影響,應力,均勻成分。
回火:淬火后,再加熱到某一溫度(低于淬火溫度),保溫,然后冷卻。均勻成分,稍降低硬度,大幅度提高韌性。
一般來說:先要退火、正火;原熱處理影響。然后淬火,然后回火。
具體而言:
控軋也就是控制軋制。
也就是在調整鋼的化學成分的基礎上,通過控制加熱溫度,軋制溫度,變形制度等工藝參數,控制奧氏體組織的變化規律和相變產物的組織形態,達到細化組織,提高強度和韌性的目的。
控軋式正火就是控制軋制,控制軋制溫度,壓下量,冷卻速度,以及終軋溫度等措施,使鋼板的性能達到良好的強韌性配比
正火,又稱常化,是將工件加熱至Ac3或Accm以上30~50℃,保溫一段時間后,從爐中取出在空氣中或噴水、噴霧或吹風冷卻的金屬熱處理工藝。正火與退火的不同點是正火冷卻速度比退火冷卻速度稍快,因而正火組織要比退火組織更細一些,其機械性能也有所提高。另外,正火爐外冷卻不占用設備,生產率較高,因此生產中盡可能采用正火來代替退火。
寧夏 鋼板無論是利用多頭直條及數控切割進行主材下料或利用半自動切割進行小件加工、坡口加工,切割斷面上深度超過1mm的局部缺口、深度大于0.2mm的割紋以及斷面殘留的毛刺和熔渣,均應給予焊補和打磨光順。5.5主材切割完畢后,應進行標識,內容包括:工程名稱、構件編號、構件規格、構件材質及所屬鋼板的爐批號。
火焰切割火焰切割設備的成本低并且是切割厚金屬板經濟有效的手段,但是在薄板切割方面有其不足之處。與等離子比較起來,火焰切割的熱影響區要大許多,熱變形比較大。為了切割準確有效,操作人員需要擁有高超技術才能在切割過程中及時回避金屬板的熱變形
激光切割設備可切割4mm以下的不銹鋼,在激光束中加氧氣可切割20mm厚的碳鋼,但加氧切割后會在切割面形成薄薄的氧化膜。切割的大厚度可增加到20mm,但切割部件的尺寸誤差較大。 激光切割設備的價格相當貴,約150萬元以上。
寧夏 鋼板數控火焰切割機根據板厚調整切割參數,切割參數包括割嘴型號、氧氣壓力、切割速度和預熱火焰的能量等,工藝參數的選擇主要根據氣割機械的類型和可切割的鋼板厚度,對未割過的鋼板,應試割同類鋼板,確定切割參數,同時檢查割咀氣通暢性。3.4氣割前去除鋼材表面的污垢,油脂,并在下面留出一定的空間,以利于熔渣的吹出。氣割時,割炬的移動應保持勻速,割件表面距離焰心尖端以2~5mm為宜,距離太近會使切口邊沿熔化,太遠熱量不足,易使切割中斷。
3.5在進行厚板切割時,預熱火焰要大,氣割氣流長度超出工件厚度的1/3。割嘴與工件表面約成10°~20°傾角,使零件邊緣均勻受熱。
3.6為了防止氣割變形,操作過程中應注意以下幾個方面:
3.6.1在鋼板上切割不同尺寸的工件時,應先切割小件,后割大件;
3.6.2窄長條形板的切割,長度兩端留出50mm不割,待割完長邊后在割斷,或者采用多割炬的對稱切割的方法。
3.6.3直條切割時應注意各個切割割嘴的火焰強弱應一致,否則易產生旁彎。
4.熱切割質量控制
4.1切割過程中,應隨時注意觀察影響切割質量的因素,保證切割的連續性。
4.2工藝參數對氣割的質量影響很大,常見的氣割斷面缺陷與工藝參數的關系如下所示:
氣割表面缺陷和原因分析
在寧夏采購熱軋鋼板q235切割加工銷售處請認準一名鋼鐵集團有限公司(寧夏分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:楊經理-15802234444,QQ:1114015854,地址:北辰區韓家墅鋼材市場)。





