
以下是:云南省怒江市耐磨鋼板NM500生產廠家的產品參數
產品參數 產品價格 5700 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 NM500耐磨板 產地 聊城 規格 齊全 類型 耐磨板 顏色 黑色 品牌 龍澤耐磨板 型號 齊全 可定制 是 范圍 耐磨鋼板NM500供應范圍覆蓋云南省、昆明市、玉溪市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、大理市、德宏市、楚雄市、怒江市、迪慶市 瀘水市、福貢縣等區域。 【龍澤】業務覆蓋多領域場景,主營瀘水耐磨板一手價格、福貢耐磨板免費詢價、西雙版納耐磨板免費安裝、德宏耐磨板多年經驗值得信賴、文山耐磨板好品質售后無憂、大理耐磨板客戶信賴的廠家、保山耐磨板支持貨到付清、曲靖耐磨板精益求精等產品服務。耐磨鋼板NM500生產廠家,龍澤鋼材(怒江市分公司)sdlz965-3為您提供耐磨鋼板NM500生產廠家的資訊,聯系人:王經理,電話:【13676381400】、【13676381400】,供應服務范圍覆蓋云南省、昆明市、玉溪市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、大理市、德宏市、楚雄市、怒江市、迪慶市 瀘水市、福貢縣。 云南省,怒江傈僳族自治州 怒江傈僳族自治州,云南省轄民族自治州,位于云南省西北部,地處東經98°39′~99°39′,北緯25°33′~28°23′之間,北接西藏自治區林芝市察隅縣,東北臨迪慶藏族自治州,東靠麗江市,東南連大理白族自治州,南接保山市,總面積14703平方千米。截至2022年底,怒江傈僳族自治州常住人口為54.6萬人。截至2023年5月,怒江傈僳族自治州轄1個縣級市、1個縣、2個自治縣,州人民政府瀘水市大練地街道。
我們精心制作的耐磨鋼板NM500生產廠家產品視頻已經準備就緒,讓您一睹產品的風采。無論您是初次接觸還是再次了解,視頻都將為您帶來全新的視角和體驗。以下是:云南怒江耐磨鋼板NM500生產廠家的圖文介紹
熔敷率高:由于復合耐磨板的氣體保護焊是圓周薄鋼皮導電燃弧,電阻熱貢獻大,電流可調范圍大,焊接規范及熔敷率比實心鋼板要大,因而熔敷率高。熔深大:由于圓周導電燃弧,復合耐磨板比CO2氣保護焊焊接穿透力強,用2mm的耐磨板焊接規范為I=300A,U=30V,vc=30m/h焊接時,熔深可達5mm,熱影響區寬10mm;用埋弧焊焊接時熔深為4mm,熱影響區寬(14mm)。 有資料介紹,用于角焊縫焊接時可增加喉深,強度,焊角尺寸。如角焊縫喉高6mm,就將焊縫金屬量45~65%。在對接時可坡口尺寸,一般比焊條電弧焊10左右,在窄間隙焊時可比焊條電弧焊預留間隙55%左右。 與實心鋼板相比,還不容易造成焊縫兩側熔合不良。工藝性能好:復合耐磨板比CO2氣保護焊焊接電弧,飛濺小,成型好,有薄渣復蓋,脫渣性好。但不如埋弧焊,這也是埋弧焊在很多方面難以被取代的原因。力學性能好:由于復合耐磨板比埋弧焊容易做到與母材的匹配,再加上可以大范圍熱輸入,在焊接高強鋼時能夠高強度和高韌性。 我們都知道什么是雙金屬耐磨板,那么什么是雙金屬耐磨板的堆焊。它的堆焊是硬面領域中的一個重要分支,采用硬面堆焊是為了恢復或增加零件的尺寸。雙金屬耐磨板的堆焊是在鋼板的表面或邊緣進行熔敷一層耐磨、耐蝕、耐熱等性能金屬層的焊接工藝。
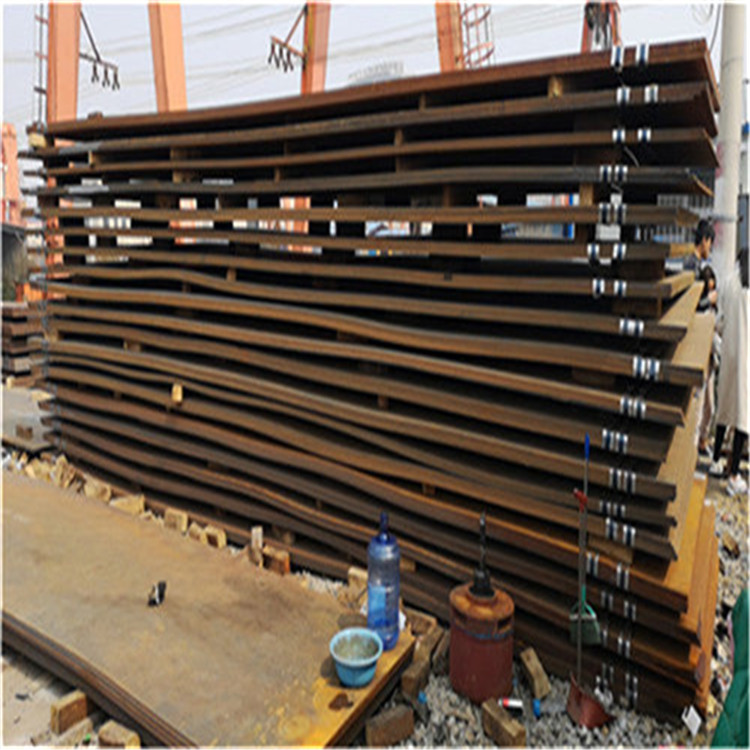
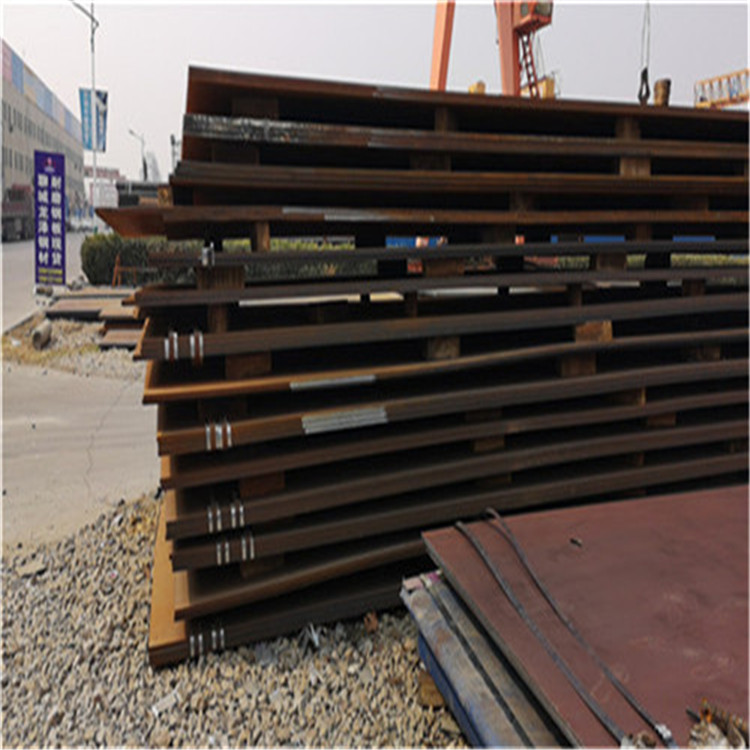
云南怒江龍澤鋼材有限公司銷售: 耐磨板,品種全,價格低。產品暢銷全國多個省市自治區。產品各項指標均符合標準,產品質量可靠、性能穩定。多年來公司牢牢把握技術創高新,產品創品牌,這一永恒主題,以誠信為立企之本,不斷企業的品位,與各界新老顧客朋友共同促進,共謀發展,以創佳績。公司始終以完善服務、合理的價格服務于廣大客戶。我們將繼續致力于為客戶提供產品和滿意的服務,以贏得客戶對我們的信任和支持。
根據現場焊接位置對應于被焊工件的板厚選擇所使用的耐磨襯板,確定所使用的電流值,參考各生產廠的產品介紹資料及使用經驗,選擇適合于焊接位置及使用電流的耐磨襯板牌 。焊接工藝性能包括電弧性、飛濺顆粒大小及數量、脫渣性、焊縫外觀與形狀等。 復合耐磨板在我們的生活和工作中無處不在,并發揮著的作用。復合耐磨板是我們生活中不可缺少的物品。但是一些人對其并不是很了解,下面鑫州就為大家介紹一下復合耐磨板的存放方法,讓消費者減輕不必要的損失。產品拆封后,在保質期內你可以直接施焊,不需任何焊前處理。 產品應置于通風、干燥及酸、堿、油介質隔離的地方存放。產品在運輸中應避免摔撞和受潮,以免影響復合耐磨板的質量。拆去包裝后,建議在耐磨板上方施加適當的防塵遮蓋物。對于超過保存期的復合耐磨板,建議在焊前進行表面清理。 預熱是防止耐磨襯板焊后堆焊層出現裂紋有效的措施,輥子堆焊前必須進行預熱,預熱目的是堆焊層金屬的冷卻速度,防止堆焊焊縫區附近的裂紋產生,另外預熱可以堆焊層液態金屬的結晶偏析,增加結晶的間隔時間,以熱應力的產生,避免堆焊層金屬產生結晶裂紋。
鋼板的預熱溫度為150~280℃。耐磨襯板堆焊后,要求表面平整,焊縫表面凹凸在焊縫任意25mm長度范圍內,焊縫表面高低差5mm,并且應無缺陷。鋼板焊后保溫緩冷至室溫,不能將鋼板置于風口上冷卻。鋼板焊后緩冷到45℃以下,裝入加熱爐中進行回火處理,具體工藝是:升溫至500℃,升溫、降溫速度45℃/h,保溫5h后隨爐冷卻至150℃時出爐,緩冷到室溫后檢查硬度。 熔池溫度,直接影響到耐磨襯板的焊接質量,熔池溫度高、熔池較大、鐵水流動性好,易于熔合,但過高時,鐵水易下淌,單面焊雙面成形的背面易燒穿,形成焊瘤,成形也難控制,且接頭塑性下降,彎曲易開裂。熔池溫度低時,熔池較小,鐵水較暗,流動性差,易產生未焊透,未熔合,夾渣等缺陷。 一般焊接雙金屬耐磨板的方法有四種,分別是氣焊、手工碳弧焊、手工電弧焊和手工氬弧焊等方法,大型結構也可采用自動焊。氣焊焊接:常用的是對接接頭,搭接接頭和丁字接頭盡量少采用。氣焊可采用兩種鋼板,一種是含有脫氧元素的鋼板,如鋼板27272;另一種是耐磨板和母材的切鋼板,采用氣劑371作助熔劑。 氣焊時應采用中性焰。手工碳弧焊:將工件水道端部加工坡口,把圓孔的周邊用銑訂加工成單邊V型坡口角度45左右,坡口深5至0mm。7個圓堵頭的材質要求與工件相同,厚度5毫米,坡口若懸河形狀尺寸與雙金屬耐磨板相同,要求圓堵的機加工精度與水道緊密配合。
在云南省怒江市采買耐磨鋼板NM500生產廠家到龍澤鋼材(怒江市分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。供應服務范圍覆蓋云南省 怒江市 昆明市、玉溪市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、大理市、德宏市、楚雄市、迪慶市 瀘水市、福貢縣,聯系人:王經理-【13676381400】。