
以下是:無縫鋼管多家合作案例的產品參數無縫鋼管多家合作案例,眾思創物資有限公司(蓬萊分公司)為您提供無縫鋼管多家合作案例產品案例,聯系人:王經理,電話:13884835444、13884835444,QQ:1453800323,發貨地:開發區大東鋼管城B區3號。 山東省,煙臺市,蓬萊區 2022年,蓬萊區實現地區生產總值449.52億元,按可比價格計算,比2021年增長5.2%。
別再等待了,僅僅一分鐘,就能通過我們的無縫鋼管多家合作案例產品視頻探索到無數令人心動的細節和亮點。以下是:無縫鋼管多家合作案例的圖文介紹
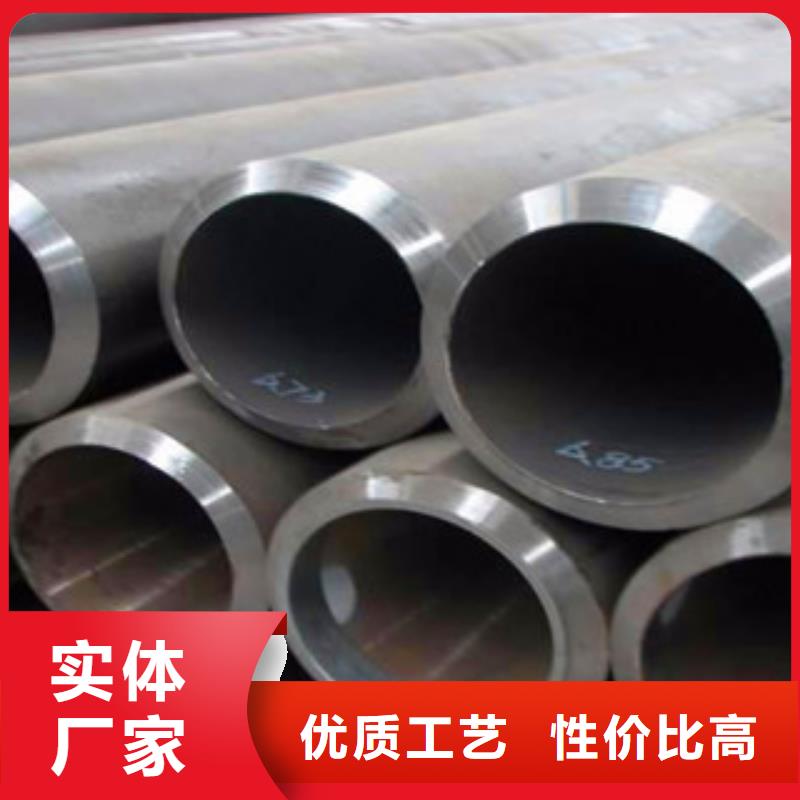
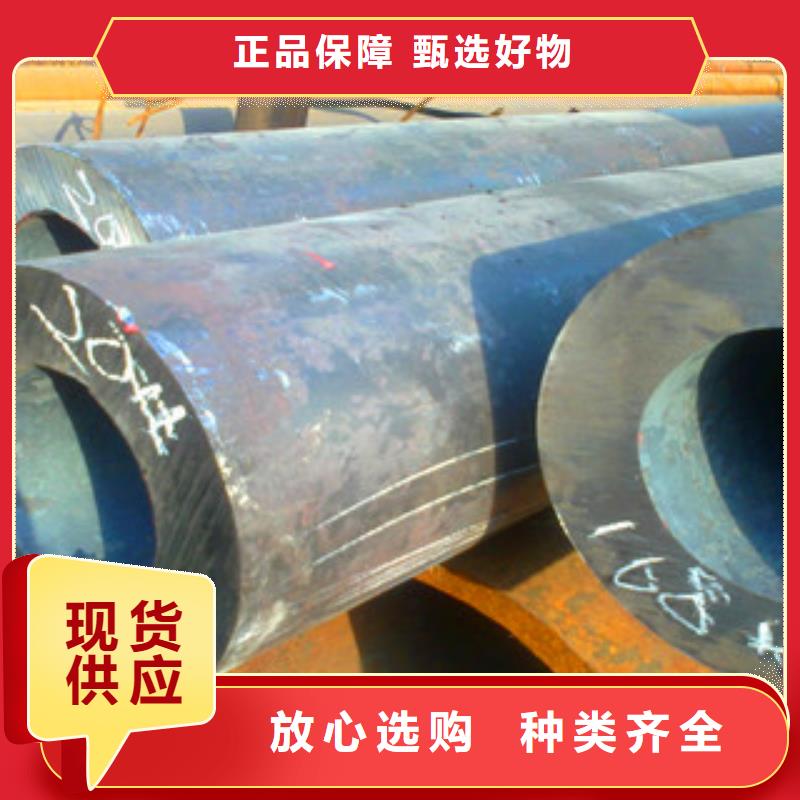
使用假冒偽劣厚壁無縫鋼管會有哪些缺陷 使用假冒偽劣厚壁無縫鋼管會有哪些缺陷?假冒偽劣的鋼管不但會給企業造成經濟損失,還會造成工程質量不合格,給人身造成危險。 1.偽劣厚壁無縫鋼管易出現折疊。折疊是厚壁無縫鋼管表面形成的各種折線,這種缺陷往往貫穿整個產品的縱向。產生折疊的原因是由于偽劣廠家追求率,壓下量偏大,產生耳子,下一道軋制時就產生折疊,折疊的產品折彎后就會開裂,厚壁無縫鋼管的強度大下降。 2.偽劣厚壁無縫鋼管外表經常有麻面現象。麻面是由于軋槽磨損嚴重引起厚壁無縫鋼管表面不規則的凹凸不平的缺陷。由于偽劣厚壁無縫鋼管廠家要追求利潤,經常出現軋槽軋制超標。 3.偽劣厚壁無縫鋼管表面易產生結疤。原因有兩點:1.偽劣厚壁無縫鋼管材質不均勻,雜質多。2。偽劣材廠家導衛設備簡陋,容易粘鋼,這些雜質咬人軋輥后易產生結疤。 4.偽劣材表面易產生裂紋,原因是它的坯料是土坯,土坯氣孔多,土坯在冷卻的過程中由于受到熱應力的作用,產生裂痕,經過軋制后就有裂紋。 5.偽劣厚壁無縫鋼管容易刮傷,原因是偽劣材廠家設備簡陋,易產生毛刺,刮傷厚壁無縫鋼管表面。深度刮傷降低厚壁無縫鋼管的強度。 6.偽劣厚壁無縫鋼管無金屬光澤,呈淡紅色或類似生鐵的顏色,原因有兩點二、它的坯料是土坯。2、偽劣材軋制的溫度不標準,他們的鋼溫是通過目測的,這樣無法按規定的奧氏體區域進行軋制,厚壁無縫鋼管的性能自然就無法達標。 7.偽劣厚壁無縫鋼管的橫筋細而低,經常出現充不滿的現象,原因是廠家為達到大的負公差,成品前幾道的壓下量偏大,鐵型偏小,孔型充不滿。 8.偽劣厚壁無縫鋼管的橫截面呈橢圓形,原因是廠家為了節約材料,成品輥前二道的壓下量偏大,這種螺紋鋼的強度大大地下降,而且也不符合螺紋鋼外形尺寸的標準。 9.優質厚壁無縫鋼管的成分均勻,冷剪機的噸位高,切頭端面平滑而整齊,而偽劣材由于材質差,切頭端面常常會有掉肉的現象,即凹凸不平,并且無金屬光澤。而且由于偽劣材廠家產品切頭少,頭尾會出現大耳子。 10.偽劣厚壁無縫鋼管材質含雜質多,鋼的密度偏小,而且尺寸超差嚴重,所以在沒有游標卡尺的情況下,可以對它進行稱量核對。比如對于螺紋鋼 20,標準中規定負公差為 5%,定尺9M時它的單根理論重量為 120公斤,它的小的重量應該是:120 X(l-5%)=114公斤,稱量出來單根的實際重量比114公斤小,則是偽劣厚壁無縫鋼管,原因是它負公差超過了5%。一般來說整相稱量效果會更好,主要考慮到累積誤差和概率論這個問題。 11.偽劣厚壁無縫鋼管的內徑尺寸波動較大,原因是;l、鋼溫不穩定有陰陽面。2、鋼的成分不均勻。3、由于設備簡陋,地基強度低,軋機的彈跳大。會出現有同一周內內徑變化較大,這樣的鋼筋受力不均勻易產生斷裂。 12.優質材的商標和印字都比較規范。 13.三厚壁無縫鋼管直徑16以上的大螺紋,兩商標之間的間距都在IM以上。 14.偽劣厚壁無縫鋼管螺紋鋼的縱筋經常呈波浪形。 15.偽劣厚壁無縫鋼管廠家由于沒有行車,所以打包比較松散。側面呈橢圓形。
不銹鋼板的化學成分 簡介:方管協會昨日記者獲悉316L不銹鋼板是由化學成分、物理功能和焊接性均有很大區別的兩層鋼材組成,因此不對能用其間獨自一種焊接資料和焊接工藝進行焊接,今日咱們就了解下316L不銹鋼板在焊接時需求留意哪些方面的疑問,在焊接過程中咱們應將底層弓覆層區別對待,別離選用各自適用的焊接資料來焊接。為確保覆層的耐蝕性,覆層的焊縫成分應盡量與覆層鋼成分一樣,但在兩層的接壤處,覆層必定被底層稀釋,使耐蝕性降低或脆化;而底層則被合金化而變脆。因此316L不銹鋼板焊接的關鍵是要處理好兩層接壤部位的焊接。處理的方法是在底 方管協會昨日記者獲悉316L不銹鋼板是由化學成分、物理功能和焊接性均有很大區別的兩層鋼材組成,因此不對能用其間獨自一種焊接資料和焊接工藝進行焊接,今日咱們就了解下316L不銹鋼板在焊接時需求留意哪些方面的疑問,在焊接過程中咱們應將底層弓覆層區別對待,別離選用各自適用的焊接資料來焊接。為確保覆層的耐蝕性,覆層的焊縫成分應盡量與覆層鋼成分一樣,但在兩層的接壤處,覆層必定被底層稀釋,使耐蝕性降低或脆化;而底層則被合金化而變脆。因此316L不銹鋼板焊接的關鍵是要處理好兩層接壤部位的焊接。處理的方法是在底層與覆層之間設過渡層焊縫。 焊后熱處理關于大厚度不銹鋼扳的焊接構件,焊后熱處理能夠焊接剩余應力。但應留意,熱處理溫度髙時,在碳鋼一側會構成鐵索體脫碳以,使進度降低;而在不銹鋼一側則被滲碳而變硬脆,形成沖擊韌度降低,變成焊接接頭失效的危險,這是不可取的. 正確進行熱處理能夠焊接剩余應力,也不影響覆層的耐蝕功能。高強度不銹鋼精密帶鋼屬于不銹鋼專精的領域,考慮到需要很多參數來衡量,以及目前我國不銹鋼精密帶鋼生產標準的具體情況,對精密帶鋼的特性做了以下定義: 寬度在600mm以下; 厚度精度±0.001mm,寬度精度±0.1mm (日本東洋標準)。 表面質量可滿足不同用戶需求,比如粗糙度Ra≤0.16 mm的2B表面,粗糙度Ra≤0.05 mm的BA表面或其它特殊表面。 力學性能要求很高,可根據用戶不同需求,指定的低或高的屈服應力或強度。 晶粒大小均勻,完全退火狀態的晶粒度大小一般控制在7.0~9.0,對于硬態產品,其強度性能非常均勻,硬度波動在±5~10Hv之間。 方管協會網站獲悉另外對平直度、邊部質量等方面均有較高的要求。其方法是:要熱處理的大序度或剛度大的316L不銹鋼板的焊接構件,應當在底層焊接結束,經檢測餌縫內部和表面質饊均合格后進行熱處理,且溫度不宜超越400度,在此溫度下保溫時間可稍延伸些.用此溫度進行的焊后處理,可使剩余應力降低40%擺布,一起不會影響覆層不銹鋼的耐濁功能.覆層與底層之間的碳元素擴敗也不易發作.在上述熱處理完成后方可焊隔離層和覆層316L不銹鋼板.覆層焊接結束后,不用進行任何熱處理。
1、 無縫鋼管,小口徑無縫鋼管,質量保證首先從技術著手,從 無縫鋼管,小口徑無縫鋼管,產品選型上滿足用戶要求,我們將提供技術成熟,并且經過實踐檢驗運行穩定、性能可靠的 無縫鋼管,小口徑無縫鋼管,產品;
2、嚴格制定 無縫鋼管,小口徑無縫鋼管,工藝措施,嚴格執行,要求操作者按圖紙標準要求和工藝文件進行自檢,專職檢驗嚴格把關,不合格的 無縫鋼管,小口徑無縫鋼管,產品杜絕出廠;
3、在安裝期間派技術人員常駐現場,進行技術服務,指導安裝質量,及時與甲方和監理公司部門溝通,發現問題及時解決;
15CrMo合金鋼管的焊接方法方式: 1焊接材料 鑒于15CrMo鋼的可焊性和現場高壓管道的工作特性,根據以往經驗和參考國外公司提供的焊接工藝卡,我們選擇了兩種焊接試驗方法。 方案一:焊接預熱,采用ER80S-B2L焊絲,T1G焊接底漆,E8018-B2焊條,焊條電極焊,局部熱處理后焊接。 方案二:采用ER80S-B2L焊絲,T1G焊接底漆,E309Mo-16焊條,焊條填充弧焊蓋,焊后不進行熱處理。 模型C Mn Si Cr Ni Mo S Pδb/ Mpaδ,% ER80S-B2L≤0.050.70.41.2 <0.20.5≤0.025≤0.025≤50025 E8018-B2 0.070.7 0.3 1.1 0.5≤0.04≤0.03 550 19 E309Mo-16≤0.120.5至2.5 0.9 22.0至25.0 12.0至14.0 2.0至3.0≤0.025≤0.035550 25 2焊前準備 試件由15CrMo鋼管制成,規格為φ325×25。 在焊接之前,使用角磨機研磨凹槽的內側和外側以及凹槽的邊緣在50mm內以暴露金屬光澤,然后用丙酮清潔。 試件處于水平固定位置,間隙為4mm。 手動鎢極電弧焊接用于沿圓周均勻地點焊六個點。 每個斑點的實心長度不應小于20mm。 焊條型號烘烤溫度保持時間 E8018-B2 300°C 2h E309Mo-16 150℃1.5小時 3個焊接工藝參數 根據方案I,在焊接前需要預熱。 根據Tto-Bessyo等人提出的預熱溫度的計算公式: To = 350√[C] - 0.25(°C)其中,To - 預熱溫度,°C。
今年在煙臺市蓬萊區購買無縫鋼管多家合作案例有了新選擇,眾思創物資有限公司(蓬萊分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的無縫鋼管多家合作案例產品。如需購買或咨詢,請隨時聯系我們,聯系人:王經理-13884835444,QQ:1453800323,地址:開發區大東鋼管城B區3號。










