
以下是:鋼管車絲供不應求的產品參數
產品參數 產品價格 4500/噸 發貨期限 3-5天 供貨總量 986899 運費說明 電議 鋼管車絲供不應求,天恒源鋼鐵(平涼市分公司)為您提供鋼管車絲供不應求,聯系人:任經理,電話:【15095044466】、【15095044466】,請聯系天恒源鋼鐵(平涼市分公司),發貨地:東昌府區經濟開發區。 甘肅省,平涼市 2022年,平涼市實現地區生產總值641.58億元,其中,產業增加值151.73億元,第二產業增加值190.70億元,第三產業增加值299.14億元。一、二、三產增加值分別占地區生產總值的23.6%、29.7%和46.7%。按常住人口計算,全年人均地區生產總值35182元。
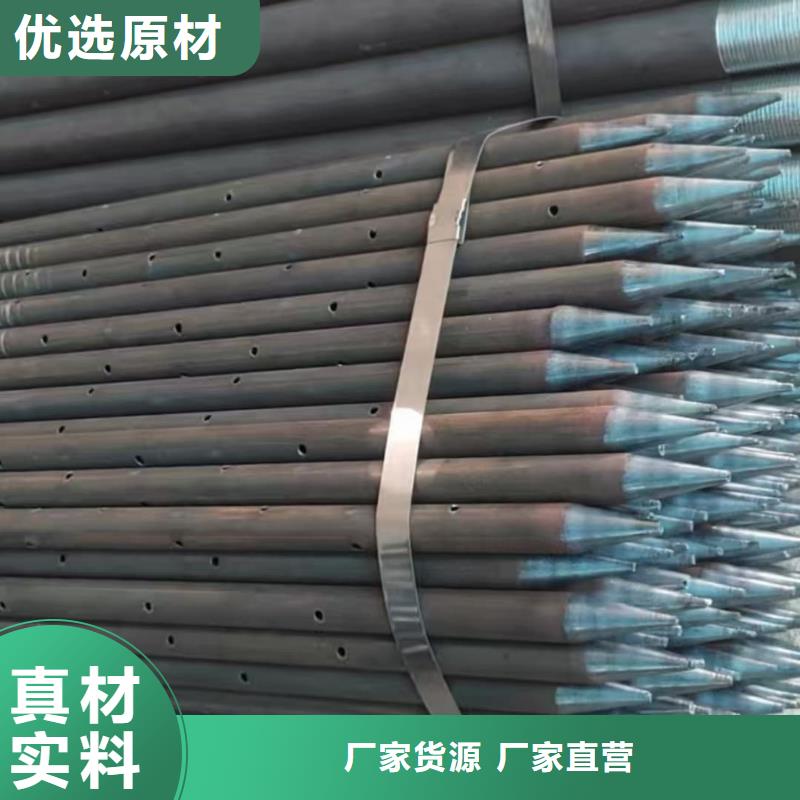
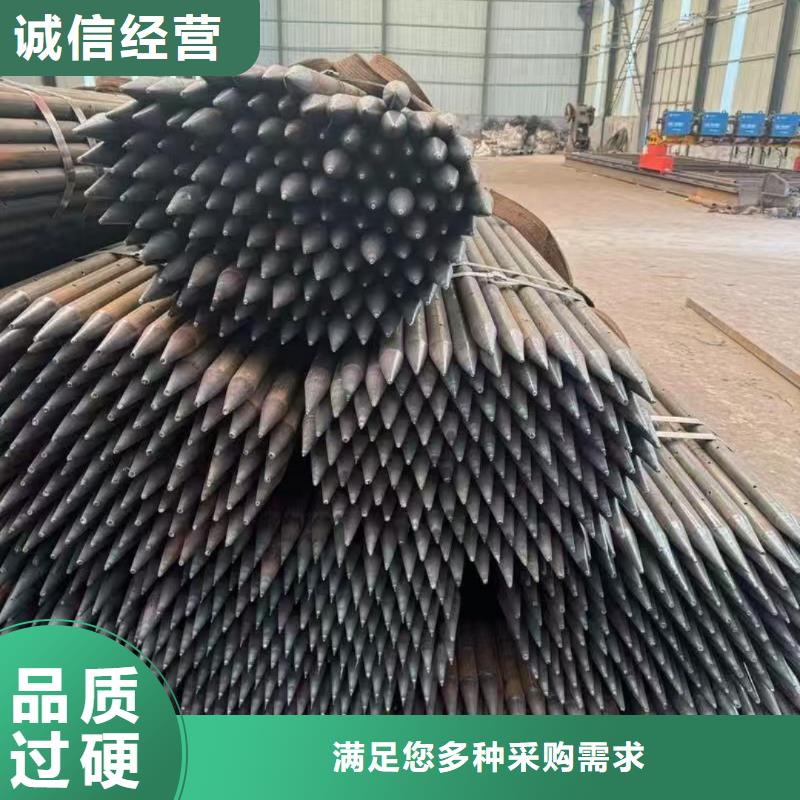
想要探索鋼管車絲供不應求的奧秘嗎?不妨點擊這個產品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產品的每一個細節都了如指掌。以下是:鋼管車絲供不應求的圖文介紹甘肅平涼天恒源鋼鐵有限公司自成立以來,一直以“誠信服務、誠信合作”的經營理念為基本準則,贏得了廣大客戶以及 注漿管、中控錨桿、鋼花管、鋼錨管企業的信任和支持。歡迎廣大新老客戶前來洽談。
鉆孔灌注樁后注漿用管,一般是25mm×3mm×6000mm兩根,底管封堵做成花管,花管孔眼用圖釘堵住再用膠皮抱緊、膠皮兩頭用鐵絲扎牢,這個反向裝置是為了灌漿是漿不回冒。 一般來講,樁側指的是樁身的側面。在平常的樁基工程當中,可能會遇到需要對樁側進行注漿。那么對樁側注漿需要幾根注漿管呢?要搞清楚這個問題,還得從樁基的實際長度來分析。常見注漿管一般分為1米、2米、3米,這樣分類的好處是可以根據樁基的長度來自由組合。
外壓試驗壓力為大工作壓力的2倍且不低于4Mpa,試驗壓力持續時間1min,要求不得出現滲漏、接口變形等情況。內壓試驗和外壓試驗應單獨進行。 注漿管接口連接可靠性注漿管應進行拉拔試驗檢驗接頭連接可靠性,在常溫,應能承受3000N的拉拔力,持續60 min連接部分無松動、斷裂。 注漿管接頭耐振動性能注漿管接頭應進行振動試驗,試驗壓力為1.2 MPa,在該壓力,持續10萬次振動數,薄壁注漿管連接部位應無滲漏和脫落現象。 注漿管接頭抗扭矩性能注漿管接頭應進行扭矩試驗。扭力矩120Nm持續10 min接頭不發生滑移。 ?
焊接:注漿管焊接前必須認真油污、銹跡、灰塵等雜物。焊接時盡量采用氬弧焊接,采用手工電弧焊時應采用小電流、快速焊,避免擺動。嚴禁在非焊接區域引弧,地線位置適當、連接牢固,以避免電弧擦傷。焊接時應采取防飛濺措施(如刷白灰等方法)。焊后應用不銹鋼(不得采用碳鋼)扁鏟徹底清理熔渣和飛濺。 多層焊:多層焊時,層間熔渣必須干凈。多層焊時,應控制層間溫度,一般不得超過60℃。 焊縫:焊縫接頭應修磨,焊縫表面不得有熔渣、氣孔、咬邊、飛濺、裂紋、未熔合、未焊透等缺陷,焊縫與母材應圓滑過渡,不得低于母材。 矯形:注漿管的矯形,應避免采用火焰加熱方法,尤其不允許反復加熱同一區域。矯形時,盡量采用機械裝置,或用木錘(橡皮錘)或墊橡皮墊錘擊,禁止用鐵錘錘擊,以避免損傷注漿管。
注漿管的焊接 鉚焊:注漿管在組對時,應避免強制組裝,尤其避免火焰烤校裝配。組對或制作過程如有臨時采用等離子切割時,應采取隔離措施以避免割渣對其它注漿管的污染。切割后,工件上的割渣應清理干凈。 焊接:注漿管焊接前必須認真油污、銹跡、灰塵等雜物。焊接時盡量采用氬弧焊接,采用手工電弧焊時應采用小電流、快速焊,避免擺動。嚴禁在非焊接區域引弧,地線位置適當、連接牢固,以避免電弧擦傷。焊接時應采取防飛濺措施(如刷白灰等方法)。焊后應用不銹鋼(不得采用碳鋼)扁鏟徹底清理熔渣和飛濺。
在甘肅省平涼市采購鋼管車絲供不應求請認準天恒源鋼鐵(平涼市分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:任經理-【15095044466】,地址:東昌府區經濟開發區)。












