| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
| 機(jī)械加工 | 激光切割 |
| 圖紙定制 | 可出圖紙 |
| 包工包料 | 免費(fèi)出圖紙 |
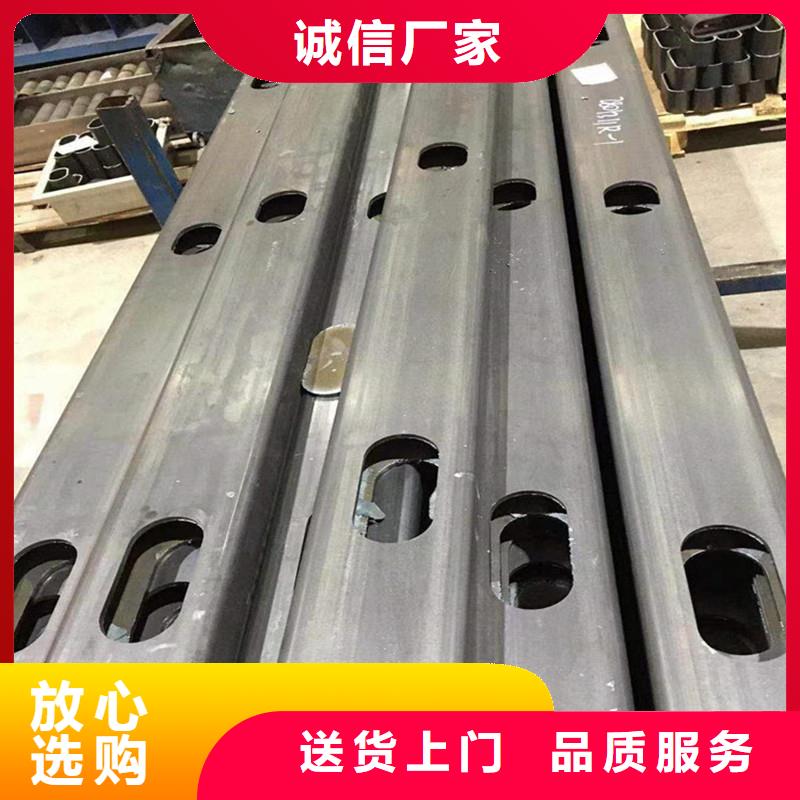
| 激光切割 | 氧氣精密切割 |
| 精密開(kāi)孔 | 公差0.05 |
| 范圍 | 激光切管-不銹鋼護(hù)欄生產(chǎn)基地位于【聊城】,供應(yīng)范圍覆蓋遼寧省 沈陽(yáng)市、大連市、鞍山市、撫順市、本溪市、丹東市、錦州市、營(yíng)口市、阜新市、遼陽(yáng)市、盤錦市、鐵嶺市、朝陽(yáng)市、葫蘆島市 沈河區(qū)、大東區(qū)、皇姑區(qū)、鐵西區(qū)、蘇家屯區(qū)、東陵區(qū)、沈北新區(qū)、于洪區(qū)、遼中區(qū)、康平縣、法庫(kù)縣、新民市等區(qū)域。 |
不銹鋼、鋁合金及其他高溫合金管道,通過(guò)特殊的 激光打孔是通過(guò)高功率密度、短時(shí)間停留(低于激光切割)的脈沖熱源進(jìn)行打孔的激光加工技術(shù)。孔徑的形成可以通過(guò)單脈沖或多脈沖實(shí)現(xiàn)。頭,激光切管可以實(shí)現(xiàn)高精度、高靈敏度和高穩(wěn)定性的切割;根據(jù)特殊截面管的加工要求,如橢圓管,管博士和其他異形管,特殊截面管的激光切割技術(shù)和激光切割的自動(dòng)補(bǔ)償技術(shù)可以開(kāi)發(fā)管道變形和彎曲變形,從而解決缺陷引起的激光切割管本身。
1、衛(wèi)生級(jí)鏡面管工藝流程:
管坯--檢驗(yàn)--剝皮--檢驗(yàn)--加熱--穿孔--酸洗--修磨--潤(rùn)滑風(fēng)干--焊頭--冷拔--固溶處理--酸洗--酸洗鈍化--檢驗(yàn)--冷軋--去油--切頭--風(fēng)干--內(nèi)拋光--外拋光--檢驗(yàn)--標(biāo)識(shí)--成品包裝
2、工業(yè)管工藝流程
管坯--檢驗(yàn)--剝皮--檢驗(yàn)--加熱--穿孔--酸洗--修磨--潤(rùn)滑風(fēng)干--焊頭--冷拔--固溶處理--酸洗--酸洗鈍化--檢驗(yàn)
3、焊管工藝流程
開(kāi)卷--平整--端部剪切及焊接--活套--成形--焊接--內(nèi)外焊珠去除--預(yù)校正--感應(yīng)熱處理--定徑及校直--渦流檢測(cè)--切斷--水壓檢查--酸洗--終檢查--包裝
4、無(wú)縫方管工藝流程
圓鋼--管坯--檢驗(yàn)--加熱--穿孔--定徑--熱軋--平頭--檢驗(yàn)--酸洗--球型退火--冷拔--成型--齊口--檢驗(yàn)

欄產(chǎn)地批發(fā)")
欄產(chǎn)地批發(fā)")
鋁合金焊接氣孔鋁合金的種類很多,其氣孔也不盡相同 激光打孔是通過(guò)高功率密度、短時(shí)間停留(低于激光切割)的脈沖熱源進(jìn)行打孔的激光加工技術(shù)。孔徑的形成可以通過(guò)單脈沖或多脈沖實(shí)現(xiàn)。
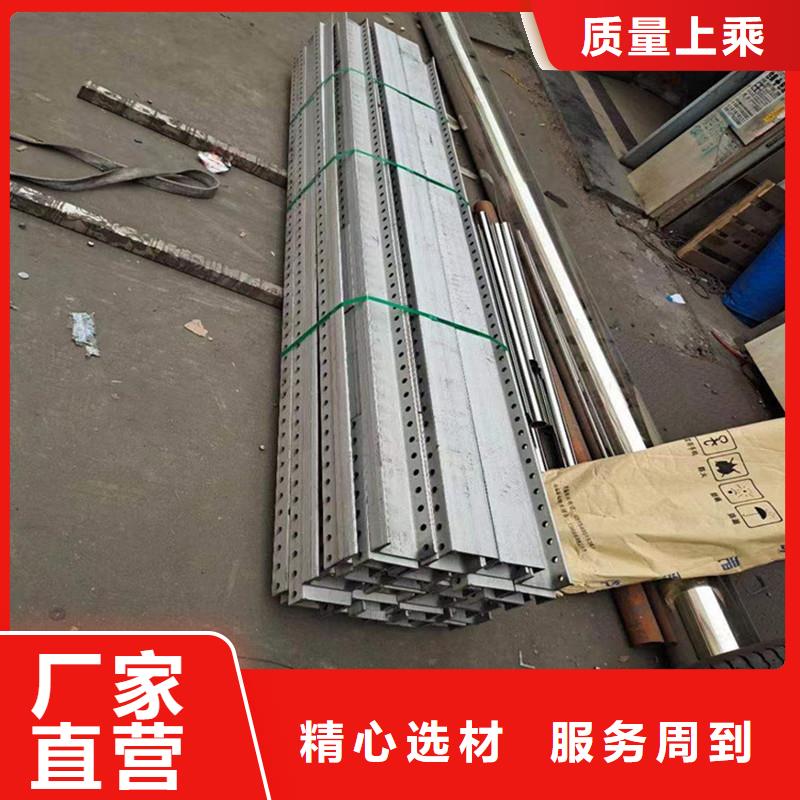
1、相貫線切割機(jī)的發(fā)展。從幾種通用數(shù)控切割機(jī)應(yīng)用情況來(lái)看,火焰相貫線切割機(jī)功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產(chǎn)效率低,其適用范圍逐漸在縮小,市場(chǎng)不可能有大的增加。
等離子相貫線切割機(jī)具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點(diǎn),未來(lái)的發(fā)展方向在于等離子電源技術(shù)的提高、數(shù)控系統(tǒng)與等離子切割配合問(wèn)題,如電源功率的可切割更厚的板材;精細(xì)等離子技術(shù)的完善和提高可提高切割的速度、切面質(zhì)量和切割精度;數(shù)控系統(tǒng)的完善和提高以適應(yīng)等離子切割,可有效提高工作效率和切割質(zhì)量。
2、專用相貫線切割機(jī)的發(fā)展。相貫線切割機(jī)適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設(shè)備廣泛應(yīng)用于金屬結(jié)構(gòu)件生產(chǎn),電力設(shè)備、鍋爐業(yè)、石油、化工等工業(yè)部門
在打孔過(guò)程中,首先使用打,但通常不同于以下幾種氣孔。
1)保護(hù)氣體產(chǎn)生的氣孔。高能激光焊接鋁合金過(guò)程中,由于熔池底部小孔前的金屬?gòu)?qiáng)烈蒸發(fā),保護(hù)氣體被吸入熔池內(nèi)形成氣泡。當(dāng)氣泡不逸出時(shí),它們?nèi)匀煌A粼诠虘B(tài)鋁合金中,成為孔隙。
孔洞由一個(gè)小洞坍塌而形成的孔洞在激光焊接過(guò)程中,當(dāng)表面張力大于蒸汽壓時(shí),小孔就會(huì)不穩(wěn)定而坍塌,金屬來(lái)不及填充小孔。也有很多實(shí)際的措施,減少或避免氣孔缺陷在鋁合金的激
1、相貫線切割機(jī)的發(fā)展。從幾種通用數(shù)控切割機(jī)應(yīng)用情況來(lái)看,火焰相貫線切割機(jī)功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產(chǎn)效率低,其適用范圍逐漸在縮小,市場(chǎng)不可能有大的增加。
等離子相貫線切割機(jī)具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點(diǎn),未來(lái)的發(fā)展方向在于等離子電源技術(shù)的提高、數(shù)控系統(tǒng)與等離子切割配合問(wèn)題,如電源功率的可切割更厚的板材;精細(xì)等離子技術(shù)的完善和提高可提高切割的速度、切面質(zhì)量和切割精度;數(shù)控系統(tǒng)的完善和提高以適應(yīng)等離子切割,可有效提高工作效率和切割質(zhì)量。
2、專用相貫線切割機(jī)的發(fā)展。相貫線切割機(jī)適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設(shè)備廣泛應(yīng)用于金屬結(jié)構(gòu)件生產(chǎn),電力設(shè)備、鍋爐業(yè)、石油、化工等工業(yè)部門
光焊接,如調(diào)整激光功率波形,減少不穩(wěn)定的小洞崩潰,改變光束集中高度和傾斜照射,應(yīng)用電磁場(chǎng)在真空焊接過(guò)程和焊接效果。近年來(lái),采用充絲或預(yù)凝合金粉末、復(fù)合熱源和雙聚焦技術(shù)來(lái)降低孔隙率,效果良好。
3)氫氣孔。激光切管鋁合金在有氫存在的情況下熔化時(shí),其內(nèi)部的氫含量可以達(dá)到0.69ml/100g以上。但凝固后,合金在平衡態(tài)的溶氫能力只有0.036ml/100g,相差近20倍。因此,在液態(tài)鋁向固態(tài)過(guò)渡的過(guò)程中,須將液態(tài)鋁中多余的氫析出。如果析出的氫不能順利地漂浮和逸出,就會(huì)聚集成氣泡,以氣孔的形式留在固態(tài)鋁合金中。
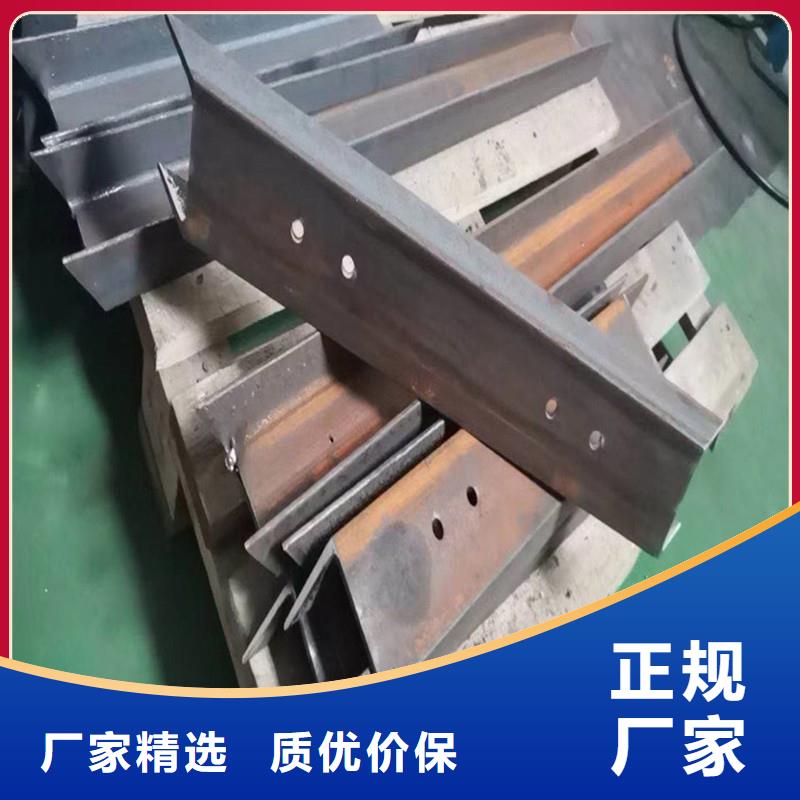
4.鋁合金的裂紋問(wèn)題
欄產(chǎn)地批發(fā)")
欄產(chǎn)地批發(fā)")
欄產(chǎn)地批發(fā)")
鴻山金屬制造(沈陽(yáng)市分公司)吸取和引進(jìn)國(guó)內(nèi)的先進(jìn)技術(shù)與先進(jìn)設(shè)備,匯集了一大批長(zhǎng)期從事 激光切板研究、應(yīng)用的工程技術(shù)人才,整合技術(shù)、人才優(yōu)勢(shì)。
欄產(chǎn)地批發(fā)")
欄產(chǎn)地批發(fā)")
市分公司)名片")