| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說明 | 電議 |
| 產(chǎn)地 | 山東 |
| 品牌 | 精拉管業(yè) |
| 是否進(jìn)口 | 否 |
| 范圍 | 精密無縫鋼管供應(yīng)范圍覆蓋遼寧省 沈陽市、大連市、鞍山市、撫順市、本溪市、丹東市、錦州市、營口市、阜新市、遼陽市、盤錦市、鐵嶺市、朝陽市、葫蘆島市 溪湖區(qū)、明山區(qū)、南芬區(qū)等區(qū)域。 |
采購")
在精密無縫鋼管焊接中,所采用的焊接速度也會(huì)直接影響到其的質(zhì)量。而且焊接速度和加熱制度、焊縫變形速度以及相互結(jié)晶速度有關(guān)。對(duì)于高頻焊管來說,通常焊接質(zhì)量會(huì)隨著焊接速度的加快而提高。由于其對(duì)于鋼管的焊接質(zhì)量會(huì)產(chǎn)生較大的影響,因而必須要注意到這一點(diǎn)。通常情況下,在不影響焊接質(zhì)量的情況下,開口角長度應(yīng)把握不同規(guī)格,進(jìn)行調(diào)整。
在一些情況下,還需要選擇適合的磁棒。特別是在制作生產(chǎn)一些高頻類鋼管產(chǎn)品的時(shí)候,廣泛采用它作為增感元件,使電磁能更多地集中在管縫的焊合面上提高焊速。而且在產(chǎn)生過程中,要用水充分冷卻,以免因冷卻質(zhì)量不理想而導(dǎo)致磁棒斷裂,影響精密無縫鋼管的焊接質(zhì)量。
現(xiàn)在市面上生產(chǎn)的精密無縫管,大多數(shù)都是采用熱處理工藝制造而成的,前奏需要進(jìn)行真空退火,退火的溫度越低,則對(duì)于真空度的要求越高,在此過程中,需要經(jīng)過極為復(fù)雜的過程,相對(duì)而言,精密無縫管對(duì)于技術(shù)方面的要求要高出許多,所以,這種管道材料在質(zhì)量的方面才會(huì)具有如此顯著的優(yōu)勢。
采購")
采購")
精拉管業(yè)(本溪市分公司)是專業(yè) 精密無縫鋼管價(jià)格解決方案提供商,公司擁有業(yè)界專業(yè)度、品牌號(hào)召力、用戶數(shù)量等諸多方面優(yōu)勢。公司不斷追求技術(shù)的突破創(chuàng)新,公司一直以服務(wù)社會(huì)為己任,不斷開拓進(jìn)取,追求科技創(chuàng)新,以用戶成功為目標(biāo),為社會(huì)的發(fā)展貢獻(xiàn)力量。于此同時(shí),公司積j i進(jìn)行 精密無縫鋼管價(jià)格新產(chǎn)品的研發(fā),滿足用戶多元化的需求。
采購")
采購")
采購")
精密無縫鋼管在焊接時(shí)哪些地方是需要我們注意的呢
焊接壓力的大小直接會(huì)影響到鋼管焊縫的強(qiáng)度和韌性。如果所施加的焊接壓力小,那么將會(huì)導(dǎo)致金屬焊接邊緣無法充分壓合,而且焊縫中殘留的非金屬夾雜物因壓力小不易排出,焊縫強(qiáng)度降低,受力后易開裂。
反之,如果焊接壓力過大,那么達(dá)到焊接溫度的金屬大部分被擠出,這樣一來不僅會(huì)降低鋼管焊縫的強(qiáng)度,而且產(chǎn)生內(nèi)外毛刺過大或搭焊等缺陷。所以在焊接過程中需要根據(jù)實(shí)際品種規(guī)格來得到與之相適應(yīng)的焊接壓力。根據(jù)實(shí)踐經(jīng)驗(yàn)單位焊接壓力一般為20~40MPa。此外,關(guān)于焊接擠壓量的確定主要是借助調(diào)整擠壓輥之間的距離進(jìn)行控制。
采購")
采購")
種類
無縫鋼管按生產(chǎn)方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
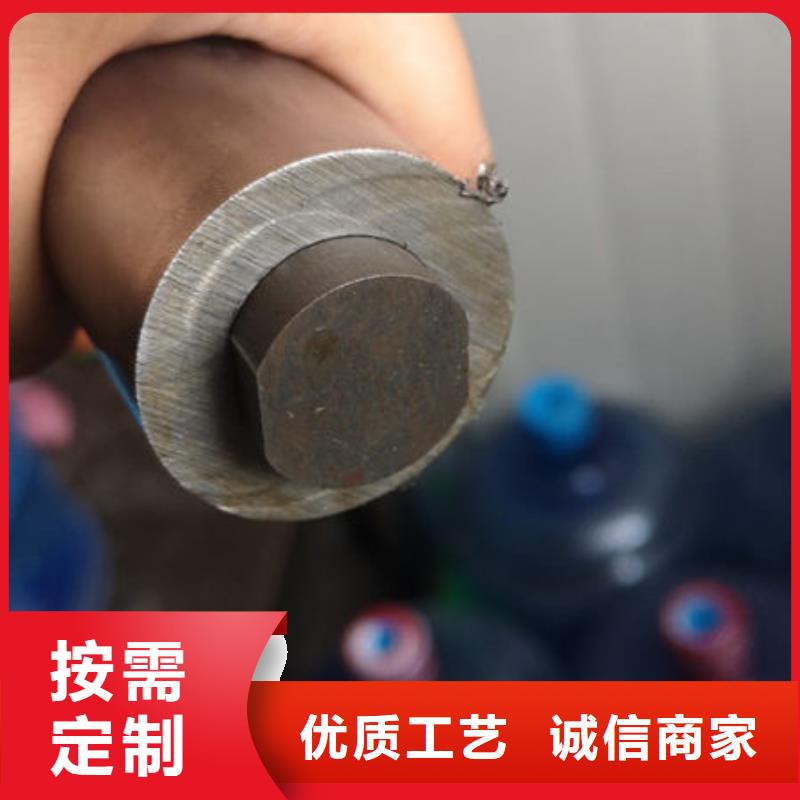
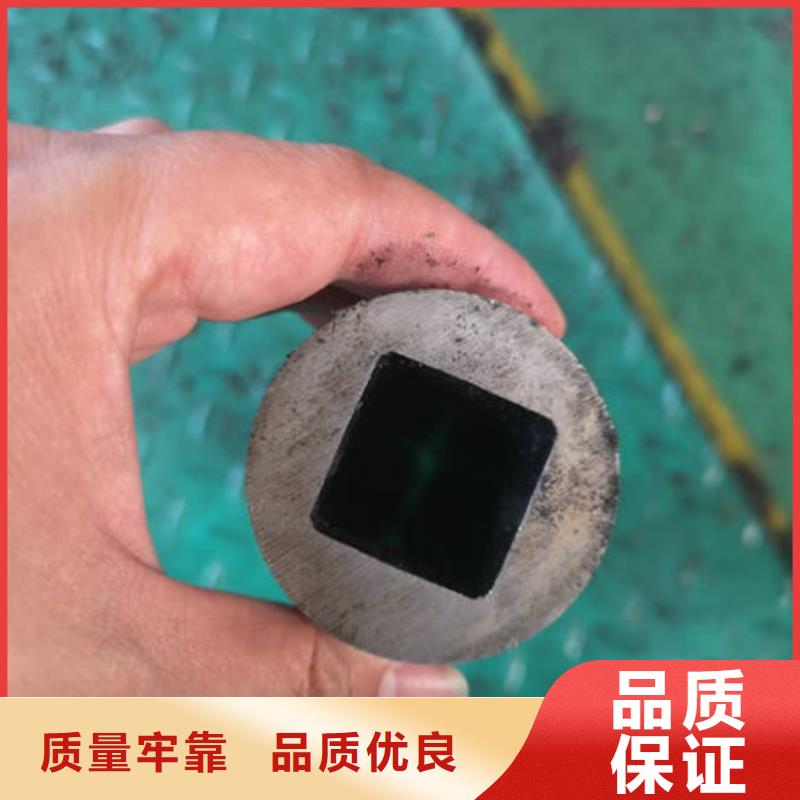
按外形分類有圓形管、異形管之分。異形管除方形管和矩形管外,還有橢圓管、半圓管、三角形管、六角形管、凸字形管、梅花形管等。
按材質(zhì)的不同,分為普通碳素結(jié)構(gòu)管、低合金結(jié)構(gòu)管、優(yōu)質(zhì)碳素結(jié)構(gòu)管、合金結(jié)構(gòu)管、不銹管等。
按專門用途分,有鍋爐管、地質(zhì)管、石油管等。
規(guī)格及外觀質(zhì)量
無縫管按GB/T8162-87規(guī)定
規(guī)格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋(冷拔)管外徑5~200mm。壁厚2.5~12mm。
采購")
采購")
采購")
(本溪市分公司)名片")