| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 無縫鋼管 | 國標 |
| 無縫鋼管 | 國標 |
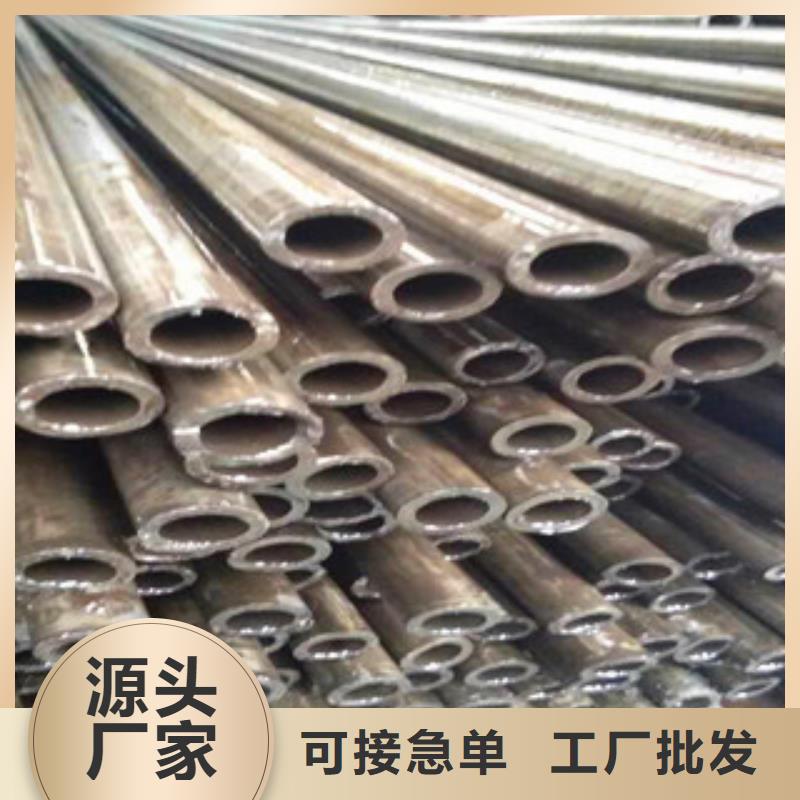
| 范圍 | 精密無縫鋼管45號精密鋼管生產基地位于【聊城】,供應范圍覆蓋遼寧省 沈陽市、大連市、鞍山市、撫順市、本溪市、丹東市、錦州市、營口市、阜新市、遼陽市、盤錦市、鐵嶺市、朝陽市、葫蘆島市 元寶區、振興區、振安區、鳳城市等區域。 |

熱軋精密鋼管生產工序介紹:
1.熱軋(擠壓無縫精密鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫
軋制無縫管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成精密鋼管。精密鋼管內徑由定徑機鉆頭的外徑長度來確定。精密鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,精密鋼管經冷卻后,就要被矯直。精密鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若精密鋼管內部有裂紋,氣泡等問題,將被探測出。精密鋼管質檢后還要通過嚴格的手工挑選。精密鋼管質檢后,用油漆噴上編號、規格、生產批號等。并由吊車吊入倉庫中。


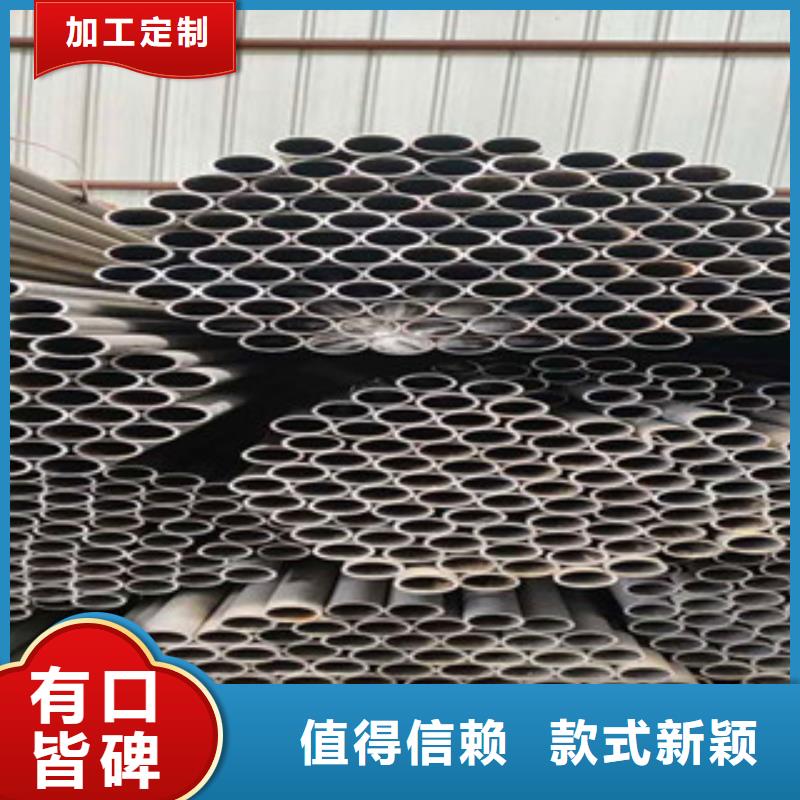
精密冷軋鋼管生產工藝:
制定管材冷軋冷拔生產(見管材冷軋冷拔機組)的工藝流程及變形規程。在管材冷軋冷拔機組中,在產品投產以前必須對它的生產工藝流程、變形參數和加工設備選擇等有一個明確的規定,作為組織生產和進行操作的依據,這項工作就是編制工藝程序表。根據所采用的冷加工方法,工藝程序表可分為拔制表(采用冷拔變形)和軋制表(采用冷軋變形)以及軋制和拔制表(采用冷軋冷拔兩種方式變形),由于管材冷軋冷拔生產特點是多工序和循環性,而且品種很多,為了使生產能合理和有秩序地進行,編制工藝程序表是很重要的。工藝程序表的內容包括有:管料尺寸,變形方式和道次,每道次的變形量及變形后管子尺寸,選用的加工設備、輔助工序和工模具類型等。編制工藝程序表時,除根據材料加工特性和管子技術條件外,還必須考慮具體的生產條件。各冷拔冷軋機組都有根據自己生產條件制定的工藝程序表,并且在生產實踐中不斷地進行修改和完善。



龍麗金屬材料(丹東市分公司)是一家集設計、生產、銷售為一體的公司,在日益競爭激烈的市場中,以其新穎的款式、穩定的質量、周到的服務、及時的交貨、具備有競爭力的性能價格比,贏得了各行業市場上的高度評價。公司主要產品包括 精密無縫管等。公司秉持“同等質量比價格、同等價格比質量”的務實理念,熱忱歡迎有需求的客戶與本公司接洽,本公司愿與客商建立長久的互惠互利的商貿關系,尋求共同發展。“優質的產品,滿意的服務”是我們的經營理念,“ 誠信經營,真誠服務”是我們不變的承諾,“便捷、可靠、值得信賴”是我們追求的目標!


精密鋼管的生產方法
大部分鋼材加工都是鋼材通過壓力加工,使被加工的鋼(坯、錠等)產生塑性變形。根據鋼材加工溫度不鋼材同以分冷加工和熱加工兩種。鋼材的主要加工方法有:
軋制:將鋼材金屬坯料通過一對旋轉軋輥的間隙(各種形狀),因受軋輥的壓縮使材料截面減小,長度增加的壓
加工方法,這是生產鋼材常用的生產方式,主要用來生產鋼材型材、板材、管材。分冷軋、熱軋。
鍛造鋼材:利用鍛錘的往復沖擊力或壓力機的壓力使坯料改變成我們所需的形狀和尺寸的一種壓力加工方法。一般分為自由鍛和模鍛,常用作生產大型材、開坯等截面尺鋼材寸較大的材料。
拉撥鋼材:是將已經軋制的金屬坯料(型、管、制品等)通過模孔拉撥成截面減小長度增加的加工方法大多用作冷加工。
擠壓:是鋼材將金屬放在密閉的擠壓簡內,一端施加壓力,使金屬從規定的模孔中擠出而得到有同形狀和尺寸的成品的加工方法,多用于生產有色金屬材鋼材



名片")