
以下是:青海省A333無縫鋼管產品咨詢的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 產品名稱 無縫鋼管 規格 齊全 產地 聊城,天津,無錫,上海 材質 齊全 長度 8-12米 計重方式 噸 是否能加工定制 能 范圍 A333無縫鋼管產品咨詢供應范圍覆蓋青海省 西寧市、海東市、海北市、海南市、海西市、玉樹市、果洛市、黃南市等區域。 【開安】為您提供黃南球墨鑄鐵管產品優良、玉樹球墨鑄鐵管廠家銷售、海南球墨鑄鐵管為您提供一站式采購服務、海北球墨鑄鐵管質優價廉、西寧球墨鑄鐵管庫存齊全廠家直供、果洛球墨鑄鐵管快速生產等多元產品與服務。A333無縫鋼管產品咨詢,開安管業(青海省分公司)sdka21166-3為您提供A333無縫鋼管產品咨詢產品案例,聯系人:夏志明,電話:【13562007212】、【13562007212】,供應服務范圍覆蓋:青海省 西寧市、海東市、海北市、海南市、海西市、玉樹市、果洛市、黃南市。 青海省 青海省,簡稱“青”,是中華人民共和國省級行政區,省會西寧市;位于中國西北內陸,北部和東部同甘肅省相接,西北部與新疆維吾爾自治區相鄰,南部和西南部與西藏自治區毗連,東南部與四川省接壤,地勢總體呈西高東低,南北高中部低的態勢,位于四大地理區劃的青藏地區;總面積72.23萬平方公里,轄2個地級市、6個自治州;截至2022年末,全省常住人口595萬人。
我們的A333無縫鋼管產品咨詢視頻現已上線,產品魅力難擋,視頻揭曉全貌,速來圍觀!以下是:青海A333無縫鋼管產品咨詢的圖文介紹
1、 球墨鑄鐵管質量保證首先從技術著手,從 球墨鑄鐵管產品選型上滿足用戶要求,我們將提供技術成熟,并且經過實踐檢驗運行穩定、性能可靠的 球墨鑄鐵管產品;
2、嚴格制定 球墨鑄鐵管工藝措施,嚴格執行,要求操作者按圖紙標準要求和工藝文件進行自檢,專職檢驗嚴格把關,不合格的 球墨鑄鐵管產品杜絕出廠;
3、在安裝期間派技術人員常駐現場,進行技術服務,指導安裝質量,及時與甲方和監理公司部門溝通,發現問題及時解決;


無縫鋼管的結疤缺陷是一個常見的問題,如果出現了結疤缺陷,不僅會影響美觀還會影響到它的性能,那么怎樣控制無縫鋼管的結疤缺陷?
無縫鋼管的結疤缺陷指的是存在于無縫鋼管內表面,類似于黃豆粒大小的凹坑。一般來說,結疤內大部分有呈灰褐色或灰黑色的異物。我們要想控制無縫鋼管內結疤的影響,可以考慮從以下三個方面著手,分別是芯棒潤滑、除氧化物劑和噴吹工藝。具體為以下措施:
芯棒潤滑效果不好或芯棒潤滑劑溫度過低,會產生無縫鋼管內結疤。為了提高芯棒溫度,可采取只一次冷卻水冷卻的辦法。生產過程中需要嚴格控制芯棒的溫度,保證噴涂潤滑劑前芯棒表面溫度在80-120℃,芯棒溫度不能長時間高于120℃,以保證預穿前其表面的潤滑劑干燥并致密,操作工應經常檢查芯棒潤滑狀況;
氧化物要求在芯棒預穿時處于熔融狀態。其力度等嚴格要求有以下三點:
(1)根據無縫鋼管內表面面積確定除氧化物劑的噴吹量,一般為1.5-2.0g/dm2,不同直徑、長度的無縫鋼管噴吹得除氧化物劑量是不同的;
(2)除氧化物劑粉末粒度一般要求在16目左右;
(3)除氧化物劑中硬脂酸鈉的含量要達到12%以上,以使其能在無縫鋼管內腔中充分燃燒;
噴嘴高度應根據無縫鋼管直徑進行調節,以保證對中良好。每個班次要清理一次噴嘴,長時間停機要拆下噴嘴進行清洗。為保證除氧化物劑在無縫鋼管內壁均勻吹掃,在噴吹除氧化物劑工位使用選裝裝置,并配以旋轉氣壓。



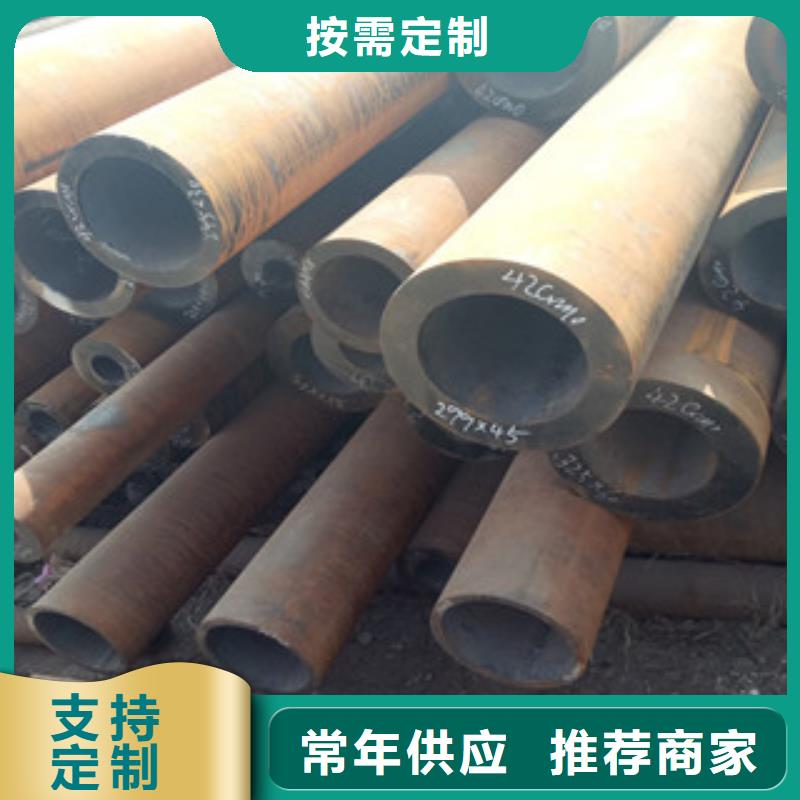
在生產42crmo無縫管時需要注意哪些事項呢:
:注意毛管壁的厚度是否均勻,如果發現毛管壁厚度不均勻一定要做表面拋光處理,另外毛管里面和外面是否平整有沒有凹凸和缺陷的現象,一旦發現凹凸或者缺陷也要及時做出處理。
第二:對毛管的復檢工作,復檢的主要工作是確保毛管外面沒有裂紋和缺陷,檢查毛管存在的這些問做出相應的排除措施,一定要毛管里面的麻面和折疊的現象。
第三:是對工具的要求,一般冷拔使用是工具對表面的光潔度的要比較高,只有工具表面的光潔度高冷拔出來鋼管的光潔度才會高,此外模具的尺寸精度和硬度要求也是比較高的.所以我們在制作中要選擇一個好的磨具也很重要,千萬不要出現磨具粘鋼的現象。
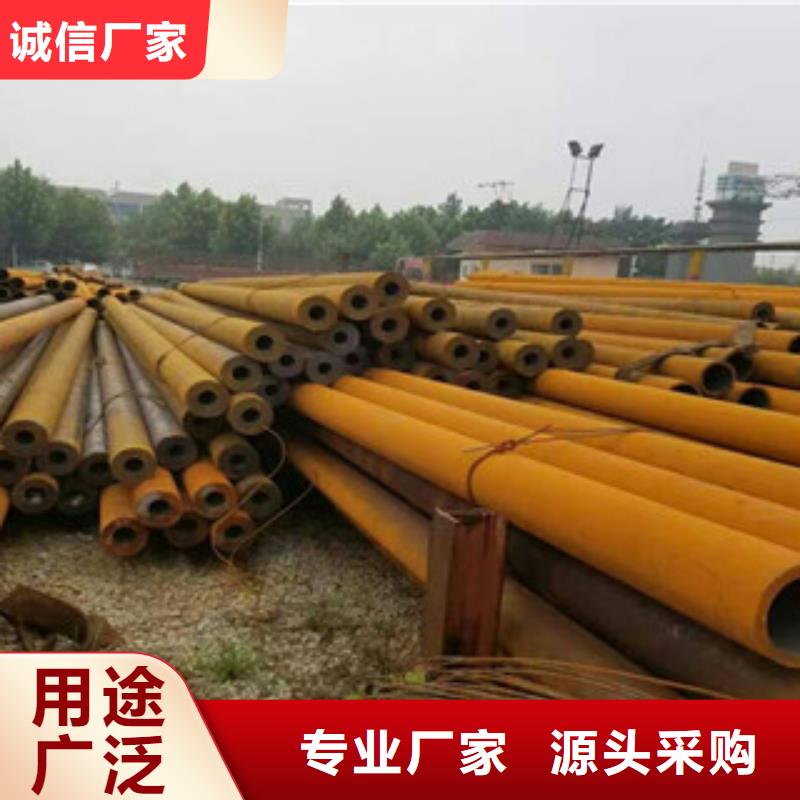
一種42crmo無縫管的生產工藝 。它包括以下步驟:步驟一,物料準備;步驟二,管坯加熱和斜軋穿孔;步驟三,毛管修整;步驟四,熱擴變形定徑;步驟五,熱處理;步驟六,矯直;步驟七,內磨;步驟八,糾偏;步驟九,外磨;步驟十,探傷檢驗;步驟十一,再精整、終檢和包裝。本發明不但可以在大組距的范圍內生產合金無縫鋼管,而且投資相對較小,產品質量高,生產效率較高,生產成本較低。42crmo無縫管的主要生產流程管坯及坯加熱、管坯的穿孔、鋼管的延伸、鋼管的軋制、鋼管定徑與減徑、鋼管的冷卻和精整 或者可以說是 鋼胚的加熱 穿孔 熱扎 酸洗 冷拔 碳燒 切頭 噴標 包裝 成品。 一種無縫鋼管的制造方法,其特征在于:設置將具有多個軋輥的軋制機座、以互相不同的軋制方向連續配置多臺的芯棒式無縫管軋機,在這樣的制造生產線上對42crmo無縫管進行軋制后,在多點上測定軋制后的鋼管圓周方向上的壁厚,根據其測定結果,至少分別控制芯棒式無縫管軋機的終軋制機座上的軋輥各個軸的兩端位置,以便使壁厚不均達到小。