
以下是:青海省新鋼耐磨500耐磨板新價格的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 NM500耐磨板 產地 聊城 規格 齊全 類型 耐磨板 顏色 黑色 品牌 龍澤耐磨板 型號 齊全 可定制 是 范圍 新鋼耐磨500耐磨板新價格供應范圍覆蓋青海省 西寧市、海東市、海北市、海南市、海西市、玉樹市、果洛市、黃南市等區域。 【龍澤】以匠心打造多元場景產品,涵蓋玉樹耐磨板出廠價、西寧耐磨板適用場景、果洛耐磨板貨到付款、黃南耐磨板隨到隨提、海北耐磨板優質工藝、海西耐磨板買的是放心等。新鋼耐磨500耐磨板新價格,龍澤鋼材(青海省分公司)sdlz965-3為您提供新鋼耐磨500耐磨板新價格的資訊,聯系人:王經理,電話:【13676381400】、【13676381400】,供應服務范圍覆蓋青海省 西寧市、海東市、海北市、海南市、海西市、玉樹市、果洛市、黃南市。 青海省 2022年,青海省生產總值3610.07億元,按可比價格計算,比上年增長2.3%;人均生產總值為60724元,比上年增長2.1%。
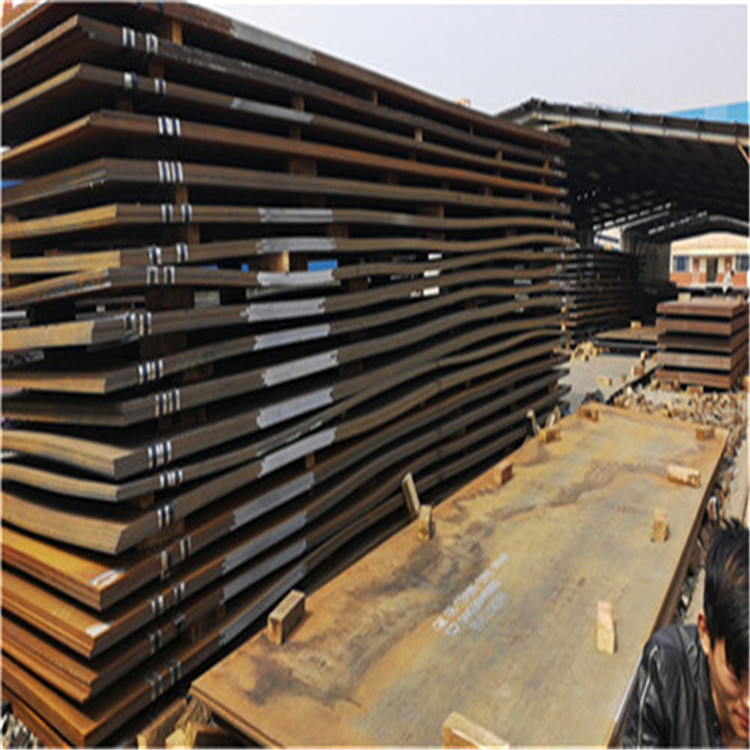
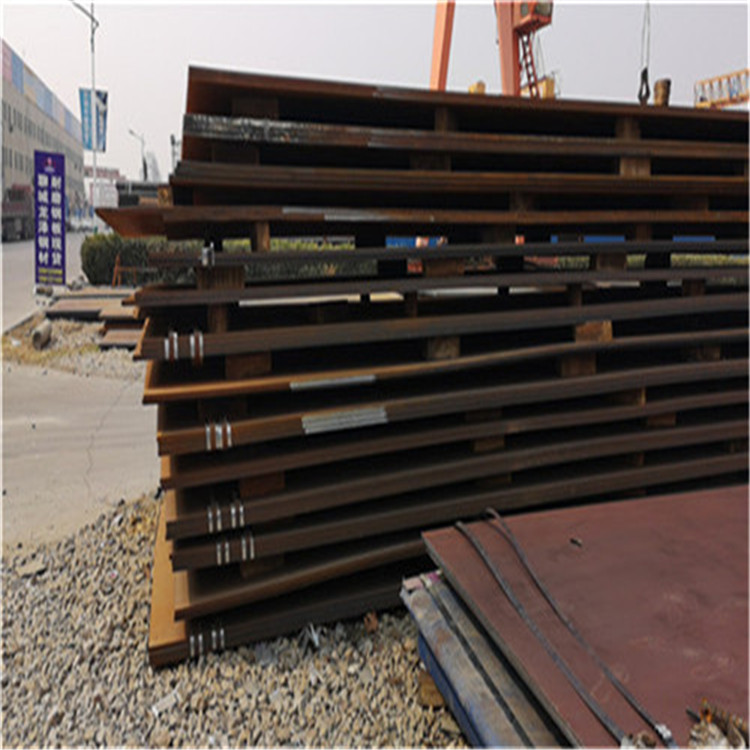
為了給您提供更的新鋼耐磨500耐磨板新價格產品信息,我們上傳了的產品視頻。看視頻,選購不迷路。以下是:青海新鋼耐磨500耐磨板新價格的圖文介紹青海龍澤鋼材有限公司主打商品 耐磨板以專業的技術、優良的信譽及滿意的服務贏得全國各大城市廣大零售和代理經銷商客戶的信任, 經過多年經驗的積累,產品擁有著其穩定的性能和卓越的效果,同時得到了相關權威部門的認證,公司不斷積j i研發新型產品,營造出各種優質、豐富的產品。公司以服務品質z u i優化,使顧客滿意z u i大化。贏得廣大消費者的信賴與追求,所有技術創新的基礎是人才的聚集和培養,多年來我們堅持“以人為本”的經營宗旨,建立了求人,用人,育人,留人的人力資源開發機制,形成了良好的人力資源開發和管理體系,努力打造學習型的組織和富有戰斗力的團隊。經過了多年的研發與實踐,積累了一整套完善的新的產品開發程序,提高了開發效率。
鋼結構橋梁由于其自身的優越性,在橋梁建筑中占據著越來越重要的地位。Z向雙金屬耐磨板具有良好的強度、韌性以及焊接性能,并且要求具有良好的內部質量,在鋼結構橋梁的應用中占據較大的比例。一般,雙金屬耐磨板超聲波探傷不合格的原因是連鑄坯心部偏析,同時耐磨板心部所存在較多的硫化物夾雜,二者共同作用產生心部裂紋,會導致耐磨板探傷不合。 針對探傷不合格,采取的措施有:鋼水純凈度,硫化錳夾雜,控制鋼中夾雜的含量和形態。盡可能降低Q345qDZ25鋼中的硫含量,LF精煉延長軟吹時間5min,更大限度地促進成分的均勻化,將硫化物夾雜的級別降到0級以下。 采用優質鐵水,加強原材料的控制,保證合金清潔干燥,盡可能石灰、保護渣、廢鋼、保溫劑等的吸潮環節;保證鋼包和中間包的烘烤;延長在線吹氬時間和軟吹時間,促進鋼水中的氣體上浮;采用全程保護澆注,澆注溫度、速度等控制在合理范圍內,防止鋼水的二次氧化吸氣;增加RH爐真空精煉工序,降低鋼水中的氫含量。 利用RH爐真空脫氣,鋼中的氫含量。延長鑄坯加熱時間,在一定程度上有助于一次偏析,粗軋階段遵循低速大壓下原則,保證有一道大壓下,增加鑄坯心部的滲透變形,有利于破碎枝晶,可有效減輕雙金屬耐磨板的心部偏析。
堿浸處理堿浸處理分為氧化型堿浸和還原型堿浸。氧化型堿浸又稱鹽浴法,其作用機理為通過堿處理使不銹鋼氧化層中難溶的鐵鉻尖晶石相(FeCr2O4)改質為可溶于堿的CrO3,并由于氧化層結構和體積的變化,氧化層脫落。 還原型堿浸則是通過強還原劑NaH,將氧化層中的鐵、鎳、鉻等難溶性金屬氧化物還原為金屬或低價氧化物,并使氧化層破裂脫落,縮短酸洗時間,提率。氧化型堿浸處理過程中,會產生一定程度的Cr6+污染。還原型堿浸處理可Cr6+污染問題,但是其關鍵原料NaH,國內還無法生產。 目前,國內常用高錳酸氧化型堿浸處理,而國外普遍采用還原型堿浸處理。中性鹽電解中性鹽電解工藝以Na2SiO4水溶液為電解質,碳化鉻耐磨板通過陰極和陽極間的電場,不間斷地變換陰、陽極,通過電流作用去除表面氧化層。 中性鹽電解工藝的作用機理,一是基于氧化層中鉻、錳、鐵的難溶氧化物被氧化為高價可溶的離子,從而使氧化層溶解;一是基于不銹鋼基體中的金屬被氧化為離子,從而使表面附著的氧化層剝落。中性鹽電解工藝是應用為廣泛的一種前處理工藝。
雙金屬耐磨板的預熱溫度750℃焊接電源采用直流正板性,以工件的溫度。焊接電流250A,焊鉗采用自制的水冷式焊鉗。手工電弧焊緣。焊件厚度大于5毫米時,焊前必須預熱,預熱溫度一般在600-740℃左右。用107#雙金屬耐磨板焊接,電源應采用直流反接。 焊接時應當用短弧,鋼板不宜作橫向擺動。鋼板作往復的直線運動,可以改善焊縫的成形。長焊縫應采用逐步退焊法。焊接速度應盡量快些。在焊接時,必須層間的熔渣,且焊接應在通風良好的場所進行。耐磨板焊好后應用平頭錘敲擊焊縫,應力和改善焊縫質量。 手工氬弧焊:在雙金屬耐磨板手工氬弧焊時,采用的鋼板有雙金屬耐磨板201(鋼板)和雙金屬耐磨板202。焊前應對工件焊接邊緣和鋼板表面的氧化膜、油等臟物都必須清理干凈,避免產生氣孔、夾渣等缺陷。清理的方法有機械清理法和化學清理法。 復合耐磨板主要有以下八大性能,下面鑫州具體為大家介紹一下各大性能的特點:適應性好:用軟管半自動或自動全位置焊比較方便,因此利于全位置焊。易摻合金:復合耐磨板可以用鋼帶卷入藥粉摻合金來作成各種不同耐磨鋼板,可更大范圍地代替手工焊和實心鋼板氣保護焊及埋弧焊。
新鋼耐磨500耐磨板新價格,龍澤鋼材(青海省分公司)專業從事新鋼耐磨500耐磨板新價格,聯系人:王經理,電話:【13676381400】、【13676381400】,供應服務范圍覆蓋:青海省 西寧市、海東市、海北市、海南市、海西市、玉樹市、果洛市、黃南市,以下是新鋼耐磨500耐磨板新價格的詳細頁面。