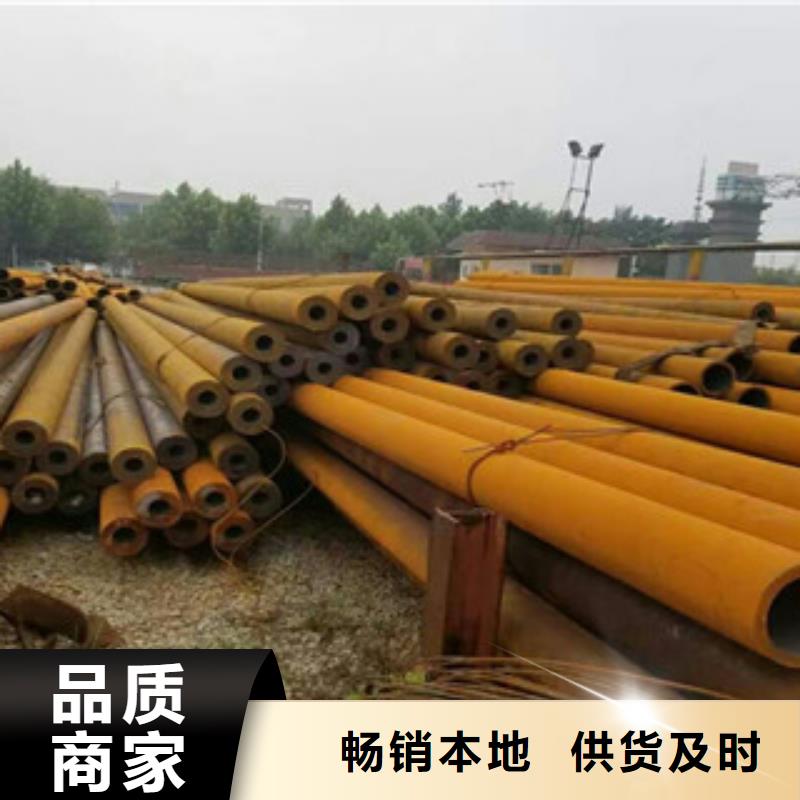

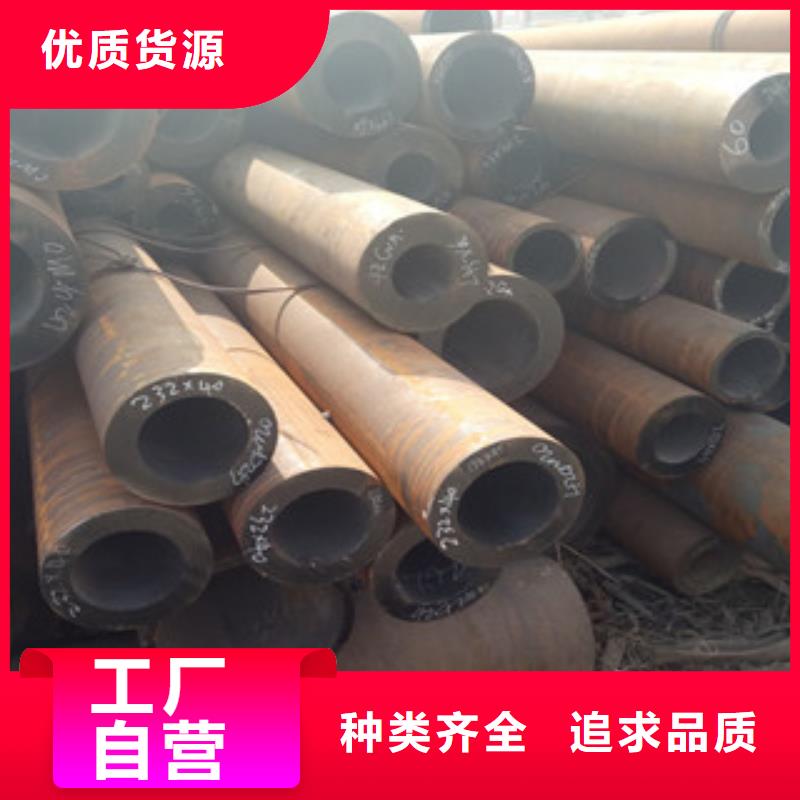
以下是:青海省X52無縫鋼管規格壁厚齊全的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 產品名稱 無縫鋼管 規格 齊全 產地 聊城,天津,無錫,上海 材質 齊全 長度 8-12米 計重方式 噸 是否能加工定制 能 范圍 X52無縫鋼管規格壁厚齊全供應范圍覆蓋青海省 西寧市、海東市、海北市、海南市、海西市、玉樹市、果洛市、黃南市等區域。 【開安】持續拓展產品矩陣,現有黃南球墨鑄鐵管價格實在、果洛球墨鑄鐵管專業品質、西寧球墨鑄鐵管信譽至上、海西球墨鑄鐵管實體廠家、玉樹球墨鑄鐵管選擇我們選擇放心、海北球墨鑄鐵管標準工藝等,滿足不同場景需求。X52無縫鋼管規格壁厚齊全,開安管業(青海省分公司)sdka21166-3為您提供X52無縫鋼管規格壁厚齊全的資訊,聯系人:夏志明,電話:【13562007212】、【13562007212】,供應服務范圍覆蓋青海省 西寧市、海東市、海北市、海南市、海西市、玉樹市、果洛市、黃南市。 青海省 青海省,簡稱“青”,是中華人民共和國省級行政區,省會西寧市;位于中國西北內陸,北部和東部同甘肅省相接,西北部與新疆維吾爾自治區相鄰,南部和西南部與西藏自治區毗連,東南部與四川省接壤,地勢總體呈西高東低,南北高中部低的態勢,位于四大地理區劃的青藏地區;總面積72.23萬平方公里,轄2個地級市、6個自治州;截至2022年末,全省常住人口595萬人。
為了給您提供更的X52無縫鋼管規格壁厚齊全產品信息,我們上傳了的產品視頻。看視頻,選購不迷路。以下是:青海X52無縫鋼管規格壁厚齊全的圖文介紹青海開安管業有限公司位于東昌府區鳳凰工業園百億鋼管物流園A區28號,是一家從事 球墨鑄鐵管制造商與銷售商,感謝您選用青海開安管業有限公司研發、生產的系列品牌產品,我們在服務上推行“全程服務”,即實行售前、售中和售后全過程服務,公司配有經過嚴格培訓的技術人員,隨時為消費者提供快捷、周到的服務。
35crmo無縫管用途很廣泛。一般用途的35crmo無縫管由普通的碳素結構鋼、低合金結構鋼或合金結構鋼軋制,產量多,主要用作輸送流體的管道或結構零件。.2、根據用途不同分三類供應:a、按化學成分和機械性能供應;b、按機械性能供應;c、按水壓試驗供應。按a、b類供應的鋼管,如用于承受液體壓力,也要進行水壓試驗。3、專門用途的無縫管有鍋爐用無縫管、地質用35crmo無縫管及石油用無縫管等多種。
1.建筑類的有:地下管道輸送較多、蓋樓時抽取地下水、鍋爐熱水輸送用等。
2.機械加工、軸承套、加工機械配件等。
3.電氣類的:燃氣輸送、水發電流體管道。
4.風力發電廠防靜電管等。
一種35crmo無縫管的生產工藝 。它包括以下步驟:步驟一,物料準備;步驟二,管坯加熱和斜軋穿孔;步驟三,毛管修整;步驟四,熱擴變形定徑;步驟五,熱處理;步驟六,矯直;步驟七,內磨;步驟八,糾偏;步驟九,外磨;步驟十,探傷檢驗;步驟十一,再精整、終檢和包裝。本發明不但可以在大組距的范圍內生產合金35crmo無縫管,而且投資相對較小,產品質量高,生產效率較高,生產成本較低。35crmo無縫管的主要生產流程 管坯及坯加熱、管坯的穿孔、鋼管的延伸、鋼管的軋制、鋼管定徑與減徑、鋼管的冷卻和精整 或者可以說是 鋼胚的加熱 穿孔 熱扎 酸洗 冷拔 碳燒 切頭 噴標 包裝 成品。
無縫鋼管是中碳結構鋼,冷熱加工機能都不錯,機械機能較好,且價格低、來源廣,所以應用廣泛。它的大弱點是淬透性低,截面尺寸大和要求比較高的工件不宜采用。
無縫鋼管淬火溫度在A3+(30~50) ℃,在實際操縱中,一般是取上限的。偏高的淬火溫度可以使工件加熱速度加快,表面氧化減少,且能進步工效。為使工件的奧氏體平均化,就需要足夠的保溫時間。假如實際裝爐量大,就需適當延長保溫時間。不然,可能會泛起因加熱不平均造成硬度不足的現象。但保溫時間過長,也會也泛起晶粒粗大,氧化脫碳嚴峻的弊病,影響淬火質量。我們以為,如裝爐量大于工藝文件的劃定,加熱保溫時間需延長1/5。
由于無縫鋼管淬透性低,故應采用冷卻速度大的10%鹽水溶液。工件入水后,應該淬透,但不是冷透,假如工件在鹽水中冷透,就有可能使工件開裂,這是由于當工件冷卻到180℃左右時,奧氏體迅速轉變為馬氏體造成過大的組織應力所致。因此,當淬火工件快冷到該溫度區域,就應采取緩冷的方法。因為出水溫度難以把握,須憑經驗操縱,當水中的工件抖動休止,即可出水空冷(如能油冷更好)。另外,工件入水宜動不宜靜,應按照工件的幾何外形,作規則運動。靜止的冷卻介質加上靜止的工件,導致硬度不平均,應力不平均而使工件變形大,甚至開裂。
無縫鋼管調質件淬火后的硬度應該達到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然,就說明工件未得到完全淬火,組織中可能泛起索氏體甚至鐵素體組織,這種組織通過回火,仍舊留存在基體中,達不到調質的目的。
無縫鋼管淬火后的高溫回火,加熱溫度通常為560~600℃,硬度要求為HRC22~34。由于調質的目的是得到綜合機械機能,所以硬度范圍比較寬。但圖紙有硬度要求的,就要按圖紙要求調整回火溫度,以保證硬度。如有些軸類零件要求強度高,硬度要求就高;而有些齒輪、帶鍵槽的軸類零件,因調質后還要進行銑、插加工,硬度要求就低些。關于回火保溫時間,視硬度要乞降工件大小而定,我們以為,回火后的硬度取決于回火溫度,與回火時間關系不大,但必需回透,一般工件回火保溫時間總在一小時以上。
二、冷擠壓技術的特點
1.擠壓零件尺寸準確表面光潔:目前我國研制的冷擠壓件一般尺寸精度可達8~9級,若采用理想的潤滑,其精度僅次于精拋光表面。因此用冷擠壓方法制造的零件,一般不需要再加工,少量的只需精加工(磨削)。
2.節約原材料:冷擠壓件材料利用率通常可以達到80%以上。如解放牌汽車活塞銷動切削加工材料利用率為43.3%,而用冷擠壓時材料利用率提高到92%;又如萬向節軸承套改用冷擠壓后,材料利用率由過去的27.8%提高到64%。可見,采用冷擠壓方法生產機械零件,可以節約大量鋼材和有色金屬材料。
3.生產率高:用冷擠壓方法生產機械零件的效率是非常高的,特別是生產批量大的零件,用冷擠壓方法生產可比切削加工提高幾倍、幾十倍、甚至幾百倍。例如,汽車活塞銷用冷擠壓方法比用切削加工制造提高3.2倍,目前又用冷擠壓活塞銷自動機,使生產率進一步提高。一臺冷擠壓自動機的生產率相當于100臺普通車床或10臺四軸自動車床的生產率。
4.可加工形狀復雜的零件:如異形截面、內齒、異形孔及盲孔等,這些零件采用其它加工法難以完成,用冷擠壓加工卻十分方便。
5.冷擠壓件強度高、剛性好而重量輕:由于冷擠壓采用金屬材料冷變形的冷作強化特性,即擠壓過程中金屬毛坯處于三向壓應力狀態,變形后材料組織致密、且具有連續的纖維流向,因而制件的強度有較大提高。這樣就可用低強度材料代替高強度材料。例如過去采用20Cr鋼經切削加工制造解放牌活塞銷,現改用20號鋼經冷擠壓制造活塞銷,經性能測定各項指標,冷擠壓法高于切削加工法制造活塞銷。
這表明用冷擠壓加工活塞銷可用20號鋼代替20Cr鋼。
從以上特點,可以看出,冷擠壓技術與目前各種加工方法比較,具有突出的優越性。這就為冷擠壓代替切削加工、鍛造、鑄造和拉深工藝來制造機器零件,開辟了一條廣闊的道路。
選購X52無縫鋼管規格壁厚齊全來青海省找開安管業(青海省分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:夏志明-【13562007212】,地址:[東昌府區鳳凰工業園百億鋼管物流園A區28號]。