


以下是:黔東南市榕江縣無縫鋼管工廠的產品參數
產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 無縫鋼管工廠供應范圍覆蓋貴州省、黔東南市、榕江縣、凱里市、黃平縣、施秉縣、三穗縣、鎮遠縣、岑鞏縣、天柱縣、錦屏縣、劍河縣、黎平縣、從江縣、雷山縣、麻江縣、丹寨縣等區域。 【亞華】持續拓展產品矩陣,現有丹寨無縫鋼管商家、天柱無縫鋼管專心專注專業、錦屏無縫鋼管廠家直營、三穗無縫鋼管規格齊全實力廠家、黎平無縫鋼管供應商、雷山無縫鋼管品質過硬等,滿足不同場景需求。無縫鋼管工廠,亞華鋼管(黔東南市榕江縣分公司)lcsyhgg323-3為您提供無縫鋼管工廠的資訊,聯系人:胡經理,電話:【15066480076】、【15066480076】,供應服務范圍覆蓋貴州省、黔東南市、榕江縣、凱里市、黃平縣、施秉縣、三穗縣、鎮遠縣、岑鞏縣、天柱縣、錦屏縣、劍河縣、黎平縣、從江縣、雷山縣、麻江縣、丹寨縣。 貴州省,黔東南苗族侗族自治州,榕江縣 榕江縣,舊稱古州,為江南八百州之一。清,置古州廳。民國二年(1913年),廢古州廳,置榕江縣。1956年,劃入黔東南苗族侗族自治州。1959年,榕江、從江并縣,建榕江縣。1961年,榕江、從江兩縣分設。是重點生態功能區、紅色革命老區、革命文物保護利用片區分縣、中國侗族語音標準音所在地、“互聯網+”農產品出村進城工程試點縣、全國農業標準化示范區、生態示范區、優質柑橘生產基地縣、貴州旅游優先發展區、全國文化先進縣、貴州體操之鄉、貴州省十大林業縣之一、中國原生態錫利貢米之鄉、貴州區域性支點城市、對接融入粵港澳大灣區“橋頭堡”主陣地。錫利貢米、榕江小香雞、榕江葛根、塔石香羊列為地理標志保護產品,2020年11月,貴州省人民政府批準榕江縣退出貧困縣序列。2021年8月,被鄉村振興局列為鄉村振興重點幫扶縣。
不要滿足于簡單的文字描述,點擊我們的無縫鋼管工廠產品視頻,讓每一個細節都躍然屏上,為您帶來前所未有的視覺體驗。
以下是:黔東南榕江無縫鋼管工廠的圖文介紹
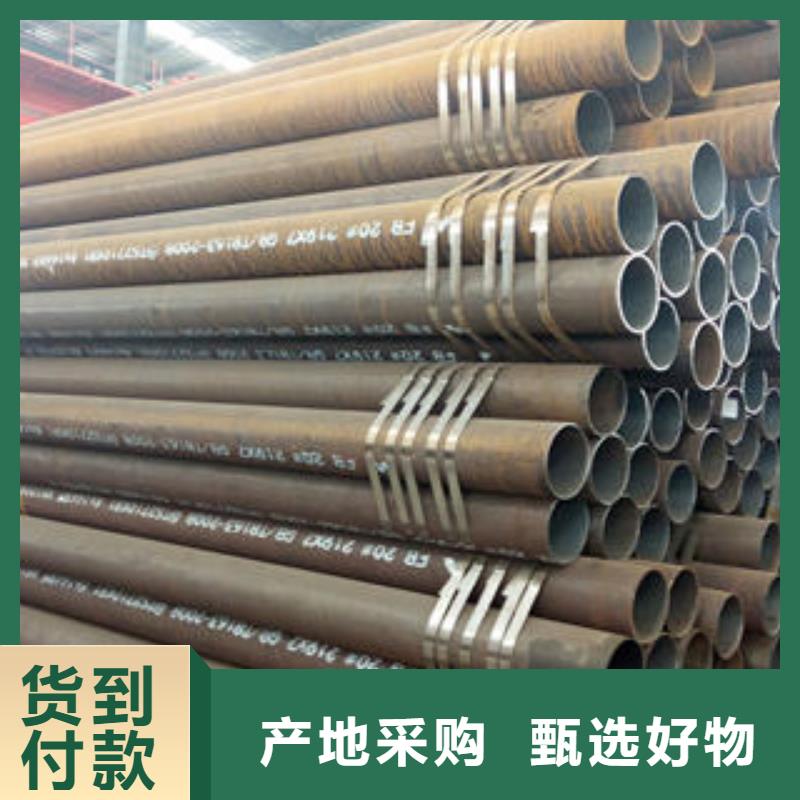
無縫鋼管工藝流程圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記焊縫余高鋼管壁厚不大于 12.5mm 時,焊縫余高不大于 3.0mm;鋼管壁厚大于 12.5mm 時,焊縫余高不大于 3.5mm。公稱外徑不大于 168.3mm 的鋼管,應平直或按供需雙方協 議規定的彎曲度指標;
公稱外徑大于 168.3mm 的鋼管,彎曲度不大于鋼管全長的 0.2%。管端壁厚大于4mm的鋼管,管端可加工坡口 30°+5°0°,留根1.6mm±0.8mm,管端斜度小于或等于 5mm。
厚壁管件在實際選用或使用時,首先必須遵循相應法規及規范內的各項規定,特別是輸送極度或高度危害流體介質、易燃介質以及高壓氣體等管道的場合。在這前提下,主要依據用途和使用條件(壓力、溫度、流體介質)來確定管件的種類。
實際配管工程中使用的管件的結構型式,除了上述介紹的以外,還有其他多種結構形式的管件,用以滿足各種不同工況條件、特別是特殊工況的要求。在工程設計或選用時,管件的強度等級越高,性越高,但工程的費用成本也越大,會造成不必要的浪費。
從經濟效益上考慮,在滿足工程設計要求的同時,盡可能降低成本,卻往往容易形成選用的管件總體上出現少量多品種的結果,從而不利于現場施工材料的管理、調控以及設計變更需要的材料代用等。 因此,管件的選用,應綜合性和經濟性,盡可能減少管件的品種為宜。此外,現場施工的條件、施工的水平,管件的采購周期等因素,也應在管件選用中引起必要的重視。具體情況下,也應考慮采用加強管接頭、斜接彎管以及小口徑管子的現場彎曲加工等的可能性。同時,對于管件生產廠的生產能力和產品,市場供應情況的了解也很有必要。
國內管件標準不健全、不配套管件標準應包括管件的型式參數標準與管件材料標準。但材料標準中或是規定不全,或是缺乏諸如汀貨要求、檢驗及組批規則、質量證明等方面的質量技術要求。管件材料標準配套性差,往往從各自的立場、角度,而不是從壓力管道整個標準體系出發來制訂。工程中的選用,管材標準有,但無相應的鍛件或鑄件標準。現實是管件鍛件標準借用壓力容器的鍛件標準,沒有考慮兩者的差異,如焊接、拍片檢驗等規定。管件標準水平千差萬別,內容缺乏一致與系統性,以至銜接出現矛盾,造成使用上的不便。
熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗,后貼上標簽、進行規格編排后放置到到倉庫當中。
圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管的規格用外徑*壁厚毫米數表示。
熱軋無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋無縫鋼管外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。
一般用無縫鋼管是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合結鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。
熱軋,顧名思義,軋件的溫度高,因此變形抗力小,可以實現大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230mm左右,而經過粗軋和精軋,終厚度為1~20mm。同時,由于鋼板的寬厚比小,尺寸精度要求相對低,不容易出現板形問題,以控制凸度為主。對于組織有要求的,一般通過控軋控冷來實現,即控制精軋的開軋溫度、終軋溫度.圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。
無縫管按生產方式可分為熱軋、焊接和冷加工三類。熱軋無縫管是將實心的管坯或鋼錠穿孔并軋制成空心斷面的鋼管,基本工序是穿孔和軋管。冷加工無縫管是鋼管的二次加工。冷加工是獲得高精度、高性能管材的重要方法,包括冷軋、冷拔、冷張力減徑和冷旋壓等。高合金鋼種用擠色金屬無縫管以擠壓方式生產為主。
無縫管的原料是圓管坯,:鋼坯被送入熔爐內加熱,溫度大約為 1200 攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題,圓管坯出爐后要經過壓力穿孔機進行穿空,一般較常見的穿孔機是錐形輥穿孔機。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成無縫管管。無縫管內徑由定徑機鉆頭的外徑長度來確定。撫順后壁無縫管如何分類
通過噴水冷卻,鋼管經冷卻后,就要被矯直。鋼管經矯直后由傳送帶送至金屬探傷機進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。無縫管質檢后還要通過嚴格的手工挑選。無縫管質檢后,用油漆噴上編號、規格、生產批號等
無縫管生產工藝簡單,生產效率高,品種規格多,設備資少,但一般強度低于無縫管。無縫管按焊縫的形式分為直縫焊管和無縫管。按生產方法分類:工藝分類-電弧焊管,電阻焊管,(高頻,低頻)氣焊管,爐焊管。直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。無縫管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。
直縫管相比,焊縫長度增加30~,而且生產速度較低。較小口徑的焊管采用直縫焊,大口徑焊管則多采用螺旋焊;按鋼管端部形狀分為圓形焊管和異型(方、矩型等)焊管;按材質和用途不同分為礦用流體輸送無縫管、低壓流體輸送用鍍鋅無縫管、帶式輸送機托輥電焊鋼管等。無縫管采用雙面自動埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。
黔東南榕江亞華鋼管有限公司位于匯通物流園C區303,主要生產銷售 無縫鋼管等產品。我們始終堅持以客戶為先,客戶至上的服務宗旨,盡力為客戶提供便利,竭誠為廣大新老客戶服務。我公司本著做商先做人的態度,全心全意為客戶服務,努力做到質量好,效率高,價格優,服務棒。 公司以良好的企業文化氛圍為主流,樹立務實、嚴謹、誠信的敬業精神,實行科學規范化管理,細化量化操作環節,推行崗位責任制。公司本著“市場為海,質量作帆”的經營理念和“和諧、關愛、發展、共存”的企業人文精神,真誠為新老客戶提供好的產品和售后服務。
無縫鋼管工廠_亞華鋼管(黔東南市榕江縣分公司),固定電話:【15066480076】,移動電話:【15066480076】,聯系人:胡經理,匯通物流園C區303。









