

以下是:無縫鋼管廠家低價走貨的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 產品名稱 無縫鋼管 規格 齊全 產地 聊城,天津,無錫,上海 材質 齊全 長度 8-12米 計重方式 噸 是否能加工定制 能 無縫鋼管廠家低價走貨,開安管業有限公司(榕江分公司)為您提供無縫鋼管廠家低價走貨產品案例,聯系人:夏志明,電話:13562007212、13562007212,QQ:810507637,發貨地:東昌府區鳳凰工業園百億鋼管物流園A區28號。 貴州省,黔東南苗族侗族自治州,榕江縣 2022年,榕江縣地區生產總值92.98億元,比2021年增長2.7%。
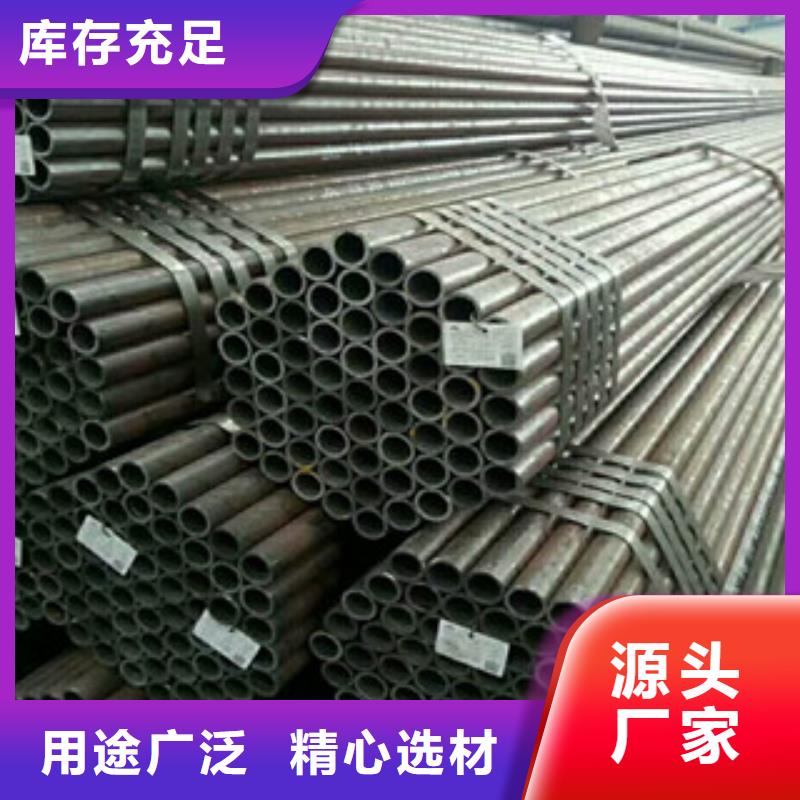
想要更深入地了解我們的無縫鋼管廠家低價走貨產品?那么請觀看我們制作的視頻,它比任何文字描述都更具體、更生動。以下是:無縫鋼管廠家低價走貨的圖文介紹
黔東南榕江開安管業有限公司的目標是:向我們的用戶提供高價值服務,每一個售后服務員工應優先考慮用戶的利益。
如果您對我們的 球墨鑄鐵管產品感興趣,請聯系我們,我們會用優質的 球墨鑄鐵管產品和誠摯的服務贏得您的滿意!
冷擠壓就是把金屬毛坯放在冷擠壓模腔中,在室溫下,通過壓力機上固定的凸模向毛坯施加壓力,使金屬毛坯產生塑性變形而制得零件的加工方法。
一、基本類型
1.正擠壓:正擠壓時,金屬的流動方向與凸模的運動方向一致。正擠壓可以制造各種形狀的實心件和空心件。
2.反擠壓:反擠壓時,金屬的流動方向與凸模的運動方向相反。反擠壓可以獲得各種形狀的杯形件。
3.復合擠壓:擠壓時,毛坯一部分金屬流動方向與凸模運動方向相同,而另一個部分金屬流動方向與凸模運動方向相反。復合擠壓可制得各種杯、桿、筒零件。
4.徑向擠壓;擠壓時,金屬的流動方向與凸模運動方向相垂直。徑向擠壓又可分為向心擠壓和離心擠壓,徑向擠壓用來制造斜齒輪、花鍵盤等零件。
5.鍛壓:鐓壓時,金屬毛坯徑向向外流動。鐓壓用于制造帶法蘭的軸類零件或凸緣的杯形零件。
正擠壓、反擠壓與復合擠壓是冷擠壓技術中應用廣泛的三種方法。它們的金屬流動方向與凸模的軸線平行。因此,有不少資料上又稱這三種方法為軸向擠壓。如前所述,軸向擠壓可以制得各種實心和空心零件,如球頭銷、梭心殼、彈殼等。徑向擠壓是近十幾年才發展起來的,主要用于通訊器材的號碼盤、自行車的花鍵盤等。
以上是幾種基本的冷擠壓變形方式,隨著冷擠壓技術的發展,有時還將冷體積模鍛等歸屬為冷擠壓。
冷擠壓無論在汽車、拖拉機、軸承、電訊器材、儀表等機電制造中,還是在自行車、縫紉機等輕工業中,以及國防工業系統中都有廣泛的應用,這是因為它具有明顯的優點。
開安管業有限公司
合金鋼管的焊接工藝評定試驗結果
試驗方案 拉伸試驗 彎曲試驗 沖擊韌性試驗aky(J/cm2)
抗拉強度δb/Mpa 斷裂部位 彎曲角度 面彎 背彎 焊縫 熔合線 熱影響區(HAZ)
方案Ⅰ 550/530 母材 50。 合格 合格 84.8 162 135.6
方案Ⅱ 525/520 母材 50。 合格 合格 79.4 109.2 96.7
從拉伸試驗結果可知,兩種方案的拉伸試樣全部斷在母材,說明焊縫的抗拉強度高于母材;彎曲試驗全部合格,說明焊縫的塑性較好。根據表5中的沖擊韌性試驗結果可知,方案Ⅰ的沖擊韌性明顯高于方案Ⅱ,證明方案Ⅰ的焊后熱處理規范比較理想,高溫回火不僅達到了改善接頭組織和性能目的,而且使韌性與強度配合適當。從室溫機械性能結果可知,所的兩種焊接工藝方案均可用于現場施工。方案Ⅰ采用了與母材成分接近的焊條,焊縫性能同母材匹配,焊縫應具有較高的熱強性,焊縫在高溫下長期使用不易破壞。難點是焊后熱處理規范較為嚴格,回火溫度和保溫時間及加熱和冷卻速度控制不當反而會引起焊縫性能下降。方案Ⅱ采用了奧氏體不銹鋼焊條施焊,雖然可以省去焊后熱處理,但由于焊縫與母材膨脹系數不同,長期高溫工作時可發生碳的擴散遷移現象,容易導致焊縫在熔合區發生破壞。因此,從使用可靠性考慮,現場采用方案Ⅰ施焊更為穩妥。
在黔東南市榕江縣采購無縫鋼管廠家低價走貨請認準開安管業有限公司(榕江分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:夏志明-13562007212,QQ:810507637,地址:東昌府區鳳凰工業園百億鋼管物流園A區28號)。







