
以下是:西藏山南市新余耐磨500耐磨板現貨商現貨的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 NM500耐磨板 產地 聊城 規格 齊全 類型 耐磨板 顏色 黑色 品牌 龍澤耐磨板 型號 齊全 可定制 是 范圍 新余耐磨500耐磨板商供應范圍覆蓋西藏、拉薩市、昌都市、阿里市、林芝市、那曲市、日喀則市、山南市 乃東區、扎囊縣、貢嘎縣、桑日縣、瓊結縣、曲松縣、措美縣、洛扎縣、加查縣、隆子縣、錯那市、浪卡子縣等區域。 【龍澤】業務覆蓋多元場景,提供以下產品和服務:措美耐磨板廠家案例、隆子耐磨板規格齊全、那曲耐磨板專注品質、阿里耐磨板好產品好服務、林芝耐磨板現貨實拍、拉薩耐磨板多年廠家可靠、日喀則耐磨板品質有保障、昌都耐磨板品質優良等。在西藏山南市采購新余耐磨500耐磨板現貨商現貨請認準龍澤鋼材(山南市分公司)sdlz965-3,品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,供應服務范圍覆蓋西藏、拉薩市、昌都市、阿里市、林芝市、那曲市、日喀則市、山南市 乃東區、扎囊縣、貢嘎縣、桑日縣、瓊結縣、曲松縣、措美縣、洛扎縣、加查縣、隆子縣、錯那市、浪卡子縣,讓您購買到更加實惠、更加可靠的產品。(聯系人:王經理)。 西藏自治區,山南市 山南市,史稱“雅礱”,是西藏自治區下轄地級市。位于東經90°14"至94°22"、北緯27°08"至29°47"之間,地處青藏高原岡底斯山至念青唐古拉山脈以南的雅魯藏布江中下游,北接西藏首府拉薩市,西與日喀則市毗鄰,東與林芝市相連,南與印度、不丹兩國接壤,面積79090平方千米,約占中國西藏自治區總面積的十五分之一。山南市擁有600多千米長的邊界線,南面與不丹國接壤,具有重要的戰略位置,是中國的西南邊陲。
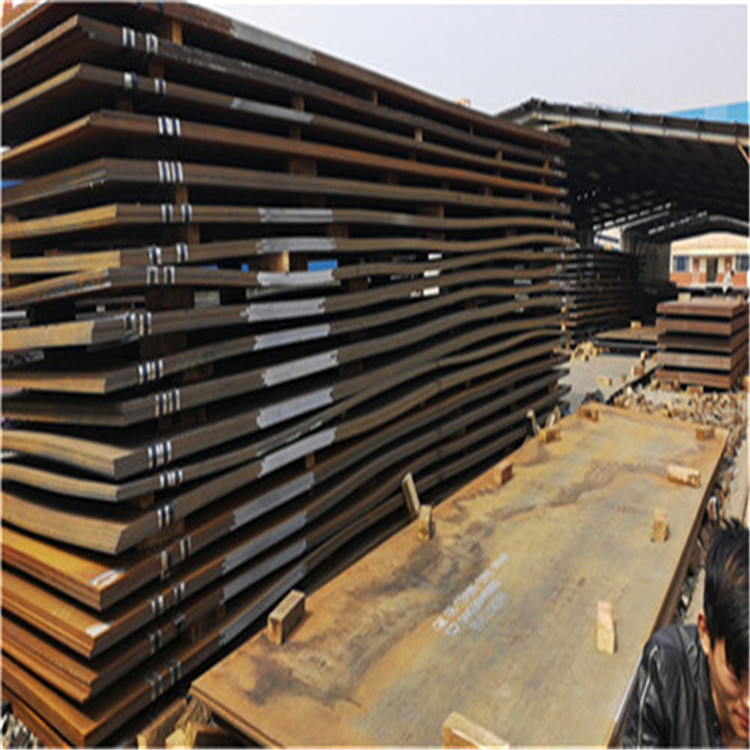
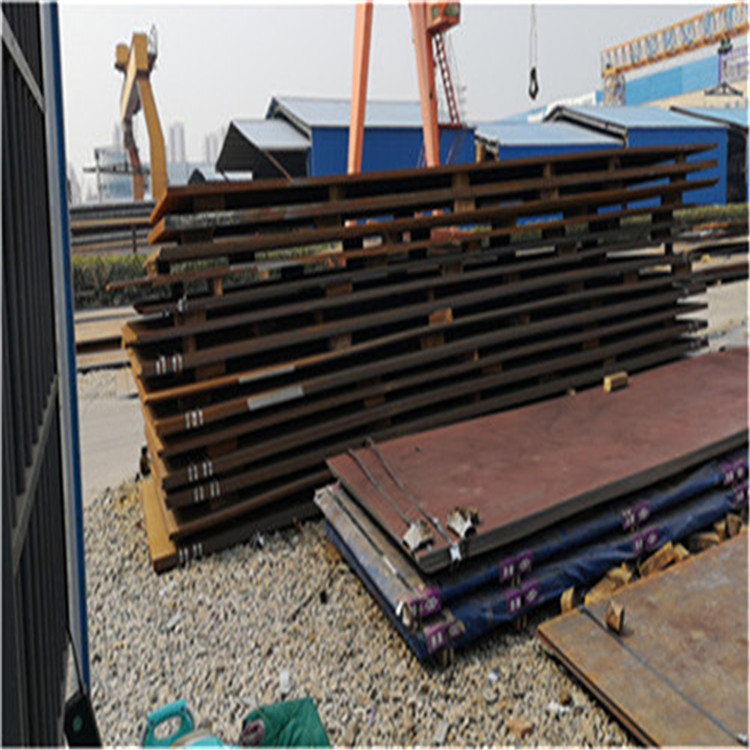
為了給您提供更的新余耐磨500耐磨板現貨商現貨產品信息,解鎖新余耐磨500耐磨板現貨商現貨產品新體驗,視頻帶你玩轉每個細節!以下是:西藏山南新余耐磨500耐磨板現貨商現貨的圖文介紹
冷拉率測定控制要求:以冷拉率控制耐磨襯板冷拉時,控制值要由試驗確定。試驗測定時要求:同爐同批的測定試件,不能少于4個,每個試件都要按規范劃定的冷拉應力測定相應的冷拉率,并取試件的均勻值作為該爐該批鋼板的實際冷拉率。 假如鋼板強度偏高,均勻的冷拉率低于1%時,在冷拉時,仍要按1%的冷拉率控制。不同爐批的冷拉控制:對于混雜,分不清爐批的鋼板,冷拉時,不能用冷拉率控制,而且要冷拉多塊連接的鋼板,每塊的冷拉率和控制應力都要符合規范劃定。 冷拉速度控制:要使鋼板充分變形,就要適當控制冷拉速度,一般以0.55為宜。同時要求,冷拉到劃定的應力和冷拉率以后,隨即停拉23以后,再放松鋼板,結束冷拉,以給鋼板充分變形的時間。冷拉控制方法:冷拉時只用冷拉率或者冷拉應力控制叫單控,冷拉時冷拉率和冷拉應力同時應用,稱為雙控。 采用單控,施工簡樸利便。但對于材質不平均的耐磨襯板,不可能逐塊試驗冷拉質量得不到保證。雙控方法可以避免上述題目。冷拉時,對于控制應力已經達到,冷拉率沒有超過答應值的,可以以為合格。但是,假如冷拉率已經達到,而冷拉應力還達不到控制應力,這種鋼板要降低強度使用。
西藏山南龍澤鋼材有限公司位于匯通國際金屬物流園A區304室。 本公司主要生產: 耐磨板,產品暢銷29個省(市、自治區),深受廣大用戶的信賴。 “誠信、務實、創新、發展”,在歷經了無數次的考驗,面對市場危機帶來的嚴峻挑戰,我們公司決策層大智大勇,果斷出擊,在產品的品質,售前、售中、售后服務網絡等方面推陳出新不斷升級,使我們公司的規模進一步壯大,我們公司產品銷量穩步上升。良好的市場網絡源于“以品質為基本依托,以品牌為價值認同,以誠信廣結商盟”。同時,又是我們公司開拓市場和維護品牌的宗旨。現在,我們的銷售網絡遍布全國各大城市,并與國外數家公司建立了長期貿易合作關系。 一直以來,我們都秉承“平等、合作、共同發展的商業原則”,愿與國內外同行攜手共為振興中國做出貢獻。 公司秉承誠信合作、創新共贏的經營理念,堅持質量為本,顧客至上,優質服務為宗旨,公司愿與各界朋友真誠合作共創美好未來!
內襯復合耐磨板之間可以采用焊接。焊接工藝可參照GB/T13148-1991耐磨復合鋼板焊接條件。也可參照JB/T4790-2000鋼制壓力容器焊接規程附錄A。耐磨復合鋼焊接規程。采用手工電弧焊;對要求較高的焊縫可以采用鎢極氬弧焊打底,在接近碳鋼部位用手工電弧焊,或者全部采用鎢極氬弧焊。 采用鎢極氬弧焊時,焊絲采用同E309相同成分的A302焊絲。復合耐磨板焊前應采用機械方法及,焊縫表面和焊接坡口兩側至少各20mm范圍內的油污、銹跡、金屬屑、氧化膜及其他污物。焊接設備應滿足焊接工藝要求,并符合有關設備標準的規定。 采用手工電弧焊時采用直流電焊機。先焊復材(不銹鋼板),再焊過渡層,后焊基材(碳鋼板)。復材焊縫表面應盡可能與復材表面保持平整、光順。焊接過渡層時,要在保證熔合良好的前提下,盡量基材金屬的熔入量,即降低熔和比。 為此應采用較小直徑的焊條或焊絲,及較小的焊接絲能量。對接焊縫的余高應不大于5mm。焊后應仔細清理復合耐磨板焊件表面的焊渣、焊瘤飛濺物及其他污物。必要時應對焊縫進行局部修整。焊后清理完畢,應在基材焊縫附近的明顯部位打上焊工印記以便日后考查。
sdlz
不合格雙金屬耐磨板全厚度組織差別較大,并且靠近下表面出現魏氏組織是造成耐磨板斷后伸長率不合格的另一個原因。一般通過連鑄工藝參數,采取有效的動態輕壓下、合理的二冷制度和過熱度等措施,可減輕鑄坯中心偏析。 影響碳化鉻耐磨板質量的三大要素主要是:原材料、模具設備、加工成型工藝。下面我們來一一介紹:原材料是核心在耐磨板的生產原料的核心是分子量,理論上講,原料的分子量越高,耐磨性越好。但作為耐磨板道而言,還要考慮其它力學性能指標,考慮其長期使用的性。 因此分子量高的原料不一定能生產出來綜合性能好的碳化鉻耐磨板,這就要看模具設備、加工成型工藝了。目前碳化鉻耐磨板加工還沒有標準化,各生產廠家差別很大。主要是模具結構和工藝控制上。因此生產出的耐磨板的表面上看不出來不同,但指標差距很大。 這里經驗性的東西還占有比較大的比重。超高分子量聚板道的原料擠出時呈彈性體,流動性為零,不好擠出。目前擠出機的核心結構是螺筒開全交通槽,螺桿淺螺紋,小螺升角;其理論核心是盡量加大螺桿推力,原料與料筒、螺桿的粘結。
選購新余耐磨500耐磨板現貨商現貨來西藏山南市找龍澤鋼材(山南市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:王經理,地址:[匯通國際金屬物流園A區304室]。