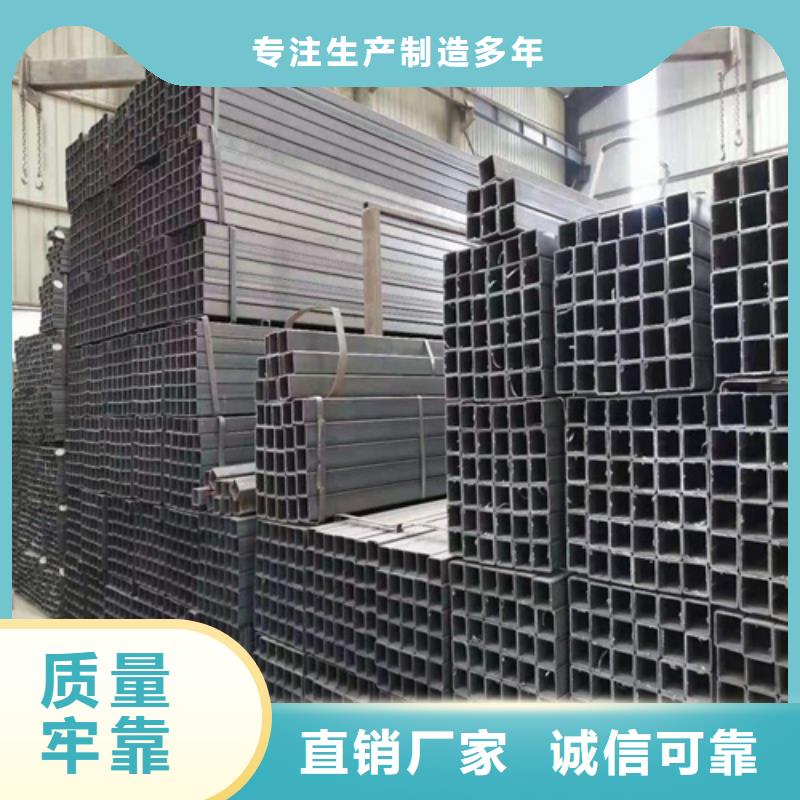
以下是:山東省泰安市鍍鋅方管廠家客戶信賴的廠家的產品參數
想要一睹鍍鋅方管廠家客戶信賴的廠家產品的風采嗎?別猶豫,我們的視頻將帶您領略產品的每一個精彩瞬間,從細節中感受品質,從畫面中捕捉魅力。
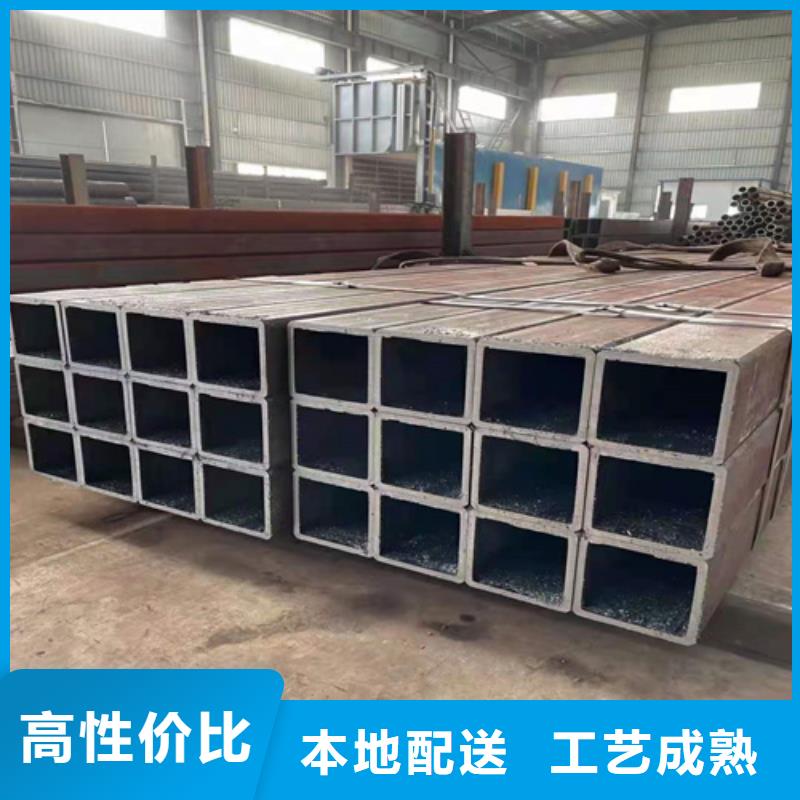
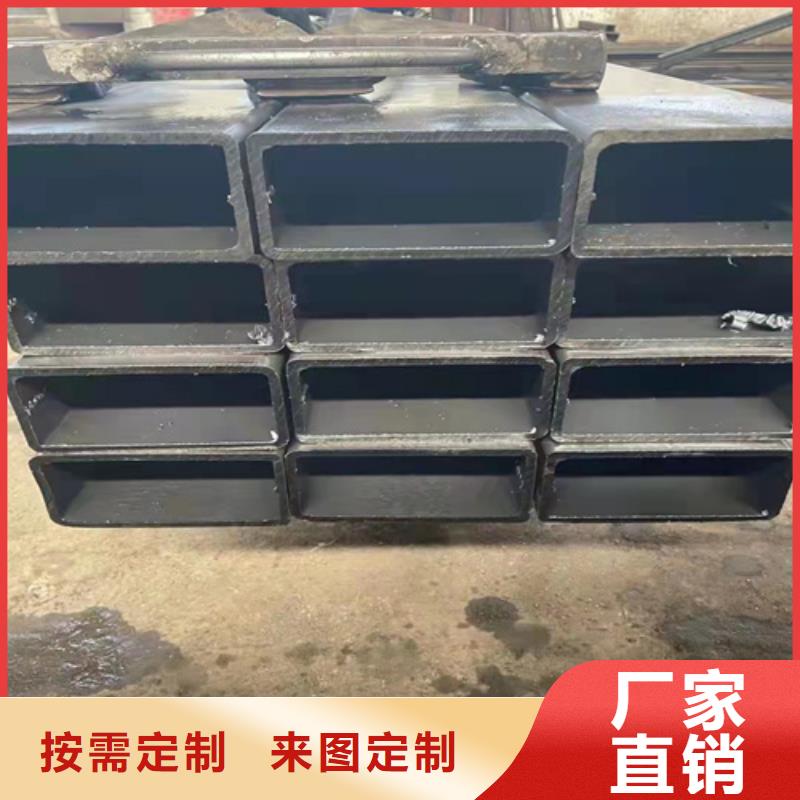
以下是:山東泰安鍍鋅方管廠家客戶信賴的廠家的圖文介紹


造成方管的焊縫容易產生氣孔的因素: 大家都知道,焊縫的好壞決定了方管質量的優劣,一旦方管焊縫產生氣孔,那不僅影響管道焊縫致密性,造成管道泄漏,而且會成為腐蝕的誘發點,嚴重降低焊縫強度和韌性。一般來說焊劑中的水分、污物、氧化皮和鐵屑,焊接的成份及覆蓋厚度,鋼板的表面質量以及鋼板邊板處理,焊接工藝及鋼管成型工藝等都可能是焊縫產生氣孔的原因。所以,在焊接時,焊接溫度高,則使焊縫過燒,形成穿孔,含有適量的CaF2和SiO2時,會反應吸收大量的H2,生成穩定性很高且不溶于液態金屬的HF,從而可以防止氫氣 孔的形成;焊縫的成型系數過小,焊縫的形狀窄而深,氣體和夾雜物不容易浮出,易形成氣孔和夾渣;直縫方管 鋼板板邊應設置鐵銹和毛刺裝置,以減少產生氣孔的可能。焊接溫度是影響焊縫質量的關鍵參數,裝置的位置安裝在銑邊機和圓盤剪后,裝置的結構是一邊2個上下位置可調整間隙的主動鋼絲輪,上下壓緊板邊;焊劑的堆積厚度一般為25-45mm,焊劑顆粒度大、密度小時堆積厚度取值,反之取小值;大電流、低焊速堆積厚度取值,反之取小值,此外,夏天或空氣濕度大時,回收的焊劑應烘干后再使用;為了減少磁偏吹的影響,應使工件上焊接電纜的連接位置僅可能遠離焊接終端,避免部分焊接電纜在工件上產生次級磁場;應適當降低焊接速度或增大電流,從而延遲焊縫熔池金屬的結晶速度,以便于氣體逸出,同時,如果帶鋼遞送位置不穩定,應及時進行調整,杜絕通過頻繁微調前橋或后橋維持成型,造成氣體逸出困難;為避免開卷矯平脫落的氧化鐵皮等雜物進入成型工序,應設置板面清掃裝置。



“天天都是 3.15”是我們始終遵循的宗旨,堅持以質量求生存、品質求發展,不斷開拓創新。通洋金屬制品(泰安市分公司)全體員工以“再鑄輝煌”為精神動力與社會各界同仁攜手共創 方管天地,歡迎新老客戶蒞臨我公司參觀指導。


一般鋼材市場上常見的,出現頻率多的,使用率高的是鍍鋅方管(熱鍍鋅方管),但是現在出現了一個新的名詞,鍍鋅帶方管,那么他們兩有什么區別呢?下面小編就帶大家一起了解一下:首先鍍鋅方管是一種具以熱軋或冷軋鍍鋅帶鋼或鍍鋅卷板為坯料經冷彎曲加工成型后再經高頻焊接制成的方形截面形狀尺寸的空心方形的截面型鋼鋼管;或將事先做好的冷彎空心型鋼管再經熱浸鍍鋅加工而成的鍍鋅。 而鍍鋅帶方管是用鍍鋅帶鋼加工一次成型、防腐的時間沒有熱鍍鋅的時間長、熱鍍鋅的是黑方管加工出來的。在到鍍鋅方管廠家去鍍鋅。經過1000度高溫,一般壁厚比較薄的不做熱鍍鋅。 還有就是質量和分類上的差別,鍍鋅方管可以加工成冷熱鍍鋅方管,而鍍鋅帶方管不能做成熱鍍鋅方管的,因為它的壁厚比較薄,所以鍍鋅方管價格要比鍍鋅帶方管價格高出很多。



鍍鋅方管是一種以熱軋或冷軋鍍鋅帶鋼或鍍鋅卷板為坯料經冷彎曲加工成型后再經高頻焊接制成的方形截面形狀尺寸的空心方形的截面型鋼鋼管,或將事先做好的冷彎空心型鋼管再經熱浸鍍鋅加工而成的鍍鋅方矩管。鍍鋅方管計算重量公式是什么呢?下面小編給您介紹一下: 鍍鋅方管計算重量 鍍鋅方管計算重量公式是:4x壁厚x(邊長-壁厚)x7.85 其中,邊長和壁厚都以毫米為單位,直接把數值代入上述公式,得出即為每米方管的重量,以克為單位。 如30x30x2.5毫米的鍍鋅方管,按上述公式即可算出其每米重量為:4x2.2x(30-2.5)x7.85=2158.75克,即約2.16公斤。 鍍鋅方管計算重量公式中,當壁厚和邊長都以毫米為單位時,4x壁厚x(邊長-壁厚)算出的是每米長度鍍鋅方管的體積,以立方厘米為單位,再乘以鐵的比重每立方厘米7.85克,得出即為每米方管以克為單位的重量。

您是想要在山東省泰安市采購高質量的鍍鋅方管廠家客戶信賴的廠家產品嗎?通洋金屬制品(泰安市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的鍍鋅方管廠家客戶信賴的廠家產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:李先生,地址:《東昌府區匯通國際金屬物流園》。
名片")