
以下是:巴中市通江縣大口徑厚壁鋁管口碑評價的產品參數【鑫碩】為您提供平昌方管支持大小批量采購、巴州方管一個起售、南江方管廠家售后完善等多元產品與服務。大口徑厚壁鋁管口碑評價_鑫碩金屬制品(巴中市通江縣分公司)lcxsjs337-3,固定電話:【13561258510】,移動電話:【13561258510】,聯系人:武經理,高新區許營鎮。 四川省,巴中市,通江縣 2012年,通江縣被譽為 “川陜蘇區首府”、“中國紅軍之鄉”、“中國銀耳之鄉”、“中國溶洞之鄉”的稱號。2018年,實現地區生產總值(GDP)123.54億元,比上年增長8.1%。
想要一睹大口徑厚壁鋁管口碑評價產品的風采嗎?這個視頻將用直接的方式展示產品的卓越性能,保證讓您大飽眼福。以下是:巴中通江大口徑厚壁鋁管口碑評價的圖文介紹巴中通江鑫碩金屬制品有限公司主營: 方管,我們銷售的不僅僅是產品,更是服務,歡迎新老客戶來電垂詢,公司將與您合作共贏,同創輝煌!
公司承諾:如產品出現質量問題,24小時內派人現場確認處理,請放心購買!
公司堅持技術進步、觀念創新、不斷加強內部管理,建立了現代化企業管理制度,和完善質量保障體系,經過十多年的發展,已形成集生產、經營、科研、開發、技術服務為一體的企業,十多年來通過全體員工的共同努力,能夠準確把握信息和機遇,以較快的速度,不斷積累,不斷完善,并以優質的產品,贏得了廣大客戶的信賴,面對時代的挑戰,我們必定全力以赴,始終堅持以市場為導向,不斷壯大企業規模,企業核心競爭能力,為客戶提供z u i滿意的服務。我們的宗旨是:“用服務和真誠來換取您的信任和支持,用優質的產品給您做保障,互惠互利,共創雙贏!”我公司愿與各界同仁竭誠合作,共創未來!
鋁管的特性鋁管規格 為一種高強度硬鋁,可進行熱處理強化,在退火、剛淬火和熱狀態下可塑性中等,點焊焊接性良好,用氣焊和氬弧焊時鋁管有形成晶間裂紋的傾向;鋁管在淬火和冷作硬化后可切削性能尚好,在退火狀態時不良。抗蝕性不高,常采用陽極氧化處理與涂漆方法或表面加包鋁層以提高抗腐蝕能力。也可以作為模具材料使用。 鋁管優勢:一是焊接技術優勢:適合于工業化生產的薄壁銅鋁管焊接技術,被稱為難題,是空調器連接管鋁代銅的關鍵技術。 二是使用壽命優勢:從鋁管內壁來看,由于制冷劑不含水分,銅鋁連接管內壁不會發生腐蝕現象。 三是節能優勢:空調器室內機與室外機的連接管路,傳熱效率越低越節能,或者說,隔熱效果越好越省電。 四是彎曲性能優良,易于安裝、移機 表面處理 化學處理:氧化、電泳涂裝、氟炭噴涂、粉末噴涂、木紋轉印 陽極氧化馭成雕花圓管 陽極氧化馭成雕花圓管 機械處理法:機械拉絲,機械拋光,噴砂
結構用鋁合金鋼管焊接前焊接口的處理工作
1、焊前清理:鋁及鋁合金焊接時,焊前應嚴格工件焊口及焊絲表面的氧化膜和油污;1)化學清洗化學清洗效率高,質量穩定,適用于清理焊絲及尺寸不大、成批生產的工件。可用浸洗法和擦洗法兩種。可用丙酮、汽油、煤油等有機溶劑表面去油,用40℃~70℃的5%~10%NaOH溶液堿洗3 min~7 min(純鋁時間稍長但不超過20 min),流動清水沖洗,接著用室溫至60℃的30%HNO3溶液酸洗1 min~3 min,流動清水沖洗,風干或低溫干燥。
2)機械清理:在工件尺寸較大、生產周期較長、多層焊或化學清洗后又沾污時,常采用機械清理。先用丙酮、汽油等有機溶劑擦試表面以除油,隨后直接用直徑為0.15 mm~0.2 mm的銅絲刷或不銹鋼絲刷子刷,刷到露出金屬光澤為止。一般不宜用砂輪或普通砂紙打磨,以免砂粒留在金屬表面,焊接時進入熔池產生夾渣等缺陷。另外也可用刮刀、銼刀等清理待焊表面。
清理后如存放時間過長(如超過24 h)應當重新處理。
2、墊板:鋁合金在高溫時強度很低,液態鋁的流動性能好,在焊接時焊縫金屬容易產生下塌現象。為了保證焊透而又不致塌陷,焊接時常采用墊板來托住熔池及附近金屬。墊板可采用石墨板、不銹鋼板、碳素鋼板、銅板或銅棒等。墊板表面開一個圓弧形槽,以保證焊縫反面成型。也可以不加墊板單面焊雙面成型,但要求焊接操作熟練或采取對電弧施焊能量嚴格自動反饋控制等先進工藝措施。
3、焊前預熱:薄、小鋁件一般不用預熱,厚度10 mm~15 mm時可進行焊前預熱,根據不同類型的鋁合金預熱溫度可為100℃~200℃,可用氧一乙炔焰、電爐或噴燈等加熱。預熱可使焊件減小變形、減少氣孔等缺陷。
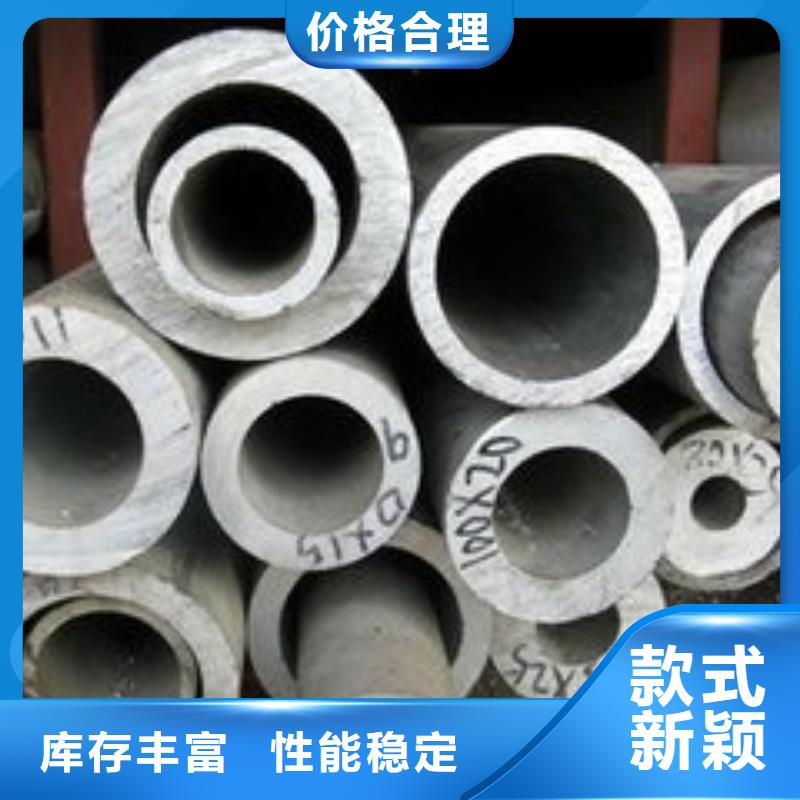
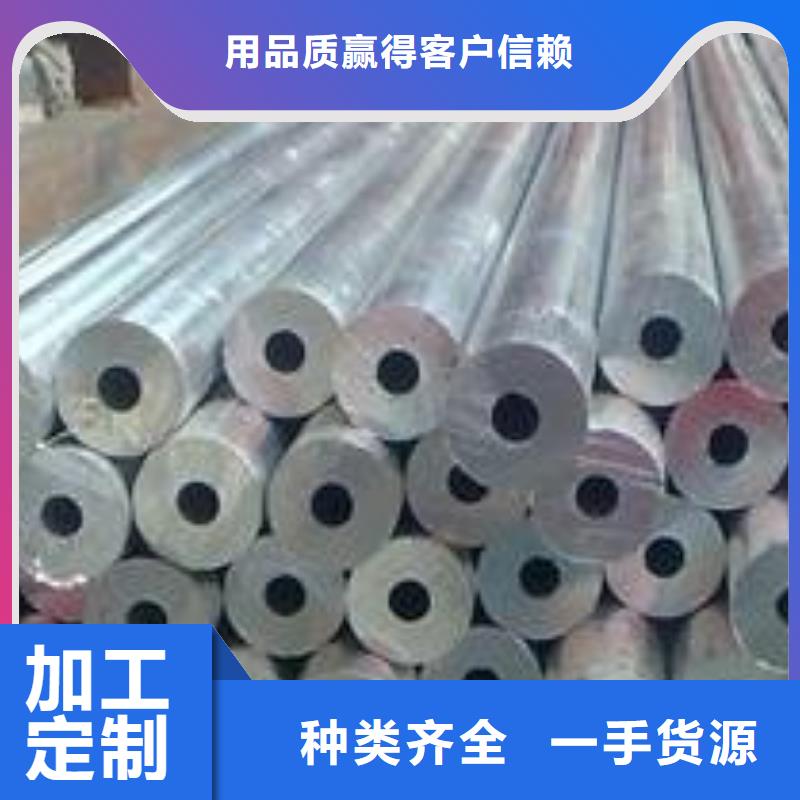
大口徑鋁管,合金鋁管,厚壁鋁管,6061鋁管,7075鋁管,LY12鋁管,6063鋁管無縫鋁管:無縫鋁管是一種擠壓機上的一種雙棍擠壓程序做工而成,能起到抗氣壓的作用,能使用真空的密封性質。可以用在氣缸筒,高性能耐磨氣缸打壓的性能。直徑在15mm-300mm,壁厚在,2mm-90mm。6061-LY12-7075單棍擠壓鋁管;主要用于建筑,結構,裝飾上來使用,相當于焊合鋁管,用途廣泛比以上造價低,無法在工業上使用。做的材質有1系 :2系;3系;4系;5系;6系;7系;8系,LF系列 我們依靠優越的產品性能、完美的產品品質,使公司在激烈的市場競爭中脫穎而出。憑借卓越的品質及對技術的不懈追求,順利通過“ISO9001:2000國際體系認證”。產品廣泛用于車船、電子、電器、油箱、鍋爐、幕墻、標識、標牌等各種鋁制品。
什么是鍛造鋁管 鍛造鋁管有什么用途 鍛造鋁管質量如何 更輕的質量、更高的強度、更時尚的外觀”正在成為現代汽車制造業產品所不斷追求的設計理念。鍛造鋁合金輪轂作為高級轎車乃至大型載客車輛、大型貨物運輸車輛的重要零部件,要求具有極高的承載能力,同時還需滿足車輛整體外觀個性化設計的要求,其設計、制造充分體現了這個理念,另外要想在全球化激烈競爭的環境下贏得市場,則必須提高產品的核心競爭力,而競爭力源自企業研發、制造為主的綜合實力,在當今時效的條件下,也體現在企業是否能夠改變原有的僅依仗經驗進行設計、制造,而將“質量&成本”的控制優化提前到產品策劃階段。本文介紹了當前全球工業迅猛發展的前提下汽車產品輕量化的發展趨勢,簡要分析了鍛造鋁管 輪轂在國內外的發展概況和前景,介紹了鍛造鋁合金輪轂的設計、制造技術,根據鍛造成型工藝,利用NX三維模型造型軟件設計建模,將3D模型導入MSC.Super Forge軟件進行有限元模擬分析,研究其成型過程、金屬流線、溫度、應力應變等關鍵要素。通過一款指定鍛造鋁合金輪轂的設計、模擬、現場試驗、針對存在問題的改進、強度、鍛造鋁管 使用壽命的要求很高,為了適應汽車輕量化的發展需求,現在很多控制臂采用鋁合金6082來鍛造生產。控制臂的結構復雜,導致其鍛造成型工藝也比較復雜,且由于鋁合金的鍛造溫度范圍窄、粘滯力大、裂紋敏感度強等因素,鋁合金控制臂的成型難度較大,在加工過程中容易產生充不滿、折疊、斷裂、過燒、粗晶、流線紊亂等多種缺陷。粗晶缺陷是鋁合金模鍛生產中常見的缺陷之一,強度、使用壽命的要求很高,為了適應汽車輕量化的發展需求,現在很多控制臂采用鋁合金6082來鍛造生產。控制臂的結構復雜,導致其鍛造成型工藝也比較復雜,且由于鋁合金的鍛造溫度范圍窄、粘滯力大、裂紋敏感度強等因素,鋁合金控制臂的成型難度較大,在加工過程中容易產生充不滿、折疊、斷裂、過燒、粗晶、流線紊亂等多種缺陷。粗晶缺陷是鋁合金模鍛生產中常見的缺陷之一,特別是對于結構復雜的鋁合金控制臂,容易在鍛件表面、腹板中心、筋條與腹板交界處形成粗晶缺陷。粗晶缺陷不僅會嚴重降低鍛件的強度,而且在鍛件中的粗晶區以及由粗晶組織向細晶組織劇烈變化的過渡區,鍛件的疲勞強度大大降低,嚴重影響鍛件的使用壽命,必須加以改善和。鍛造鋁管 研究表明,鍛造過程中鍛件各部位變形不均勻和表面散熱過快是導致鋁合金控制臂粗晶缺陷的主要原因,因此本文針對鋁合金6082控制臂的鍛造成型采用了等溫鍛造工藝,并用有限元軟件DEFORM-3D對整個成型過程進行了仿真分析,主要研究內容及成果如下:1.根據控制臂的結構特點,設計了合理的成型工藝流程。通過模擬確定了鋁合金控制臂的鍛造溫度為450℃。特別是對于結構復雜的鋁合金控制臂,容易在鍛件表面、腹板中心、筋條與腹板交界處形成粗晶缺陷。粗晶缺陷不僅會嚴重降低鍛件的強度,而且在鍛件中的粗晶區以及由粗晶組織向細晶組織劇烈變化的過渡區,鍛件的疲勞強度大大降低,嚴重影響鍛件的使用壽命,必須加以改善和。鍛造鋁管 又體現著外觀造型,因此對其機械性能和外形結構要求非常嚴格,制造難度很大。由于鍛造鋁合金輪轂其獨特的性能,現在越來越受到市場的青睞。如何采用、經濟的方法生產出優質的鍛造鋁合金輪轂零件,已成為生產中急需解決的問題。 本文以復雜零件精密成形的思想為指導,根據開式模鍛成形理論,結合鋁合金鍛造技術,針對轎車輪轂零件的自身特點,制定出轎車鋁合金輪轂鍛造成形工藝。利用 UG 和 DEFORM 軟件,分別對輪轂的預鍛和終鍛工序進行了三維熱力耦合有限元分析,獲得了成形過程中金屬的流動規律,應力、應變、速度和溫度場的分布情況以及行程——載荷曲線;并且針對預鍛工序,研究了主要成形參數對金屬流動和成形力的影響以及成形速度對模具溫度場的影響,并以此為根據對成形參數進行了優化。本文還進行了物理模擬實驗研究,驗證了數值模擬結果的正確性和該工藝過程的可行性。強度、使用壽命的要求很高,為了適應汽車輕量化的發展需求,現在很多控制臂采用鋁合金6082來鍛造生產。控制臂的結構復雜,導致其鍛造成型工藝也比較復雜,且由于鋁合金的鍛造溫度范圍窄、粘滯力大、裂紋敏感度強等因素,鋁合金控制臂的成型難度較大,在加工過程中容易產生充不滿、折疊、斷裂、過燒、粗晶、流線紊亂等多種缺陷。粗晶缺陷是鋁合金模鍛生產中常見的缺陷之一,特別是對于結構復雜的鋁合金控制臂,容易在鍛件表面、腹板中心、筋條與腹板交界處形成粗晶缺陷。粗晶缺陷不僅會嚴重降低鍛件的強度,而且在鍛件中的粗晶區以及由粗晶組織向細晶組織劇烈變化的過渡區,鍛件的疲勞強度大大降低,嚴重影響鍛件的使用壽命,必須加以改善和。研究表明,鍛造過程中鍛件各部位變形不均勻和表面散熱過快是導致鋁合金控制臂粗晶缺陷的主要原因,因此本文針對鋁合金6082控制臂的鍛造成型采用了等溫鍛造工藝,并用有限元軟件DEFORM-3D對整個成型過程進行了仿真分析,主要研究內容及成果如下:1.根據控制臂的結構特點,設計了合理的成型工藝流程。通過模擬確定了鋁合金控制臂的鍛造溫度為450℃。
您是想要在巴中市通江縣采購高質量的大口徑厚壁鋁管口碑評價產品嗎?鑫碩金屬制品(巴中市通江縣分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的大口徑厚壁鋁管口碑評價產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:武經理-【13561258510】,地址:《高新區許營鎮》。