
以下是:巴中市通江縣生產精密鋼管的銷售廠家的產品參數【盛聯】業務覆蓋多元場景,提供以下產品和服務:巴州無縫方矩管精品選購、平昌無縫方矩管物流配送、南江無縫方矩管專注品質等。生產精密鋼管的銷售廠家,盛聯管業(巴中市通江縣分公司)lcsslgy461-3專業從事生產精密鋼管的銷售廠家,聯系人:潘經理,電話:【15106800538】、【15106800538】,供應服務范圍覆蓋:四川省、巴中市、通江縣、巴州區、南江縣、平昌縣,以下是生產精密鋼管的銷售廠家的詳細頁面。 四川省,巴中市,通江縣 通江縣,隸屬于四川省巴中市。西魏大統中析始寧縣地置諾水縣,天寶元年更諾水縣為通江縣。
我們的生產精密鋼管的銷售廠家視頻現已上線,它比任何文字描述都能更直觀地展示產品的魅力。請點擊觀看。以下是:巴中通江生產精密鋼管的銷售廠家的圖文介紹
巴中通江盛聯管業有限公司成立至今,秉承“雙贏”的發展理念,贏得了國內一大批企業、個人、商家的信任和支持!
巴中通江盛聯管業有限公司重視人才、技術,實施的現代企業動作機制,堅持以“以客為本精益求精”的宗旨和持續發展的理念,不斷完善【無縫方矩管】,推陳出新,以滿足不同客戶的需求。
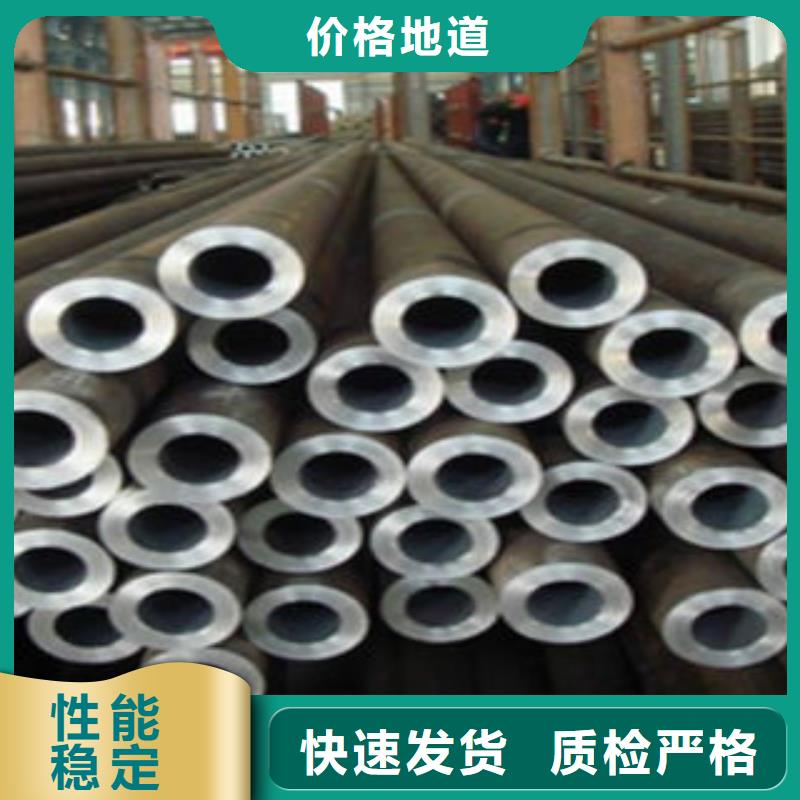
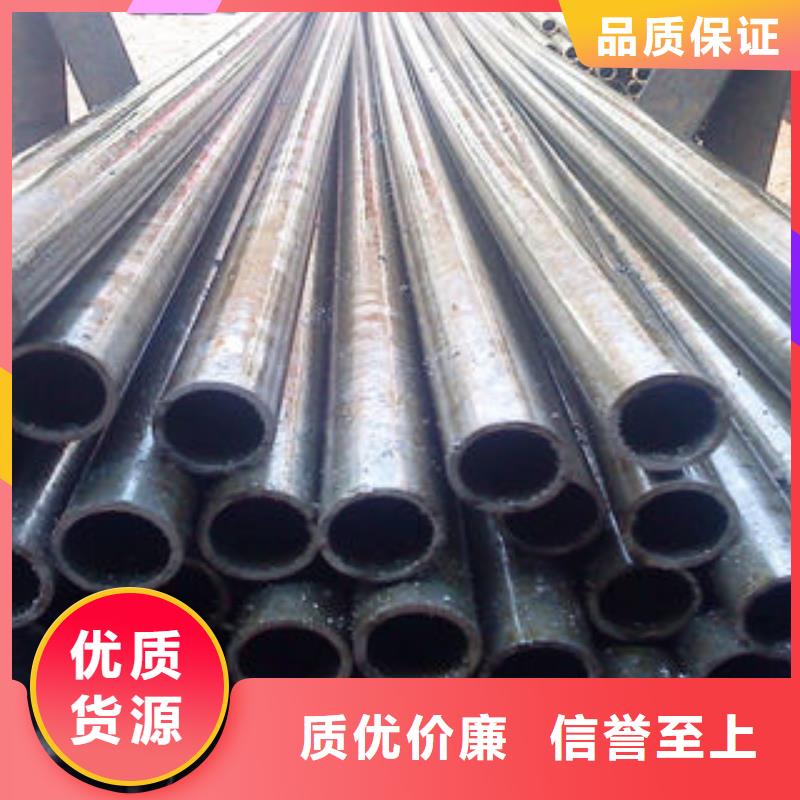
精密小口徑光亮管冷卻注意事項:小口徑精密鋼管的過冷奧氏體非常穩定,具有很髙的淬透性,即使空冷也能得到馬氏體組織,但空冷則會造成刀具外表的氧化,并有可能析出共析碳化物,因此盡可能的不采用空冷。 對于較大和復雜的不銹鋼管,為減少變形和開裂,淬火時可進行預冷處理,但應控制時間,一般根據不銹鋼管的形狀等控制在幾秒到幾十秒,前提是不能析出二次碳化物而降低刀具的硬度和紅硬性等,冷拔無縫鋼管另外不允許發生腐蝕麻點等。 分級淬火溫度應不超過650°C,以防止大棚鋼管發生珠光體的小口徑吹氧管廠轉變和析出碳化物。小口徑精密光亮管廠 考慮到下貝氏體的轉變溫度為320~250°C,其轉變快的溫度在260~30CTC,因此生產中采260~280°C等溫2~4h由于等溫淬火后的剩余精密鋼管奧氏體溫度較多而且穩定,故應進行四次回火。 規格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋管外徑5~200mm。壁厚2.5~12mm。 外觀質量:鋼管的內外表面不得有裂縫、折疊、軋折、離層、發紋和結疤缺陷存在。這些缺陷應完全掉,后不得使壁厚和外徑超過負偏差。 鋼管的兩端應切成直角,并毛刺。壁厚大于20mm的鋼管允許氣割和熱鋸切割。經供需雙方協議也可不切頭。 冷拔或冷軋精密 P91精密鋼管《表面質量》參照GB3639-83。 精密鋼管是用實心管坯經穿孔后軋制的,按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。 精密鋼管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。后經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產精密鋼管是較先進的方法。 若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。
當輸入熱量不足時,被加熱的精密鋼管邊緣達不到精密鋼管溫度,金屬組織仍然保持固態,形成未熔合或未焊透;當輸入熱時不足時,被加熱的精密鋼管邊緣超過精密鋼管溫度,產生過燒或熔滴,使精密鋼管形成熔洞。精密鋼管的兩個邊緣加熱到精密鋼管溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,終形成牢固的精密鋼管。若擠壓力過小,形成共同晶體的數量就小,精密鋼管金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出精密鋼管,不但降低了精密鋼管強度,而且會產生大量的內外毛刺,甚至造成精密鋼管搭縫等缺陷。 精密鋼管應盡量接近擠壓輥位置。若感應圈距擠壓輥較遠時,有效加熱時間較長,熱影響區較寬,精密鋼管強度下降;反之,精密鋼管邊緣加熱不足,擠壓后成型不良。精密鋼管是一個或一組精密鋼管專用磁棒,精密鋼管的截面積通常應不小于鋼管內徑截面積的70%,其作用是使感應圈、精密鋼管精密鋼管邊緣與磁棒形成一個電磁感應回路,產生鄰近效應,渦流熱量集中在精密鋼管精密鋼管邊緣附近,使精密鋼管邊緣加熱到精密鋼管溫度。精密鋼管用一根鋼絲拖動在精密鋼管內,其中心位置應相對固定在接近擠壓輥中心位置。開機時,由于精密鋼管快速運動,精密鋼管受精密鋼管內壁的磨擦而損耗較大,需要經常更換。精密鋼管經精密鋼管和擠壓后會產生焊疤,需要。方法是在機架上固定刀具,靠精密鋼管的快速運動,將焊疤刮平。精密鋼管內部的毛刺一般不。 根據精密鋼管線能量的變化及時調節輸出電壓和精密鋼管速度。參數固定后一般不用調整精密鋼管間隙的控制將精密鋼管送入精密鋼管機組,經多道軋輥滾壓,精密鋼管逐漸卷起,形成有開口間隙的圓形精密鋼管,調整擠壓輥的壓下量,使精密鋼管間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,精密鋼管晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,精密鋼管熱量過大,造成精密鋼管燒損;或者精密鋼管經擠壓、滾壓后形成深坑,影響精密鋼管表面質量。
生產精密鋼管的銷售廠家_盛聯管業(巴中市通江縣分公司),固定電話:【15106800538】,移動電話:【15106800538】,聯系人:潘經理,開發區工業園。








