以下是:巴中市通江縣生產(chǎn)精密鋼管_優(yōu)質(zhì)廠家的產(chǎn)品參數(shù)
產(chǎn)品價格 電議 發(fā)貨期限 電議 供貨總量 電議 運費說明 電議 范圍 生產(chǎn)精密鋼管_優(yōu)質(zhì)供應范圍覆蓋四川省、巴中市、通江縣、巴州區(qū)、南江縣、平昌縣等區(qū)域。 【盛聯(lián)】為您提供南江無縫方矩管廠家質(zhì)量過硬、平昌無縫方矩管標準工藝、巴州無縫方矩管售后服務完善等多元產(chǎn)品與服務。生產(chǎn)精密鋼管_優(yōu)質(zhì)廠家,盛聯(lián)管業(yè)(巴中市通江縣分公司)lcsslgy461-3為您提供生產(chǎn)精密鋼管_優(yōu)質(zhì)廠家,供應服務范圍覆蓋四川省、巴中市、通江縣、巴州區(qū)、南江縣、平昌縣,聯(lián)系人:潘經(jīng)理,電話:【15106800538】、【15106800538】。 四川省,巴中市,通江縣 通江縣,隸屬于四川省巴中市。西魏大統(tǒng)中析始寧縣地置諾水縣,天寶元年更諾水縣為通江縣。
我們的生產(chǎn)精密鋼管_優(yōu)質(zhì)廠家視頻現(xiàn)已上線,從細節(jié)到整體,從外觀到性能,讓您了解它的每一個方面。以下是:巴中通江生產(chǎn)精密鋼管_優(yōu)質(zhì)廠家的圖文介紹在當前國內(nèi)外 無縫方矩管激烈的市場競爭中,巴中通江盛聯(lián)管業(yè)有限公司本著“誠信為本、客戶至上、精益就精、質(zhì)量優(yōu)先”的立業(yè)宗旨,一如既往地提高現(xiàn)有 無縫方矩管產(chǎn)品質(zhì)量,不斷努力提高現(xiàn)有 無縫方矩管產(chǎn)品質(zhì)量,不斷努力研究開發(fā)適用于客戶要求的 無縫方矩管產(chǎn)品,完善售后服務,保證用戶運行而無后顧之憂。愿與各界朋友精誠合作,共謀發(fā)展!
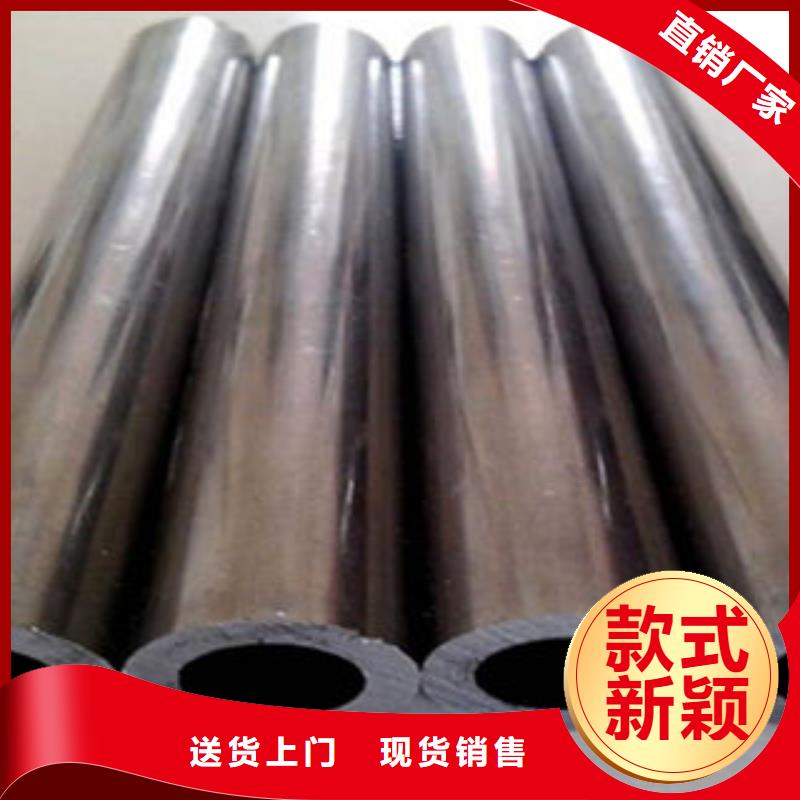
45號精密鋼管成品狀況為:內(nèi)外壁亮光無氧化層,精軋管光潔度很高,接受高壓、無泄漏、高精細、高光潔度、冷彎不變形、擴口、壓扁無裂縫、外表防銹處理,廣泛用于液壓體系用精細鋼管、注塑機用精細鋼管、液壓機用精細鋼管、船舶制作用鋼管、EVA發(fā)泡油壓機械、精細油壓裁斷機用無縫鋼管、制鞋機械、液壓設(shè)備、高壓油管、液壓油管、卡套接頭、鋼管接頭、橡膠機械、鍛壓機械、壓鑄機械、工程機械、混泥土泵車用高壓鋼管、環(huán)衛(wèi)車用、轎車行業(yè)、造船工業(yè)、金屬加工、軍工、柴油機、內(nèi)燃機、空壓機、建筑機械、農(nóng)林機械等 ,完全可以代替同規(guī)范的進口45號精密鋼管. 機械生產(chǎn)中轎車、機械配件、精密儀器等用對鋼管的精度、光潔度有很高請求的機械。如今的45#精密鋼管用戶不僅對精度請求高、一起對光潔度請求也很高,因精細亮光無縫鋼管精度高,公差能保持在2--8絲,所以很多機械加工用戶為了節(jié)約工、料、時的損耗,用料將由無縫鋼管或許圓鋼正漸漸的轉(zhuǎn)變?yōu)榫毩凉鉄o縫鋼管. 標準是經(jīng)濟和社會發(fā)展的重要技術(shù)基礎(chǔ),推進行業(yè)標準化往往會對產(chǎn)業(yè)革命產(chǎn)生意想不到的影響。以本次稽查活動為契機,一方面可以對當前鋼管企業(yè)的貫標情況有個清晰的認識;另一方面也可以對新國標落實過程中企業(yè)遇到的問題有個深入了解,有助于加速鋼管新國標在全行業(yè)的落實。 短期來看,鋼管新國標的執(zhí)行會在一定程度上增加企業(yè)的生產(chǎn)成本,但由此鋼管的壽命卻大幅提高。更為重要的是,在設(shè)定了工藝“底線”后,有助于整個鋼管行業(yè)工藝水平的創(chuàng)新和突破。總之,對于整個行業(yè)而言,只有規(guī)范化、標準化生產(chǎn),才能在市場競爭中占據(jù)一席之地。本次“尋找中國好鋼管,新國標中國落地核查行動”只是落實新國標的一個推進器。未來,踐行新國標依然需要鋼管行業(yè)企業(yè)的集體參與,才能迎來質(zhì)的飛躍。
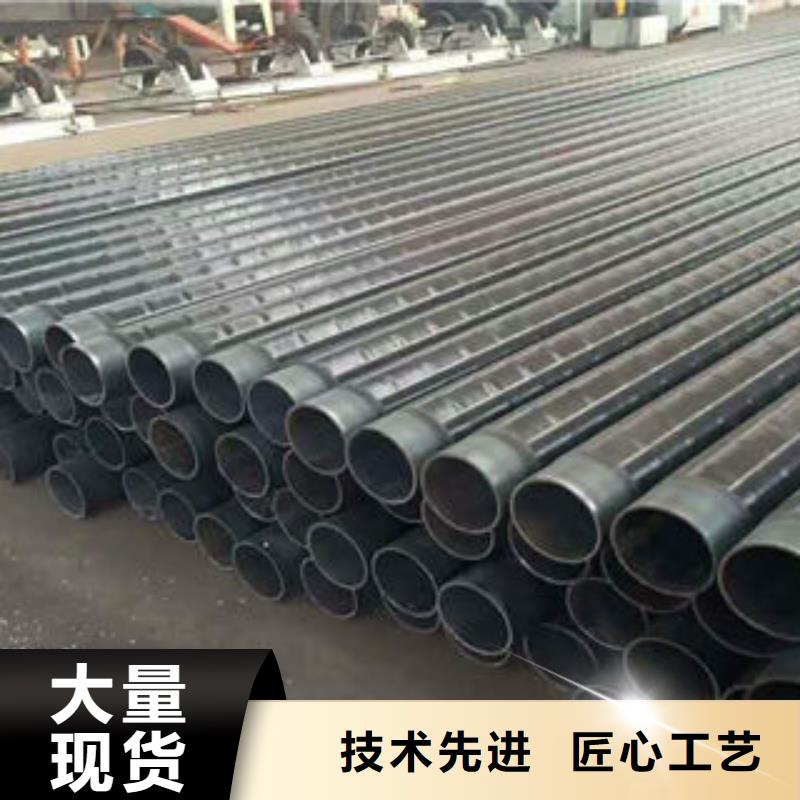
熱軋 圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 精密管是用鋼錠或?qū)嵭墓芘鹘?jīng)穿孔制成毛管,然后經(jīng)熱軋、冷軋或冷撥制成。精密管的規(guī)格用外徑*壁厚毫米數(shù)表示。精密管分熱軋和冷軋(撥)精密管兩類。熱軋精密管分一般鋼管,低、中壓鍋爐鋼管,高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、地質(zhì)鋼管和其它鋼管等。冷軋(撥)精密管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。熱軋無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋精密管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。 精密管去產(chǎn)能的方式和方法是多樣性的,對于精密管而言要不斷地進行改善廠家的經(jīng)營理念和各種的市場行情,還要不斷地進行治理產(chǎn)能過剩,這樣的話精密管行業(yè)才能夠獲得更好地發(fā)展,不然的話精密管行業(yè)是不能更好地進行發(fā)展的。在治理產(chǎn)能過剩的時候精密管是去產(chǎn)能的主題,要不斷地進行淘汰去產(chǎn)能的力度和各種的市場行情對于精密管去產(chǎn)能的發(fā)展是更加的方便的,因此對于廠家而言要不斷地進行技術(shù)的創(chuàng)新,政策也是要進行進一步的發(fā)展和扶持的。 精密管去產(chǎn)能的為有效的捷徑就是要進一步的進行企業(yè)之間的兼并和重組,處理廠家之間的各部分的之間的利益的關(guān)系,妥善處理好廠家員工下崗工人的就業(yè)和創(chuàng)業(yè)問題。目前,整個精密管廠家而言都是有負債的出現(xiàn)的,要好好地進行處理各個方面的利益關(guān)系,搞好各個部分的發(fā)展的。 精密管是一種比較重要的鋼管類型,在很多的情況下都是能夠用到的,一般而言,精密管在建筑工程中要注意各種的施工,也要注意材料的選擇,一般都是要用到,特別是在鐵路建設(shè),橋梁施工以及廠房和廠子建設(shè)中都是能夠用到的。精密管依靠是傳統(tǒng)工藝,依據(jù)的是耐力和壓力,還有強大的抗腐蝕和抗酸堿的能力,這樣的話精密管在各種的環(huán)境條件下都是可以使用的。
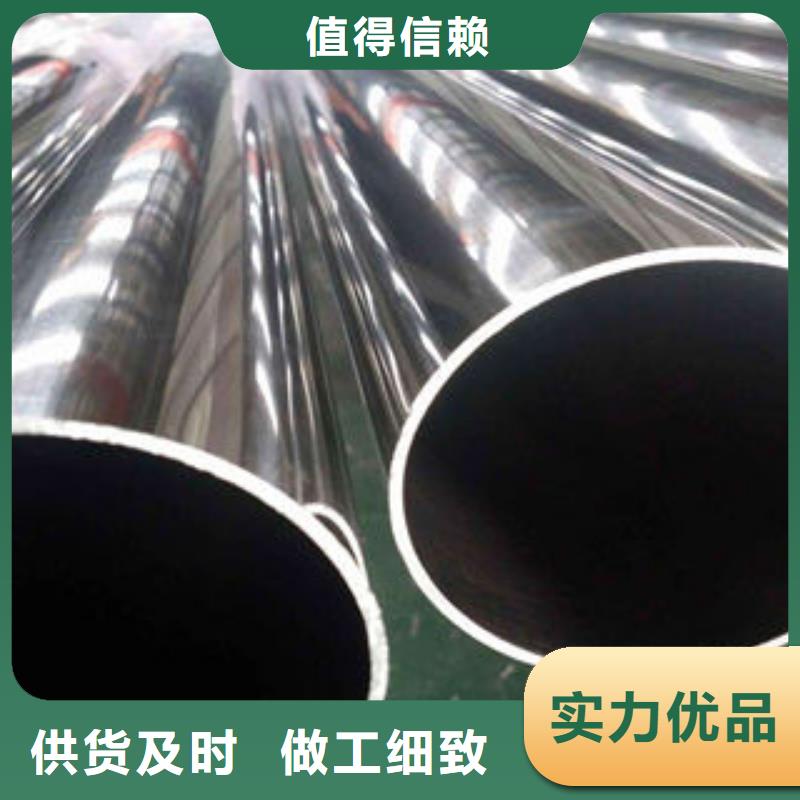
精密小口徑光亮管冷卻注意事項:小口徑精密鋼管的過冷奧氏體非常穩(wěn)定,具有很髙的淬透性,即使空冷也能得到馬氏體組織,但空冷則會造成刀具外表的氧化,并有可能析出共析碳化物,因此盡可能的不采用空冷。 對于較大和復雜的不銹鋼管,為減少變形和開裂,淬火時可進行預冷處理,但應控制時間,一般根據(jù)不銹鋼管的形狀等控制在幾秒到幾十秒,前提是不能析出二次碳化物而降低刀具的硬度和紅硬性等,冷拔無縫鋼管另外不允許發(fā)生腐蝕麻點等。 分級淬火溫度應不超過650°C,以防止大棚鋼管發(fā)生珠光體的小口徑吹氧管廠轉(zhuǎn)變和析出碳化物。小口徑精密光亮管廠 考慮到下貝氏體的轉(zhuǎn)變溫度為320~250°C,其轉(zhuǎn)變快的溫度在260~30CTC,因此生產(chǎn)中采260~280°C等溫2~4h由于等溫淬火后的剩余精密鋼管奧氏體溫度較多而且穩(wěn)定,故應進行四次回火。 規(guī)格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋管外徑5~200mm。壁厚2.5~12mm。 外觀質(zhì)量:鋼管的內(nèi)外表面不得有裂縫、折疊、軋折、離層、發(fā)紋和結(jié)疤缺陷存在。這些缺陷應完全掉,后不得使壁厚和外徑超過負偏差。 鋼管的兩端應切成直角,并毛刺。壁厚大于20mm的鋼管允許氣割和熱鋸切割。經(jīng)供需雙方協(xié)議也可不切頭。 冷拔或冷軋精密 P91精密鋼管《表面質(zhì)量》參照GB3639-83。 精密鋼管是用實心管坯經(jīng)穿孔后軋制的,按生產(chǎn)方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。 精密鋼管一般在自動軋管機組上生產(chǎn)。實心管坯經(jīng)檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉(zhuǎn)和前進,在軋輥和頂頭的作用下,管坯內(nèi)部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續(xù)軋制。后經(jīng)均整機均整壁厚,經(jīng)定徑機定徑,達到規(guī)格要求。利用連續(xù)式軋管機組生產(chǎn)精密鋼管是較先進的方法。 若欲獲得尺寸更小和質(zhì)量更好的無縫管,必須采用冷軋、冷拔或者兩者聯(lián)合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環(huán)形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。
精軋管技術(shù)包括連軋、精軋管、三輥軋管、CPE頂管、擠壓管等。其中20#精軋管是20世紀90年代才發(fā)展起來的技術(shù),因其英文名稱為:Accuracy Rolling, 也簡稱為AR軋管。該技術(shù)工藝流 程短、操作靈活、鋼種面寬,深受行業(yè)推崇。隨著發(fā)展,該技術(shù)也出現(xiàn)的一定的問題。 孔型封閉性差:20#精軋管機孔型中封閉較好的變形段是軋輥喉徑,從喉徑處往前、往后孔型的封閉性均較差,這對軋制薄壁管不利。軋制薄壁管和極薄壁管導盤消耗量較大:在軋制D/S≥38的荒管時,寬展量大,導盤間距收小,導盤與軋輥之間的間隙小,導盤磨損量大,還容易造成導盤崩邊。軋制荒管頭尾削尖技術(shù):在連軋管機上將毛管兩端削尖減薄是很困難的,因為軋制壓力太大,同時也沒有用來改變孔型尺寸的適當時間,軋制速度太高。但在20#精軋管機組上,毛管的軋制速度約為連軋管軋機速度的1/6,在軋制管端時就由時間來改變軋輥壓下以便得到所希望的管段減薄削尖,以利于張力減徑提高成材率,今后,這是一個研究點。 提高芯棒限動速度:目前速度為0.08-0.30m/s。芯棒限動速度過低,芯棒與軋件內(nèi)表面相對速度大,摩擦力大,芯棒磨損就大;芯棒限動速度高,則有利于金屬軸向流動,提高荒管出口速度。但問題是芯棒工作輥家常,芯棒循環(huán)線加長,設(shè)備投資增加。現(xiàn)在分析計算表明,芯棒限動速度提高至0.08-0.41m/s是比較適合實現(xiàn)的。大直徑鋼管的生產(chǎn):目前,國內(nèi)設(shè)計的20#精軋管機的規(guī)格是φ273mm機型,在幾乎未加任何設(shè)備改造的情況下,軋制荒管的規(guī)格達到φ360mm。而根據(jù)對斜軋技術(shù)的研究,包括對φ720mm的輥式擴管機的研究,20號精軋管機設(shè)計φ508mm或φ530mm機型完全可能。 穿孔機和軋管機鋼管旋轉(zhuǎn)方向的研究:絕大多數(shù)機組的布置中,穿孔機和軋管機都采用與軋制荒管同向旋轉(zhuǎn)的工藝設(shè)計,鋼管管體和內(nèi)外表面質(zhì)量良好。但在20#精軋管機組出現(xiàn)過一種情況:精軋管機軋制荒管的旋轉(zhuǎn)方向與穿孔鋼管旋轉(zhuǎn)方向相反的工藝和布置,其軋制鋼管質(zhì)量良好,對此現(xiàn)象,還需進一步研究分析。錐形輥穿孔機的選型:錐形輥穿孔機的軋輥有立式布置和臥式布置之分,使用中兩種方式都存在。但是,立式布置,下軋輥軸承等部件工作條件較臥式布置惡劣,水、氧化鐵皮侵蝕性大;下軋輥的磨損較上軋輥大,立式設(shè)備基礎(chǔ)較臥式布置深,匹配的行車位置高,但臥式布置更容易更換導盤、導板。對于研發(fā)人員,機型的設(shè)計是今后研究的一個要點。點擊查看盛聯(lián)管業(yè)(巴中市通江縣分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
在巴中市通江縣采買生產(chǎn)精密鋼管_優(yōu)質(zhì)廠家到盛聯(lián)管業(yè)(巴中市通江縣分公司),無論您是個人用戶還是企業(yè)采購,我們都將竭誠為您服務。品質(zhì)保證,價格優(yōu)惠,廠家直銷,歡迎有需要的客戶來電。供應服務范圍覆蓋四川省 巴中市 巴州區(qū)、通江縣、南江縣、平昌縣,聯(lián)系人:潘經(jīng)理-【15106800538】。
精密鋼管_優(yōu)質(zhì)廠家")
精密鋼管_優(yōu)質(zhì)廠家")
精密鋼管_優(yōu)質(zhì)廠家")
精密鋼管_優(yōu)質(zhì)廠家")
精密鋼管_優(yōu)質(zhì)廠家")
精密鋼管_優(yōu)質(zhì)廠家")
精密鋼管_優(yōu)質(zhì)廠家")
精密鋼管_優(yōu)質(zhì)廠家")
精密鋼管_優(yōu)質(zhì)廠家")
精密鋼管_優(yōu)質(zhì)廠家")
精密鋼管_優(yōu)質(zhì)廠家")
