| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 山東 |
| 品牌 | 正強 |
| 材料 | 圓鋼 |
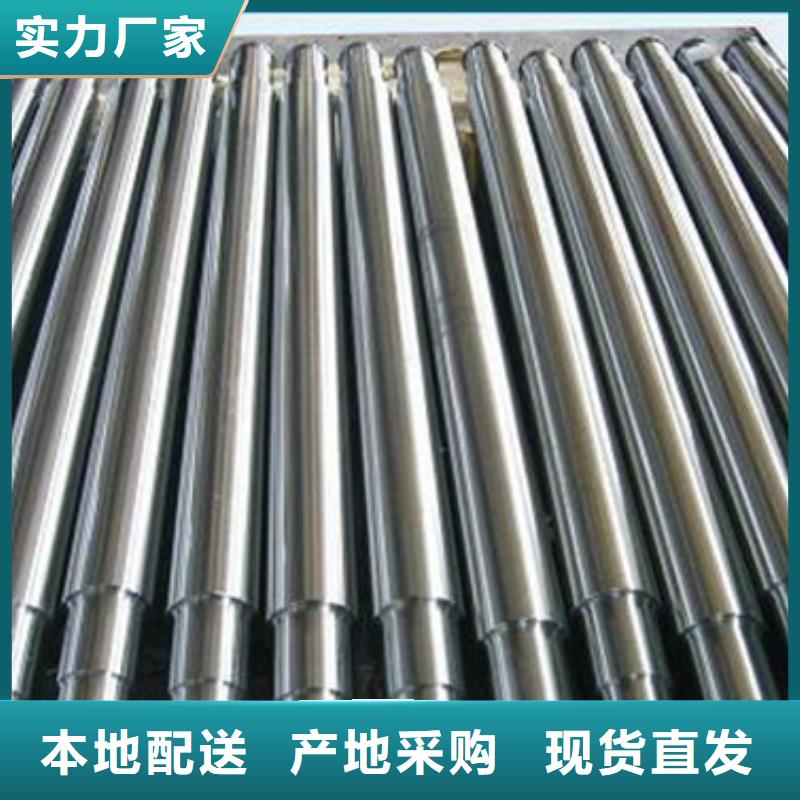
| 范圍 | 軋輥鋼316L不銹鋼管放心品質生產基地位于【聊城】,供應范圍覆蓋江蘇省 南京市、蘇州市、連云港市、無錫市、常州市、淮安市、徐州市、鹽城市、鎮江市、南通市、泰州市、宿遷市、揚州市 玄武區、白下區、秦淮區、建鄴區、鼓樓區、下關區、浦口區、棲霞區、雨花臺區、江寧區、六合區、溧水區、高淳區等區域。 |
新物通物資(南京市分公司)地理條件優越,交通便捷。公司以“ 彈簧鋼廠家、310S不銹鋼管、316不銹鋼管、不銹鋼管生產廠家質量求生存,信譽求發展!”為企業目標,以“打造品牌,樹立形象!”為企業宗旨,不斷挑戰自我,越超自我。


例如,軋輥表面和芯部間的溫差在70℃時軋輥會增加100MPa的縱向熱應力,溫差越大,增加的熱應力越大。與產生脆性斷口的軋輥相比較,產生韌性斷口的軋輥的芯部材料韌性更好,更不容易出現斷裂。
導致軋輥失效的應力共有四種:
一、制造過程中的殘余應力;
二、軋制過程中的機械應力;
三、軋制過程中軋輥的組織應力;
四、軋輥內外溫差造成的熱應力。如果是因為制造殘余應力過大產生斷裂,斷輥通常發生在軋輥初始上機使用的前幾次,且為開軋的前幾塊軋材。此次斷裂的軋輥已經上機軋制了四次,工作層消耗了14mm,因此不應是因制造殘余應力形成的斷裂。



(4)特硬輥le氏硬度約為85—100,用于冷軋機。
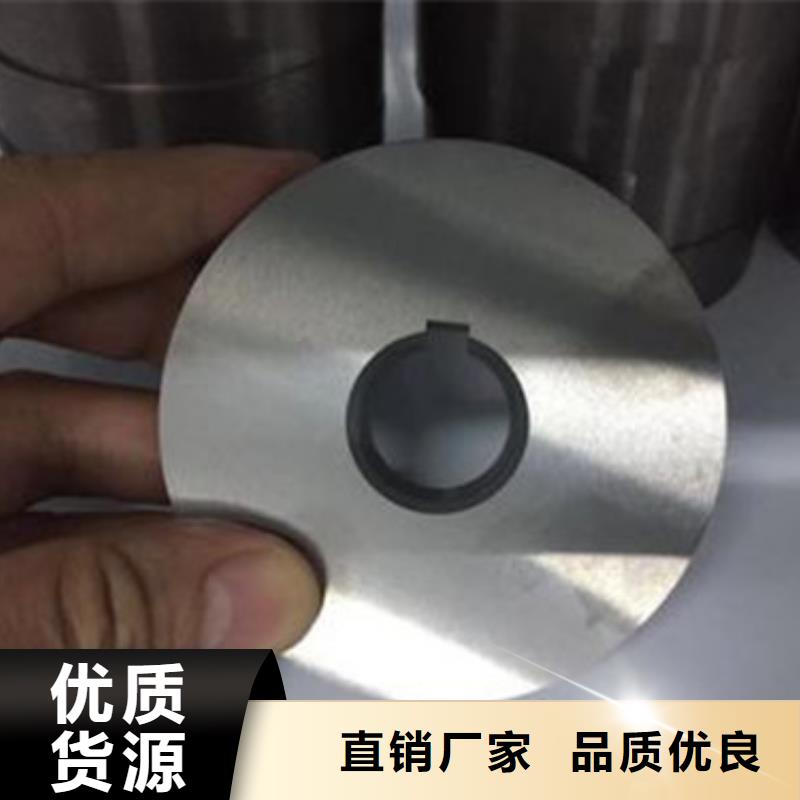
軋輥由輥身、輥頸和軸頭二部分組成。輥頸安裝在軸承中,并通過袖承座和壓下裝置把軋制力傳給機架。鉑頭和連接軸相連接,傳遞軋制扭矩。軸頭有三種主要形式;梅花軸頭、萬向軸頭、帶鍵槽的或圓柱形軸頭。實踐表明,帶雙鍍槽的軸頭在使用過程中,鑲槽壁容易崩裂,目前常用易加工的帶平臺的袖頭代替雙因槽的抽頭。
直徑超過400mm的冷軋軋輥,在鍛造后,多半在中心饅一個670一250mm的通7L。這樣,一力面可以使軋輥經熱處理店的內應力分朽均勾;另一方面在軋輥表面淬火時,可對軋輥通水冷卻,提高淬火效果。
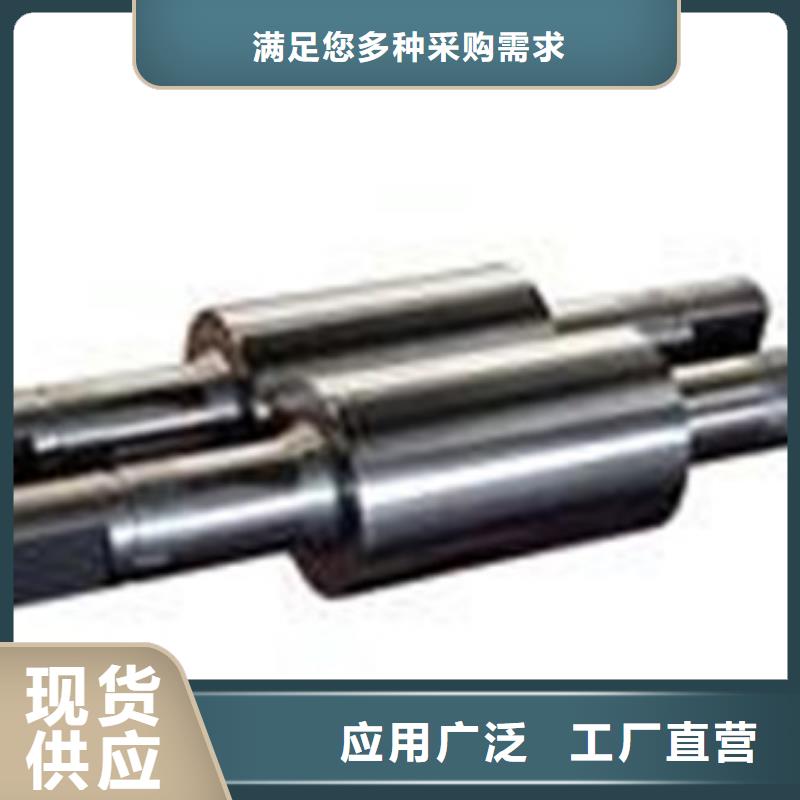
軋輥是軋鋼廠軋鋼機上的重要零件,利用一對或一組軋輥滾動時產生的壓力來軋碾鋼材。它主要承受軋制時的動靜載荷,磨損和溫度變化的影響。



修復精度高,涂層厚度從幾米到幾毫米,可對金屬工件出現磨損、劃傷、針孔、裂紋、缺損變形、硬度降低、沙眼、損傷等缺陷進行沉積、封孔、補平等修復功能,只須打磨、拋光,也可進行車、銑、 刨、磨等各類機械加工,以及電鍍等后期加工。
防止軋輥斷裂方法
防止軋輥斷裂應該從減小制造殘余應力,機械應力,組織應力和熱應力四方面進行。
一般情況下大部分制造殘余應力會在熱處理過程中,并且會隨著軋輥的存放時間延長而逐漸,因此新軋輥存放一段時間再使用,能夠降低斷輥風險。避免較大機械應力的方法主要是避免過冷鋼。降低組織應力的方法是通過熱處理將輥身工作層殘余奧氏體含量控制在小于5%以下。減小熱應力的辦法是在軋鋼過程中對軋輥進行良好的冷卻。
名片")