
以下是:開福國標(biāo)聲測管生產(chǎn)廠家的產(chǎn)品參數(shù)
小起訂 1 質(zhì)量等級 1級 是否廠家 是 產(chǎn)品材質(zhì) Q195 產(chǎn)品品牌 鑫億呈 產(chǎn)品規(guī)格 50/54/57 發(fā)貨城市 河北 產(chǎn)品產(chǎn)地 河北 加工定制 深加工 產(chǎn)品型號 50-54-57 可售賣地 全國 產(chǎn)品重量 4公斤 產(chǎn)品顏色 黑色 質(zhì)保時(shí)間 5年 外形尺寸 圓形 適用領(lǐng)域 橋梁,樁基 是否進(jìn)口 否 質(zhì)量認(rèn)證 已認(rèn)證 產(chǎn)品功率 500 工作溫度 25 開福國標(biāo)聲測管生產(chǎn)廠家_鑫億呈鋼管(烏蘭察布市分公司),固定電話:【18833761560】,移動(dòng)電話:【18833761560】,聯(lián)系人:劉經(jīng)理,新華區(qū) 發(fā)貨到 內(nèi)蒙古 烏蘭察布市 呼和浩特市、包頭市、烏海市、赤峰市、通遼市、鄂爾多斯市、呼倫貝爾市、興安市、錫林郭勒市、阿拉善市 。 內(nèi)蒙古自治區(qū),烏蘭察布市 2003年12月,經(jīng)國務(wù)院批準(zhǔn),烏蘭察布盟正式撤盟設(shè)市。烏蘭察布為蒙古語,意為“紅色的山口”,已有6000余年的文明史,是中國古代北方文明的重要發(fā)祥地、也是草原絲路和萬里茶道的重要節(jié)點(diǎn),孕育出了察哈爾文化和杜爾伯特文化。是“一帶一路”和中歐班列的非省會(huì)樞紐節(jié)點(diǎn)城市,也是重點(diǎn)建設(shè)的23個(gè)物流樞紐載體城市之一。市內(nèi)有5條高速公路、6條鐵路,1座機(jī)場,是西北地區(qū)向東南出海的必經(jīng)之地,是連接華北、東北、西北三大經(jīng)濟(jì)區(qū)的交通樞紐,也是中國通往蒙古、俄羅斯和歐洲的重要通道。境內(nèi)擁有輝騰錫勒高山草甸草原、杜爾伯特大草原、烏蘭哈達(dá)火山草原等景點(diǎn)。;被命名為衛(wèi)生城市,入選中國特色農(nóng)產(chǎn)品優(yōu)勢區(qū)名單,還被評為全國雙擁模范城(縣),并成為文旅康養(yǎng)城市聯(lián)盟共同發(fā)起城市之一。
我們的開福國標(biāo)聲測管生產(chǎn)廠家視頻現(xiàn)已上線,產(chǎn)品魅力難擋,視頻揭曉全貌,速來圍觀!
以下是:開福國標(biāo)聲測管生產(chǎn)廠家的圖文介紹
內(nèi)蒙古烏蘭察布鑫億呈鋼管有限公司衷心歡迎新老客戶蒞臨指導(dǎo)考察,亦歡迎國內(nèi)外有志者聯(lián)手合作。
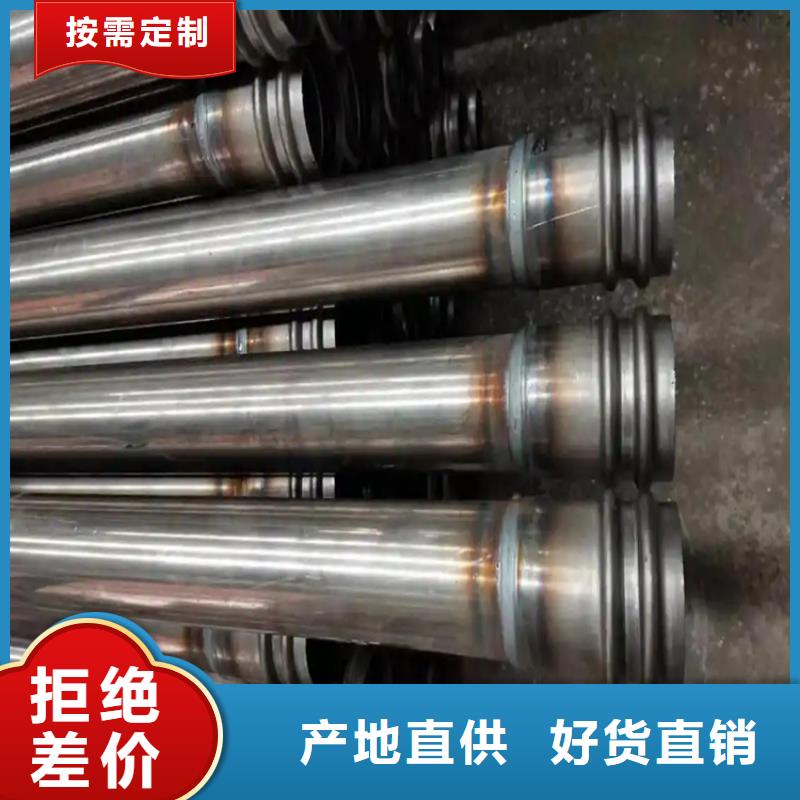
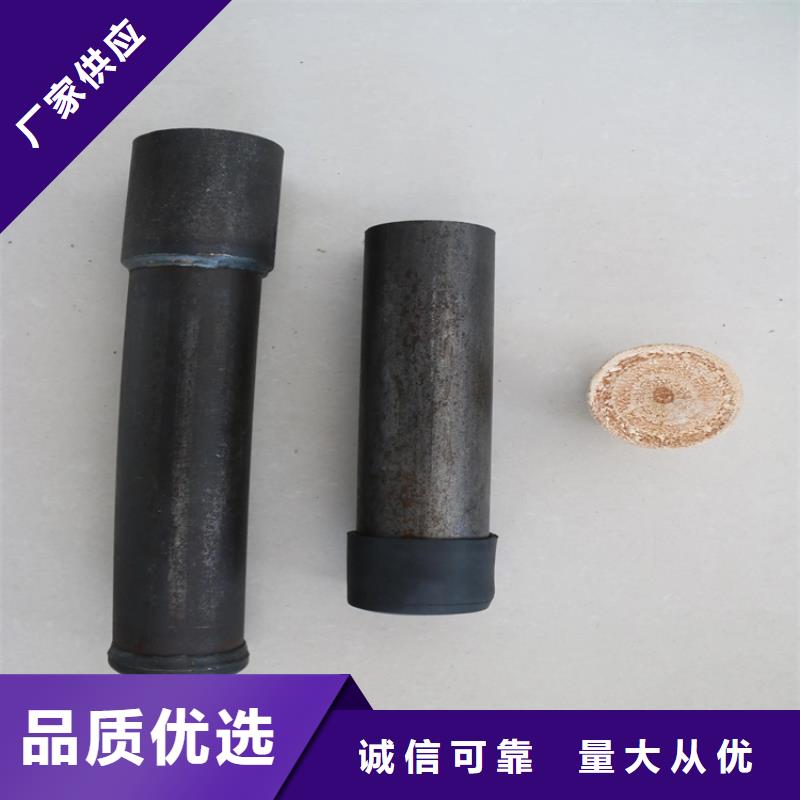
本公司可根據(jù)用戶需要,設(shè)計(jì)、制造特殊用途的 聲測管,注漿管,冷卻管,沉降板產(chǎn)品,歡迎來人來電、來函洽談!
內(nèi)蒙古烏蘭察布聲測管對焊接質(zhì)量有哪些要求:分析內(nèi)蒙古烏蘭察布聲測管廠家在生產(chǎn)中對焊接質(zhì)量有什么要求:1 輸入熱量因?yàn)楹附庸に嚨闹饕獏?shù)之一,即焊接電流(或焊接溫度)難以測量,所以用輸入熱量來代替,而輸入熱量又可用振蕩器輸出功率來表示:N = Ep·Ip式中 N——輸出功率,kW;Ep——屏壓,kV;Ip——屏流,A〔1〕當(dāng)振蕩器、感應(yīng)器和阻抗器確定后,振蕩管槽路、輸出變壓器、感應(yīng)器的效率也就確定了,輸入功率的變化同輸入熱量的變化大致是成比例的。當(dāng)輸入熱量不足時(shí),被加熱邊緣達(dá)不到焊接溫度,仍保持固態(tài)組織而焊不上,形成焊合裂縫;當(dāng)輸入熱量大時(shí),被加熱邊緣超過焊接溫度易產(chǎn)生過熱,甚至過燒,受力后產(chǎn)生開裂;當(dāng)輸入熱量過大時(shí),焊接溫度過高,使焊縫擊穿,造成熔化金屬飛濺,形成孔洞。熔化焊接溫度一般在1350~1400℃為宜。內(nèi)蒙古烏蘭察布聲測管廠家在生產(chǎn)中對焊接質(zhì)量有什么要求?2 焊接壓力焊接壓力是焊接工藝的主要參數(shù)之一,管坯的兩邊緣加熱到焊接溫度后,在擠壓力作用下形成共同的金屬晶粒即相互結(jié)晶而產(chǎn)生焊接。焊接壓力的大小影響著焊縫的強(qiáng)度和韌性。若所施加的焊接壓力小,使金屬焊接邊緣不能充分壓合,焊縫中殘留的非金屬夾雜物因壓力小不易排出,焊縫強(qiáng)度降低,受力后易開裂;壓力過大時(shí),達(dá)到焊接溫度的金屬大部分被擠出,不但降低焊縫強(qiáng)度,而且產(chǎn)生內(nèi)外毛刺過大或搭焊等缺陷。因此應(yīng)根據(jù)不同的品種規(guī)格在實(shí)際中求得與之相適應(yīng)的焊接壓力。根據(jù)實(shí)踐經(jīng)驗(yàn)單位焊接壓力一般為20~40MPa。由于內(nèi)蒙古烏蘭察布聲測管管坯寬度及厚度可能存在的公差,以及焊接溫度和焊接速度的波動(dòng),都有可能涉及到焊接擠壓力的變化。焊接擠壓量一般通過調(diào)整擠壓輥之間的距離進(jìn)行控制,也可以用擠壓輥前后管筒周差來控制。3 焊接速度焊接速度也是焊接工藝主要參數(shù)之一,它與加熱制度、焊縫變形速度以及相互結(jié)晶速度有關(guān)。在內(nèi)蒙古烏蘭察布聲測管廠家時(shí),焊接質(zhì)量隨焊接速度的加快而提高。這是因?yàn)榧訜釙r(shí)間的縮短使邊緣加熱區(qū)寬度變窄,縮短了形成金屬氧化物的時(shí)間,如果焊接速度降低時(shí),不僅加熱區(qū)變寬,而且熔化區(qū)寬度隨輸入熱量的變化而變化,形成內(nèi)毛刺較大。在低速焊時(shí),輸入熱量少使焊接困難,若不符合規(guī)定值時(shí)易產(chǎn)生缺陷。因此在內(nèi)蒙古烏蘭察布聲測管廠家時(shí),應(yīng)在機(jī)組的機(jī)械設(shè)備和焊接裝置所允許的速度下,根據(jù)不同規(guī)格品種選擇合適的焊速。4 開口角開口角是指擠壓輥前管坯兩邊緣的夾角,開口角的大小與燒化過程的穩(wěn)定性有關(guān),對焊接質(zhì)量的影響很大。
內(nèi)蒙古烏蘭察布聲測管如果是分段安裝的,接縫處必須采用焊接。型鋼的焊接接頭在制造工廠已經(jīng)備好,當(dāng)兩相臨縫對正后,即可安裝。每根梁全部焊接好后再按上述步驟進(jìn)行錨固。在梁端安裝模板,模板按內(nèi)蒙古烏蘭察布聲測管裝置外形尺寸和預(yù)留槽的缺口進(jìn)行制作,模板應(yīng)做的相當(dāng)嚴(yán)密以防砂漿流進(jìn)位移控制箱或流進(jìn)梁端縫隙。檢查安裝的模板嚴(yán)密無縫以后再將預(yù)留槽清洗干凈,便可澆注混凝土,并振搗密實(shí)。混凝土至少與該處的結(jié)構(gòu)混凝土具有同一強(qiáng)度,澆注混凝土?xí)r要保持內(nèi)蒙古烏蘭察布聲測管裝置的清潔。在安裝內(nèi)蒙古烏蘭察布聲測管時(shí),下縫前應(yīng)認(rèn)真檢查槽內(nèi)預(yù)埋鋼筋,若發(fā)現(xiàn)裂縫或折斷,位置不當(dāng)或間隙過大,必須采取補(bǔ)救措施。要保證沿縫方向每米范圍內(nèi)至少有1根預(yù)埋鋼筋與毛勒內(nèi)蒙古烏蘭察布聲測管的錨環(huán)牢固焊接。應(yīng)該認(rèn)真檢查XF型內(nèi)蒙古烏蘭察布聲測管質(zhì)量,若發(fā)現(xiàn)變形或兩鋼梁間距不一致時(shí),應(yīng)進(jìn)行修整。必要時(shí),還應(yīng)根據(jù)安裝時(shí)的環(huán)境溫度調(diào)整毛勒內(nèi)蒙古烏蘭察布聲測管的鋼梁間距。應(yīng)將XF型內(nèi)蒙古烏蘭察布聲測管裝置緩緩放入槽內(nèi),使縫中心線與實(shí)際預(yù)留縫中心線相重合,偏差不得超過10mm,同時(shí)使鋼邊梁內(nèi)邊保持垂直。XF型內(nèi)蒙古烏蘭察布聲測管就位后,應(yīng)根據(jù)縱、橫坡和標(biāo)高調(diào)整其鋼梁頂面比相鄰瀝青混凝土路面低1~2mm,不得超出路面標(biāo)高。
點(diǎn)擊查看鑫億呈鋼管(烏蘭察布市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
在內(nèi)蒙古烏蘭察布市采購開福國標(biāo)聲測管生產(chǎn)廠家請認(rèn)準(zhǔn)鑫億呈鋼管(烏蘭察布市分公司),品質(zhì)保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),讓您購買到更加實(shí)惠、更加可靠的產(chǎn)品。(聯(lián)系人:劉經(jīng)理-【18833761560】,地址:新華區(qū))。
聲測管生產(chǎn)廠家")
聲測管生產(chǎn)廠家")
聲測管生產(chǎn)廠家")
聲測管生產(chǎn)廠家")
聲測管生產(chǎn)廠家")
聲測管生產(chǎn)廠家")
聲測管生產(chǎn)廠家")
聲測管生產(chǎn)廠家")