


以下是:長治市襄垣縣規格齊全的異型鋼管生產廠家的產品參數【亞華】持續拓展產品矩陣,現有沁源無縫鋼管多種規格可選、武鄉無縫鋼管精心打造、屯留無縫鋼管省心又省錢、黎城無縫鋼管支持定制加工等,滿足不同場景需求。規格齊全的異型鋼管生產廠家,亞華鋼管(長治市襄垣縣分公司)lcsyhgg323-3為您提供規格齊全的異型鋼管生產廠家的資訊,聯系人:胡經理,供應服務范圍覆蓋山西省、長治市、襄垣縣、屯留區、平順縣、黎城縣、壺關縣、長子縣、武鄉縣、沁縣、沁源縣、潞城區。 山西省,長治市,襄垣縣 戰國初期,趙襄子筑城于此,故名襄垣。西漢初置縣,歷代未改,已有2400多年歷史。2009年,被聯合國教科文組織命名為“中國千年古縣”。襄垣歷代英才輩出,主要歷史名人有漢初政治家張良,東晉高僧法顯,明代?“三部尚書”劉龍等,其中法顯是世界杰出的佛學家、旅行家、翻譯家,是中國民間西行求法人,比唐玄奘早230年,比哥倫布發現美洲大陸早1080年。襄垣也是中華連氏發祥地,2009年4月國民黨名譽主席連戰曾專程回鄉尋根祭祖。
我們精心制作的規格齊全的異型鋼管生產廠家產品視頻已經準備就緒,【解鎖新品!】規格齊全的異型鋼管生產廠家產品視頻,帶你穿越新品體驗之旅!
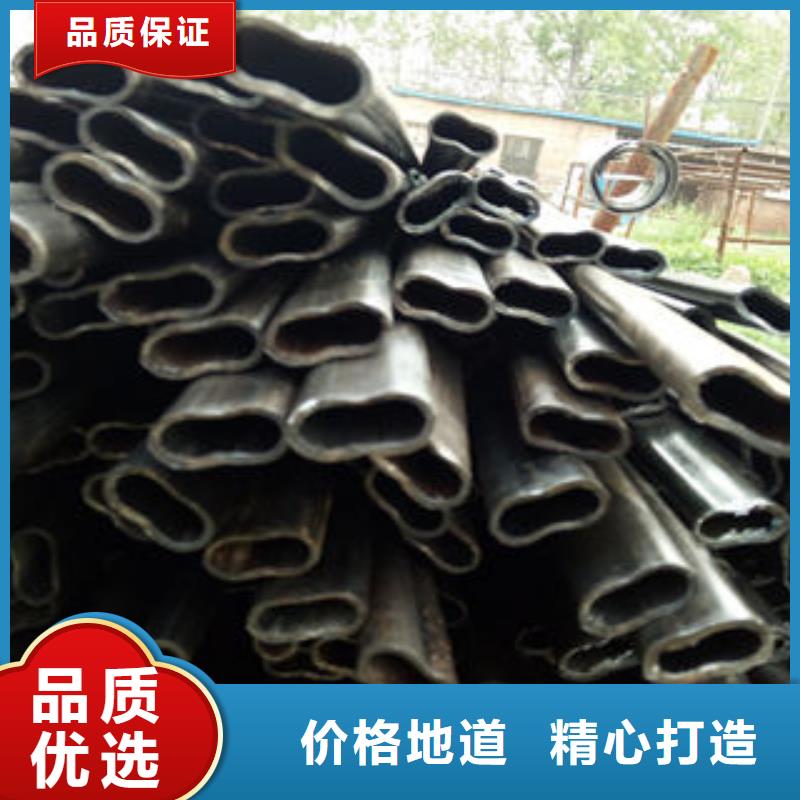
以下是:長治襄垣規格齊全的異型鋼管生產廠家的圖文介紹長治襄垣亞華鋼管有限公司憑借現代的管理模式安定 無縫鋼管質量、雄厚的技術力量、合理的 無縫鋼管價格、優質的服務、加上新老客戶的關心和支持,使本公司邁上了新的臺階,在激烈的市場競爭中,敢于爭先、奮勇直前。
焊縫系數異型管的焊接,實質上是一個冶金,其組織帶有明顯的鑄造組織特征。一般情況下,鑄造組織缺陷較多,材料性能也有所下降。對于有縱焊縫和螺旋焊縫的焊接管,相對于無縫管來說工程上常給它一個強度系數,以衡量其機械性能下降的程度。
材料許用應力材料的許用應力是指材料的強度指標除以相應的系數而的值。材料的機械性能指標有屈服極限、強度極限、蠕變極限、疲勞極限等,這些指標分別反映了不同狀態下失效的極限值。為了保證異型管運行中的強度可靠,常將應力在各強度指標下某一值,該數值即為許用應力。
當應力超過其許用應力值時,就認為其強度已不能保證。因此說,材料的許用應力是確定異型管壁厚等級的基本參數。影響異型管壁厚等級的幾點因素等均,未經不得、或利用其它使用上述作品。本影響異型管壁厚等級的幾點因站刊登內容,請及時通知本站,予以,謝謝合作。
內部人員分析不銹鋼橢圓管及國標組織生產,以20203031316L原料焊接不銹鋼橢圓管,可進行表面拋光,產品多渠道廣泛應用于石油、化工、化學化纖、冶煉、機械、造紙、保溫制冷、機械設備、食品、電力、水利、建筑、海底工程、航海造船、環保等行業,深受用戶的青睞。
我生產以下規格不銹鋼橢圓管:5*18*16*110*20、10*212*213*213*314*214*21內部人員分析不銹鋼橢圓管及國標組織生產,以20203031316L原料焊接不銹鋼橢圓管,可進行表面拋光,產品多渠道廣。
我生產以下規格不銹鋼橢圓管:5*18*16*110*20、10*212*213*213*314*214*215*215*215*30、15*315*416*216*417*217*220*30、20*320*40、20*50、20*70、25*325*428*428*530*430*5ASTMA5543。
異型管是經冷拔制成各種異型的無縫鋼管。異型管一般是根據斷截面來區分的,按材料來說又可分為無縫鋼管異型管,鋁合金異型管,塑料異型管。
異型無縫鋼管是除了圓管以外的其他截面形狀的無縫鋼管的總稱。按鋼管截面形狀尺寸的不同又可分為等壁厚異型無縫鋼管(代號為D)、不等壁厚異型無縫鋼管(代號為BD)、變直徑異型無縫鋼管(代號為BJ)。
異型無縫鋼管廣泛用于各種結構件、工具和機械零部件。和圓管相比,異型管一般都有較大的慣性矩和截面模數,有較大的抗彎抗扭能力,可以大大減輕結構重量,節約鋼材。
異型管的發展主要是產品品種的發展,包括斷面形狀、材質和性能。擠壓法、斜模軋法和冷拔法是生產異型管的有效方法,它適用于生產各種斷面和材質的異型管材。為了能生產品種繁多的異型管,還必須擁有多種生產手段。20世紀90年代,我國在原來只有冷拔的基礎上,又開發出輥拔、擠壓、液壓、旋軋、旋壓、連軋、回轉鍛造和無模拔等幾十種生產方法,并在不斷地改進和創造新的設備與工藝。
鋼管異型管可分為橢圓形異型鋼管、三角形異型鋼管、六角形異型鋼管、菱形異型鋼管、八角形異型鋼管、半圓形異型鋼圓,不等邊六角形異型鋼管、五瓣梅花形異型鋼管、雙凸形異型鋼管、雙凹形異型鋼管、瓜子形異型鋼管、圓錐形異型鋼管、波紋形異型鋼管。
異型管分,異型方管、矩異型管、異型焊管、螺旋焊管,規格:20*20mm-500mm,壁厚0.6mm-20mm,螺旋鋼管.螺旋鋼管規格,219mm-2020mm,壁厚5mm-20mm.直縫規格有4分、6分、1寸、1.2寸、1.5寸、2寸、2.5寸、3寸、4寸、5寸、6寸、8寸、102、108、127、133、139、159、168、177、194、219、273、325等規格異型管一般多是指方矩型鋼管。
控制異型管厚度波動的九點措施:
(一)將乳化液的濃度由2.5%提高到4%左右,增大軋制過程中軋輥與異型管帶鋼有效接觸區的油膜厚度,提高潤滑性能,降低摩察系數,從而降低軋制力,改善厚度波動。
(二)通過添加酸性添加劑,使乳化液pH值控制在5-5.5,使軋制油顆粒度趨于增大,降低乳化液穩定性,使ESI由60%-80%降低到40%-60%,從而提高油水分離效果,改善異型管的潤滑條件。
(三)降低工作輥輥面粗糙度,將輥面粗糙度由0.8-1.0μm減小到0.4-0.6μm。
(四)壓縮軋制道次,減小因加工硬化引起變形抗力增大導致的異型管道次軋制力增大,厚度波動。
(五)將軋機正常生產時乳化液的加熱溫度由50-55 ℃,提高為55-60 ℃,以加快乳化液油滴分子的運動速度,使油滴分子聚集度增大,改善潤滑條件。
(六)啟車后直接升速軋制,以改善乳化液潤滑條件,增加軋輥與異型管帶鋼之間軋制油量和油膜厚度,減小摩察系數,降低軋制力,減小厚度波動。
(七)增加工作輥熱輥時間,使輥面熱凸度均勻。對于輥徑-385mm的工作輥適當增加軋制燙輥材。軋制燙輥材就是軋制0.3mm以下薄規格帶鋼之前,先軋制2、3卷0.6mm以上帶鋼,讓工作輥輥面與輥身熱透性均勻,保證有效壓下效率,解決軋輥壓靠時有效軋制力減小問題。
(八)將異型管道次壓下率由25%左右提高到30%以上,并將成品道次軋制時手動加卷取張力,以彌補壓下率調整后的不足,保證成品道次軋制到目標厚度。
(九)優先使用小輥徑工作輥,通過軋輥優化分配,盡量安排小輥徑工作輥生產0.3mm以下薄規格的異型管帶鋼。異型管沖壓生產時在保證送料必要時間的前提下,盡量縮短送料時間,但提高送料速度會對精度產生不良的影響。送料精度的優劣直接影響著異型管的精度和品質,因此保持良好的送料精度是非常必要的。
規格齊全的異型鋼管生產廠家,亞華鋼管(長治市襄垣縣分公司)專業從事規格齊全的異型鋼管生產廠家,聯系人:胡經理,供應服務范圍覆蓋:山西省 長治市 襄垣縣、屯留區、平順縣、黎城縣、壺關縣、長子縣、武鄉縣、沁縣、沁源縣、潞城區,以下是規格齊全的異型鋼管生產廠家的詳細頁面。











