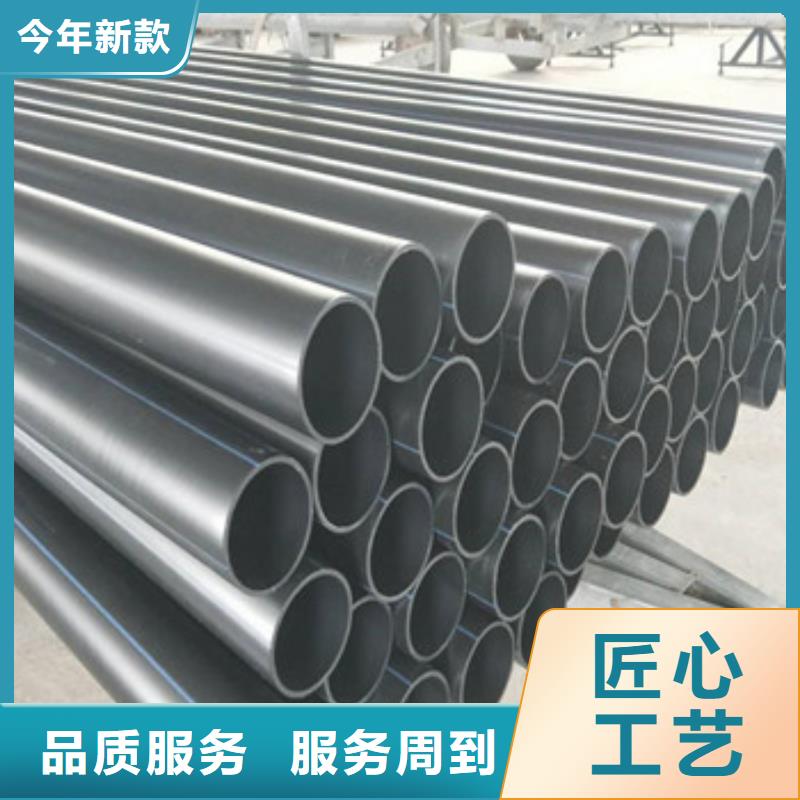
以下是:宜昌市猇亭區(qū)質(zhì)量好的PE給水管實體廠家的產(chǎn)品參數(shù)
產(chǎn)品價格 電議 發(fā)貨期限 電議 供貨總量 電議 運費說明 電議 范圍 的PE給水管供應(yīng)范圍覆蓋湖北省、宜昌市、猇亭區(qū)、西陵區(qū)、伍家崗區(qū)、點軍區(qū)、夷陵區(qū)、遠(yuǎn)安縣、興山縣、秭歸縣、宜都市、當(dāng)陽市、枝江市等區(qū)域。 【宏盛】以匠心打造多元場景產(chǎn)品,涵蓋興山HDPE鋼帶增強螺旋波紋管貨源報價、夷陵HDPE鋼帶增強螺旋波紋管價格有優(yōu)勢、遠(yuǎn)安HDPE鋼帶增強螺旋波紋管支持定制、宜都HDPE鋼帶增強螺旋波紋管一站式采購方便省心、點軍HDPE鋼帶增強螺旋波紋管廠家規(guī)格全等。質(zhì)量好的PE給水管實體廠家,宏盛塑膠制品(宜昌市猇亭區(qū)分公司)bjhs979-3為您提供質(zhì)量好的PE給水管實體廠家,供應(yīng)服務(wù)范圍覆蓋湖北省、宜昌市、猇亭區(qū)、西陵區(qū)、伍家崗區(qū)、點軍區(qū)、夷陵區(qū)、遠(yuǎn)安縣、興山縣、秭歸縣、宜都市、當(dāng)陽市、枝江市,聯(lián)系人:王華,電話:【13933202382】、【13933202382】。 湖北省,宜昌市,猇亭區(qū) 2022年,猇亭區(qū)實現(xiàn)地區(qū)生產(chǎn)總值198.56億元,按不變價格計算比2021年增長7.7%。
以下是質(zhì)量好的PE給水管實體廠家的現(xiàn)場實拍視頻,讓您更好地了解產(chǎn)品的優(yōu)點和特點不容錯過。以下是:宜昌猇亭質(zhì)量好的PE給水管實體廠家的圖文介紹
廠家直銷, HDPE鋼帶增強螺旋波紋管價格更加合理。讓客戶滿意是我們的宗旨。我們公司愿與各界朋友建立和發(fā)展經(jīng)濟貿(mào)易合作關(guān)系。
4、置入銑,先打開銑電源開關(guān),然后再管材兩端,并加以適當(dāng)?shù)膲毫Γ钡絻啥擞羞B續(xù)的切屑出現(xiàn)后(切屑厚度為0.5~10mm,通過調(diào)節(jié)銑片的高度可調(diào)節(jié)切屑厚度),撤掉壓力,略等片刻,再退開活動架,關(guān)閉銑電源。5、取出銑,兩管端,檢查兩端對齊情況(管材兩端的錯位量不能超過壁厚的10%,通過管材直線度和松緊卡瓦予以改善。
6、加熱板溫度達(dá)到設(shè)定值后,放入機架,施加規(guī)定的壓力,直到兩邊卷邊達(dá)到規(guī)定高度時,壓力減小到規(guī)定值(管端兩面與加熱板之間剛好保持,進(jìn)行吸熱),時間達(dá)到后,松開活動架,迅速取出加熱板,然后兩管端,其切換時間盡量縮短,冷卻到規(guī)定時間后,卸壓,松開卡瓦,取出連接完成的管材。
管材兩端面間的間隙也不能超過0.3mm(de225mm以下)、0.5mm(de225mm~400mm)、1mm(de400mm以上),如不滿足要求,應(yīng)在此銑削,直到滿足要求。PE聚管自身原因損壞,造成的漏水機率很小。三分材料,七分安裝。再好的產(chǎn)品,安裝不好都會出問題。
所以其安裝是容易被忽視的一個環(huán)節(jié),也是容易造成漏水問題的環(huán)節(jié)。PE聚管接頭漏水,90%以上是焊接操作問題,原因可能是:1、焊接時溫度不夠,管子加熱還沒完全熔化就焊接。2、焊接面沒清理干凈,上面有臟東西。3、焊接時候的焊接時間、參數(shù)不正確。
首先,是工具的程度:對于熱熔焊接而言,焊機的溫度能否實現(xiàn)自動地控制。對于機械連接而言,工具是否。力是否能得到定期調(diào)校。其次,操作工是否接受過正規(guī)培訓(xùn)。是否持證上崗。是否熟知規(guī)范要求,是否按照相關(guān)規(guī)范進(jìn)行清潔、焊接或連接要點。
4、抽掉加熱板,再次操作液壓裝置,使己熔融的兩管材端面充分對接并鎖定液壓裝置(防止反彈)。5、保持一定冷卻時間松開,操作完畢。6、施工完畢,須經(jīng)試壓驗收合格后,方可埋土投入使用。以上內(nèi)容就是今天要介紹的知識,PE聚管在實際操作中有好幾種對接方式,我們在實際操作中要按照相應(yīng)步驟來進(jìn)行。
我們對PE管材的焊接步驟一般是:檢查管材并清理管端→緊固管材→銑銑削管端→檢查管端錯位和間隙→加熱管材并觀察卷邊高度→管材熔接并冷卻至規(guī)定時間→取出管材。但這些都是要在滿足焊接溫度前提下完成,下面為大家詳細(xì)介紹。
焊接工藝流程如下:在焊接過程中,操作人員應(yīng)參照焊接工藝卡各項參數(shù)進(jìn)行操作,而且在必要時,應(yīng)根據(jù)天氣、環(huán)境溫度等變化對其進(jìn)行適當(dāng):1、核對欲焊接管材規(guī)格、壓力等級是否正確,檢查其表面是否有磕、碰、劃傷,如傷痕深度超過管材壁厚的10%,應(yīng)進(jìn)行局部切除后方可使用。
焊接PE管材熱熔機的合適溫度:設(shè)定加熱板溫度200~230℃。2、用軟紙或布蘸酒精兩管端的油污或異物。3、將欲焊接的管材置于機架卡瓦內(nèi),使兩端伸出的長度相當(dāng)(在不影響銑削和加熱的情況下盡可能短,宜保持20~30mm),管材機架以外的部分用支撐物托起,使管材軸線與機架中心線處于同一高度,然后用卡瓦緊固好。
芯模溫度偏低、機身溫度過低,易造成內(nèi)表面粗糙。冷卻水溫過高,表面粗糙。降低冷卻水溫,PP-R理想冷卻水溫為二十到三十?dāng)z氏度。這種情況下PE管材廠家應(yīng)該檢查水路,是否存在堵塞和水壓不足現(xiàn)象,檢查加熱圈是否有損壞,檢查原料性能,咨詢原料供應(yīng)商,清理模具芯部溫度,若高于口模區(qū)段溫度,打開芯部調(diào)溫裝置,檢查并清理模具是否有雜質(zhì)。
PE管材的外壁損壞部位呈現(xiàn)管壁破碎或長0.1m以內(nèi)孔洞時用刮將破碎的管壁或孔洞完全剔除,剔除部位周圍0.05m以內(nèi)用環(huán)已清理干凈,刷耐水性能好的塑料粘合劑;再從相同管材相應(yīng)部位取下相當(dāng)損壞面積2倍的弧形板,內(nèi)壁涂粘合劑扣貼在損壞部位,用鉛絲包扎固定。
而如果管材外表出現(xiàn)溝痕,PE管材廠家應(yīng)該檢查并定徑套水簾,壓力均衡,噴淋噴嘴角度,使管材冷卻均勻,檢查定徑套、切割機等物件是否存在雜物、毛刺。如果管外壁有肋,將損壞部位周圍0.05m以內(nèi)的肋去除,刮平不帶肋跡,采取上述相同方法補救。
PE管材的外壁發(fā)生局部或較小部位裂縫或孔洞在0.02m以內(nèi)時,可先將管內(nèi)水排除,用棉紗將損壞部位清理干凈,然后用環(huán)已刷基面后,涂刷耐水性能好的塑料粘合劑;并從未使用的管道相應(yīng)部位取下相似形狀大小的板材,進(jìn)行粘接,用土工布包纏固定,固化24小時后即可復(fù)土。
點擊查看宏盛塑膠制品(宜昌市猇亭區(qū)分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
您是想要在宜昌市猇亭區(qū)采購高質(zhì)量的質(zhì)量好的PE給水管實體廠家產(chǎn)品嗎?宏盛塑膠制品(宜昌市猇亭區(qū)分公司)是您的不二之選!我們致力于提供品質(zhì)保證、價格優(yōu)惠的質(zhì)量好的PE給水管實體廠家產(chǎn)品,品種齊全,不斷創(chuàng)新,致力于滿足廣大客戶的多種需求,聯(lián)系人:王華-【13933202382】,地址:《雄安新區(qū)》。

量好的PE給水管實體廠家")
量好的PE給水管實體廠家")
量好的PE給水管實體廠家")
量好的PE給水管實體廠家")
量好的PE給水管實體廠家")
量好的PE給水管實體廠家")
量好的PE給水管實體廠家")
量好的PE給水管實體廠家")
量好的PE給水管實體廠家")