


以下是:50聲測管實體廠家《實時/報價》的產品參數
產品參數 產品價格 3.00/米 發貨期限 1 供貨總量 800000 運費說明 送貨 小起訂 1 質量等級 1級 是否廠家 是 產品材質 Q195 產品品牌 鑫億呈 產品規格 50/54/57 發貨城市 河北 產品產地 河北 加工定制 深加工 產品型號 50-54-57 可售賣地 全國 產品重量 4公斤 產品顏色 黑色 質保時間 5年 外形尺寸 圓形 適用領域 橋梁,樁基 是否進口 否 質量認證 已認證 產品功率 500 工作溫度 25 50聲測管實體廠家《實時/報價》_鑫億呈鋼管(新疆分公司),固定電話:【18833761560】,移動電話:【18833761560】,聯系人:劉經理,新華區 發貨到 新疆 烏魯木齊市、克拉瑪依市、伊犁市。 新疆維吾爾自治區 新疆維吾爾自治區地處亞歐大陸腹地,陸地邊境線5600多千米,周邊與俄羅斯、哈薩克斯坦、吉爾吉斯斯坦、塔吉克斯坦、巴基斯坦、蒙古、印度、阿富汗八國接壤,在歷史上是古絲綢之路的重要通道,是第二座“亞歐大陸橋”的必經之地,戰略位置十分重要。新疆維吾爾自治區有56個民族成份,主要居住有漢族、維吾爾族、哈薩克族、回族、蒙古族、柯爾克孜族、錫伯族、塔吉克族、烏孜別克族、滿族、達斡爾族、塔塔爾族、俄羅斯族等民族。
想要深入了解50聲測管實體廠家《實時/報價》產品的獨特之處嗎?我們的視頻將帶您踏上一段探尋之旅,從設計理念的誕生到精湛工藝的呈現,讓您感受產品的魅力與品質。
以下是:50聲測管實體廠家《實時/報價》的圖文介紹
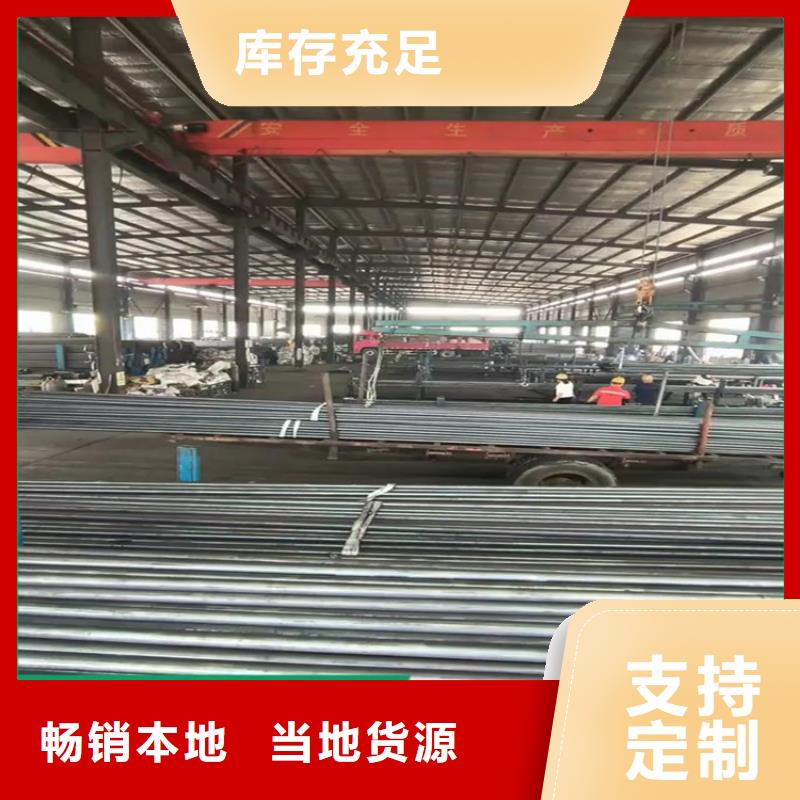
新疆鑫億呈鋼管有限公司生產的 聲測管,注漿管,冷卻管,沉降板等產品均已獲得質量檢測的認可,長期以來,本公司 聲測管,注漿管,冷卻管,沉降板產品廣泛應用于全國各地,均得到用戶高度評價。合理的價格,完善的服務,鑄就了自己的品牌形象, 外樹形象,內強質量,一點一滴,鑄就信譽。 新疆鑫億呈鋼管有限公司真誠歡迎廣大客戶朋友來公司考察、指導。
螺旋式超聲波新疆聲測管及特點:一、螺旋式新疆聲測管便捷性:螺旋式超聲波探測管簡易連接、新疆聲測管無須現場焊接,采用螺旋式連接,螺旋帶動雙扣,鎖緊密封膠圈,軸向端密封,有效防松動,防滲漏,方便快捷可靠,降低成本。安裝每個接頭用時不到1分鐘,大大節約了工時且無須任何技術支持。不需工地以外的準備工作、不需任何設備、簡便快捷(比傳統的方法快5倍)、容易固定于鋼筋籠架、不受惡劣天氣的影響。二、螺旋式超聲波探測管經濟性:在較深的橋梁鉆孔灌注施工中,對于鉆孔灌注檢測規范要求采用聲波透射法檢測樁基質量;按照設計要求應該埋設新疆聲測管,普通的120cm-180cm樁徑的樁基需埋設三根,在常規設計中一般要求采用的外徑50-60mm的鋼管,厚度在3.Omm左右,施工中使用外加套管現場焊接,采用這種方法所需成本較高。我公司生產的新疆聲測管的施工成本只占普通焊管施工成本的60%左右,大大降低了施工成本。三、螺旋式樁基檢測管性:橋梁樁基在混凝土灌注時對新疆聲測管密封性,抗滲漏、抗壓等方面要求特別嚴格,稍有不甚將造成堵管或管變形,普通焊管在施工中均由各施工隊負責新疆聲測管的焊接工作,無法檢測管壁、接口及管底封口的密封及抗滲漏性;很難保證質量。而我公司生產的新疆聲測管均需通過三道檢測工序(即初檢、氣檢、水檢),出廠產品合格率為100%,從而保證產品滿足施工技術要求。
新疆聲測管對焊接質量有哪些要求:分析新疆聲測管廠家在生產中對焊接質量有什么要求:1 輸入熱量因為焊接工藝的主要參數之一,即焊接電流(或焊接溫度)難以測量,所以用輸入熱量來代替,而輸入熱量又可用振蕩器輸出功率來表示:N = Ep·Ip式中 N——輸出功率,kW;Ep——屏壓,kV;Ip——屏流,A〔1〕當振蕩器、感應器和阻抗器確定后,振蕩管槽路、輸出變壓器、感應器的效率也就確定了,輸入功率的變化同輸入熱量的變化大致是成比例的。當輸入熱量不足時,被加熱邊緣達不到焊接溫度,仍保持固態組織而焊不上,形成焊合裂縫;當輸入熱量大時,被加熱邊緣超過焊接溫度易產生過熱,甚至過燒,受力后產生開裂;當輸入熱量過大時,焊接溫度過高,使焊縫擊穿,造成熔化金屬飛濺,形成孔洞。熔化焊接溫度一般在1350~1400℃為宜。新疆聲測管廠家在生產中對焊接質量有什么要求?2 焊接壓力焊接壓力是焊接工藝的主要參數之一,管坯的兩邊緣加熱到焊接溫度后,在擠壓力作用下形成共同的金屬晶粒即相互結晶而產生焊接。焊接壓力的大小影響著焊縫的強度和韌性。若所施加的焊接壓力小,使金屬焊接邊緣不能充分壓合,焊縫中殘留的非金屬夾雜物因壓力小不易排出,焊縫強度降低,受力后易開裂;壓力過大時,達到焊接溫度的金屬大部分被擠出,不但降低焊縫強度,而且產生內外毛刺過大或搭焊等缺陷。因此應根據不同的品種規格在實際中求得與之相適應的焊接壓力。根據實踐經驗單位焊接壓力一般為20~40MPa。由于新疆聲測管管坯寬度及厚度可能存在的公差,以及焊接溫度和焊接速度的波動,都有可能涉及到焊接擠壓力的變化。焊接擠壓量一般通過調整擠壓輥之間的距離進行控制,也可以用擠壓輥前后管筒周差來控制。3 焊接速度焊接速度也是焊接工藝主要參數之一,它與加熱制度、焊縫變形速度以及相互結晶速度有關。在新疆聲測管廠家時,焊接質量隨焊接速度的加快而提高。這是因為加熱時間的縮短使邊緣加熱區寬度變窄,縮短了形成金屬氧化物的時間,如果焊接速度降低時,不僅加熱區變寬,而且熔化區寬度隨輸入熱量的變化而變化,形成內毛刺較大。在低速焊時,輸入熱量少使焊接困難,若不符合規定值時易產生缺陷。因此在新疆聲測管廠家時,應在機組的機械設備和焊接裝置所允許的速度下,根據不同規格品種選擇合適的焊速。4 開口角開口角是指擠壓輥前管坯兩邊緣的夾角,開口角的大小與燒化過程的穩定性有關,對焊接質量的影響很大。
選購50聲測管實體廠家《實時/報價》來新疆找鑫億呈鋼管(新疆分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:劉經理-【18833761560】,地址:[新華區]。






