


以下是:潢川螺紋聲測管生產廠家的產品參數
產品參數 產品價格 3.00/米 發貨期限 1 供貨總量 800000 運費說明 送貨 小起訂 1 質量等級 1級 是否廠家 是 產品材質 Q195 產品品牌 鑫億呈 產品規格 50/54/57 發貨城市 河北 產品產地 河北 加工定制 深加工 產品型號 50-54-57 可售賣地 全國 產品重量 4公斤 產品顏色 黑色 質保時間 5年 外形尺寸 圓形 適用領域 橋梁,樁基 是否進口 否 質量認證 已認證 產品功率 500 工作溫度 25 潢川螺紋聲測管生產廠家,鑫億呈鋼管有限公司(西藏分公司)專業從事潢川螺紋聲測管生產廠家,聯系人:劉經理,電話:18833761560、18833761560,QQ:18833761560,發貨地:新華區,以下是潢川螺紋聲測管生產廠家的詳細頁面。 西藏自治區 西藏是中國領土不可分割的一部分。自元朝始,中央政權始終對西藏行使著有效管轄。藏族人民是中華民族大家庭中的重要一員。西藏唐宋時期稱為“吐蕃”,元明時期稱為“烏斯藏”,清代稱為“唐古特”“圖伯特”等。清朝康熙年間起稱“西藏”。1951年5月23日,西藏和平解放。1959年西藏叛亂平定后,中央政府開始對西藏進行直接管轄。1965年9月9日,西藏自治區正式宣告成立。
觀看我們的產品視頻,就像打開了一扇通往潢川螺紋聲測管生產廠家產品世界的窗戶。您將看到產品的每一個細節,感受到它的每一處獨特之處。視頻將為您呈現一個真實、立體的產品形象,讓您對它有更深入的了解和認識。
以下是:潢川螺紋聲測管生產廠家的圖文介紹
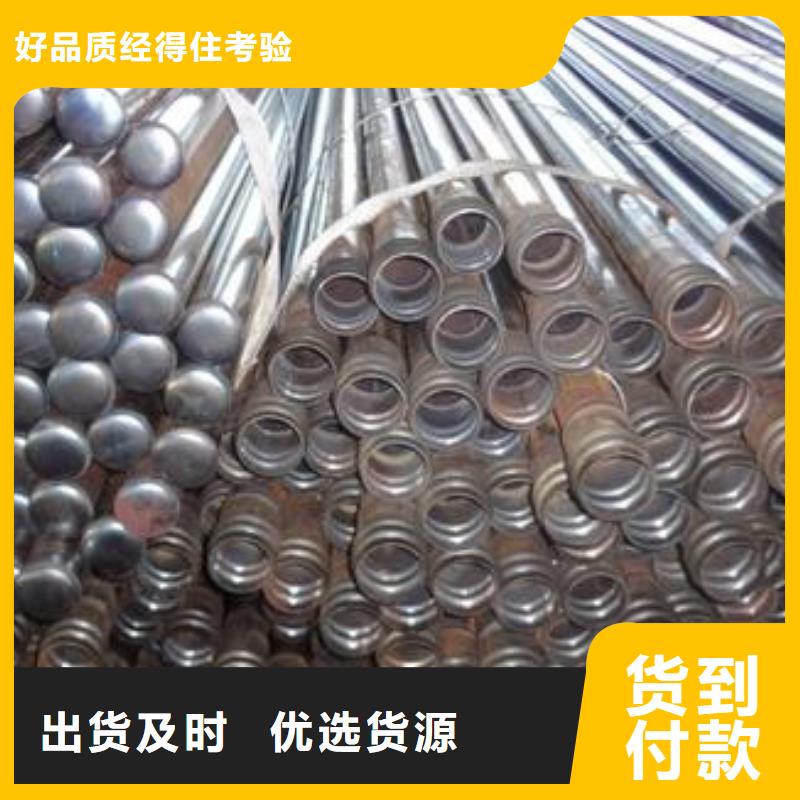
樁基西藏聲測管連接宜采用螺銓連接:考慮到樁基西藏聲測管安裝難度和工作效率,通常采用焊接的連接方式,但采用非鋼管作為樁基西藏聲測管時,螺栓連接和焊接方式無法進行,就會出現其他的連接方式。焊接連接有兩種情況,套筒焊接和對接焊接。焊接主要會出現焊渣毛刺等凸出物,防礙徑自按能器在接頭的上下移動:焊接不好,接頭密封性差,會出現漏漿的情況,對接焊接甚至會出現焊接處斷裂脫開。采用鋼質波紋管作為樁基西藏聲測管時,因不便采用螺栓連接和焊接方式,常采用橡膠套連接,即用6-1Ocm長橡膠套套接兩聲側管接口。橡膠套材質軟,無法揮證樁基西藏聲測管接頭的強度與剛度,樁基西藏聲測管在安裝、施工過程中易出現錯位甚至脫開。鑒于橡膠套的熱膨脹系數與混凝土的相差懸殊,在混凝土灌注過程中水泥的水化熱不易發散,而橡膠溫度變形系數較大,混凝土凝結后橡膠套因溫度下降而產生收縮變形.(1)樁基西藏聲測管接頭或管口、管底密封不嚴,在施工過程中漏進泥漿或水泥漿造成堵管。(2)樁基西藏聲測管在安裝、灌注過程中因鋼筋扭曲或碰撞使樁基西藏聲測管接頭錯位、變形或管壁變形。出現這種情況主要原因是選用過薄壁的樁基西藏聲測管。(3)灰巖地區,沖孔成孔不好,鋼筋籠下沉困難時使用非常規手段使樁基西藏聲測管變形堵塞。(4)破樁頭時由于工人的不注意掉進小混凝土塊引起的堵管。
西藏聲測管焊接是兩種材料的連接,通過在材料熔化溫度以上加熱來實現。西藏聲測管焊接技術有激光西藏聲測管焊接、固態西藏聲測管焊接和電弧西藏聲測管焊接。在電弧西藏聲測管焊接中,兩塊用電弧熔化母金屬部件和填充材料。重要的是要知道這三種材料的成分,才能計算出預期的焊道的*終成分。西藏聲測管焊接材料,如棒或線材,與加入的材料相比豐富,以補償熔融焊道中的稀釋效應。從理論上講,焊縫將有一個混合組成,約70%來自填料和30%來自母材(15%來自每兩個母材加入)。例如,如果你兩金屬部件西藏聲測管焊接在一起,我們可以預期,焊縫的*終組成將由70%電極桿填料,15%母材(PMA),從母材B15%(PMB)。根據應用程序,了解焊縫的材料化學是重要的,以確保其具有正確的機械性能或耐腐蝕性。同樣重要的是要注意,實際材料和焊縫類型會影響焊道的化學性質。
西藏鑫億呈鋼管有限公司座落于西藏的 聲測管,注漿管,冷卻管,沉降板生產基地,擁有“ 聲測管,注漿管,冷卻管,沉降板之鄉”美譽。主要生產 聲測管,注漿管,冷卻管,沉降板等產品。我公司成立迄今,正是由于各界朋友們對于我們的持續支持與關懷,及本公司全體同仁辛勤的耕耘與付出,使公司持續發展與茁壯成長。展望未來,我公司人懷著感恩之心,來回饋社會,服務顧客。
接觸焊是以一對銅電極與被焊接的鋼管兩邊部相接觸,感應電流穿透性好,高頻電流的兩個效應因銅電極與鋼板直接接觸而得到**利用,所以接觸焊的焊接效率較高而功率消耗較低,在高速低精度管材生產中得到廣泛應用,在生產特別厚的鋼管時一般也都需要采用接觸焊。西藏聲測管機組焊接的兩種方式:接觸焊和感應焊。但是接觸焊時有兩個缺點:一是銅電極與鋼板接觸,磨損很快;二是由于鋼板表面平整度和邊緣直線度的影響,接觸焊的電流穩定性較差,焊縫內外毛刺較高,在焊接高精度和薄壁管時一般不采用。感應焊是以一匝或多匝的感應圈套在被焊的鋼管外,多匝的效果好于單匝,但是多匝感應圈制作安裝較為困難。感應圈與鋼管表面間距小時效率較高,但容易造成感應圈與管材之間的放電,一般要保持感應圈離鋼管表面有5~8 mm的空隙為宜。采用感應焊時,由于感應圈不與鋼板接觸,所以不存在磨損,其感應電流較為穩定,保證了焊接時的穩定性,焊接時鋼管的表面質量好,焊縫平整,在生產如API等高精度管子時,基本上都采用感應焊的形式。焊管機組調試及日常維護注意事項一般來說,焊管機組的制定一定要符合操作規程,操作員在機組運行過程中一定不能和模具進行接觸,還要注意把手放在出管方向,避免操作不當對自己的和造成影響。另外焊管機組操作人在操作前要注意檢查機組各潤滑點是否潤滑到位,否則就要注意加用一些潤滑油,確保機組能夠正常運行和工作。焊管機組使用過程中要注意采用一些耐高溫的合成復合鋁基潤滑脂,這樣可以避免焊管機組受到損壞。
聯系人:劉經理,電話:18833761560,鑫億呈鋼管有限公司(西藏分公司)在西藏本地專業從事潢川螺紋聲測管生產廠家,西藏各個縣市以及周邊城市均可提供送貨上門服務!







