

以下是:湛江市徐聞縣無(wú)縫鋼管廠家廠家及時(shí)發(fā)貨的產(chǎn)品參數(shù)
材質(zhì) q235 產(chǎn)地 山東 規(guī)格 2129*6 500*6 顏色 金屬色 品牌 山東恒盈 型號(hào) 圓形 可定制 是 范圍 無(wú)縫鋼管及時(shí)發(fā)貨供應(yīng)范圍覆蓋廣東省、湛江市、徐聞縣、赤坎區(qū)、霞山區(qū)、坡頭區(qū)、麻章區(qū)、遂溪縣、廉江市、雷州市、吳川市等區(qū)域。 【恒盈】業(yè)務(wù)覆蓋多元場(chǎng)景,提供以下產(chǎn)品和服務(wù):麻章無(wú)縫鋼管生產(chǎn)切割加工發(fā)貨迅速、遂溪無(wú)縫鋼管生產(chǎn)切割加工優(yōu)質(zhì)材料廠家直銷、廉江無(wú)縫鋼管生產(chǎn)切割加工免費(fèi)詢價(jià)、赤坎無(wú)縫鋼管生產(chǎn)切割加工多種規(guī)格供您選擇、雷州無(wú)縫鋼管生產(chǎn)切割加工量大從優(yōu)、吳川無(wú)縫鋼管生產(chǎn)切割加工廠家大量現(xiàn)貨等。無(wú)縫鋼管廠家廠家及時(shí)發(fā)貨_恒盈鋼管廠(湛江市徐聞縣分公司),固定電話:【13869525071】,移動(dòng)電話:【13869525071】,聯(lián)系人:楊經(jīng)理,山東省聊城市開發(fā)區(qū)匯通國(guó)際物流園B-155。 廣東省,湛江市,徐聞縣 徐聞縣自古以來(lái)為兵家駐防和商旅之要地,故蘇東坡曰:“四州之人以徐聞為咽喉。”是“漢代海上絲綢之路的始發(fā)港”。
為了給您提供更的無(wú)縫鋼管廠家廠家及時(shí)發(fā)貨產(chǎn)品信息,解鎖無(wú)縫鋼管廠家廠家及時(shí)發(fā)貨產(chǎn)品新體驗(yàn),視頻帶你玩轉(zhuǎn)每個(gè)細(xì)節(jié)!以下是:湛江徐聞無(wú)縫鋼管廠家廠家及時(shí)發(fā)貨的圖文介紹
如何正確選擇適合自己的無(wú)縫管。 無(wú)縫鋼管的厚壁是影響使用的一個(gè)重要的原因,壁厚是無(wú)縫鋼管的一個(gè)特殊的性能和要求。無(wú)縫鋼管的壁厚有著一定的數(shù)值的,那么您對(duì)于無(wú)縫鋼管的壁厚是怎么進(jìn)行計(jì)算的呢?還是一起來(lái)進(jìn)行看一下相關(guān)的計(jì)算的公式和方法吧:
已知無(wú)縫管無(wú)縫鋼管外徑和承受壓力求壁厚計(jì)算方法:壁厚=(壓力*外徑*系數(shù))/(2*鋼管材質(zhì)抗拉強(qiáng)度)
無(wú)縫鋼管如何計(jì)算壁厚---------要先知道每米重量才能計(jì)算;
長(zhǎng)度1米如何計(jì)算重量----------------要先知道壁厚才能計(jì)算;
總之,無(wú)縫鋼管每米重量、外徑、壁厚三個(gè)要知道兩個(gè),才能計(jì)算另一個(gè).
無(wú)縫鋼管理論重量計(jì)算公式:
無(wú)縫鋼管 W=0.0246615(D-S)*S
W:鋼管理論重量 kg/m D :鋼管公稱外徑 mm S :鋼管公稱壁厚 mm
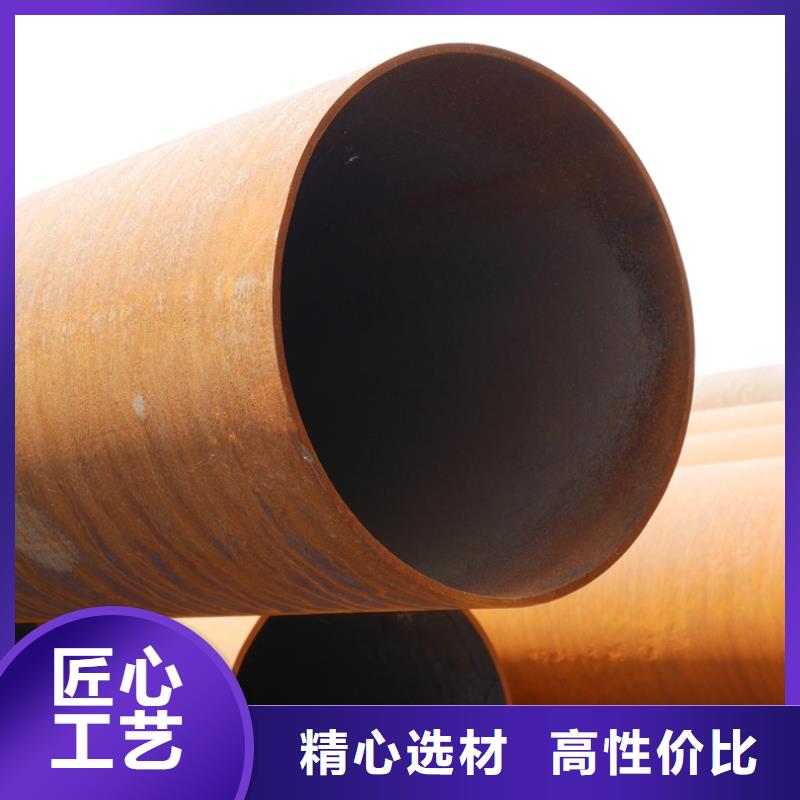
無(wú)縫鋼管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實(shí)心鋼材相比,在抗彎抗扭強(qiáng)度相同時(shí),重量較輕,是一種經(jīng)濟(jì)截面鋼材,廣泛用于制造結(jié)構(gòu)件和機(jī)械零件,如石油鉆桿、汽車傳動(dòng)軸、自行車架以及建筑施工中用的鋼腳手架等用鋼管制造環(huán)形零件,可提高材料利用率,簡(jiǎn)化制造工序,節(jié)約材料和加工工時(shí),已廣泛用鋼管來(lái)制造。
“以人為本、質(zhì)量保障、品質(zhì)服務(wù)、追求卓越”始終是公司立基建業(yè)的宗旨和目標(biāo)。湛江徐聞恒盈鋼管廠本著“不斷進(jìn)取、與時(shí)俱進(jìn)”的思想時(shí)時(shí)激勵(lì)自己,用優(yōu)異卓著的“誠(chéng)信”【無(wú)縫鋼管生產(chǎn)切割加工】產(chǎn)品積j i參與國(guó)內(nèi)外的市場(chǎng)競(jìng)爭(zhēng)。
山東恒盈鋼管廠熱扎生產(chǎn)工藝僅供參考
1.管坯準(zhǔn)備及檢查△→管坯加熱→穿孔→軋管→鋼管再加熱→定(減)徑→熱處理△→成品管矯直→精整→檢驗(yàn)△(無(wú)損、理化、臺(tái)檢) →入庫(kù)
②冷軋(拔)無(wú)縫鋼管主要生產(chǎn)工序:
坯料準(zhǔn)備→酸洗潤(rùn)滑→冷軋(拔)→熱處理→矯直→精整→檢驗(yàn)
一般的無(wú)縫鋼管的生產(chǎn)工藝可以分為冷拔與熱軋兩種,冷軋無(wú)縫鋼管的生產(chǎn)流程一般要比熱軋要復(fù)雜,管坯首先要進(jìn)行三輥連軋,擠壓后要進(jìn)行定徑測(cè)試,如果表面沒有響應(yīng)裂紋后圓管要經(jīng)過割機(jī)進(jìn)行切割,切割成長(zhǎng)度約一米的坯料。然后進(jìn)入退火流程,退火要用酸性液體進(jìn)行酸洗,酸洗時(shí)要注意表面是否有大量的起泡產(chǎn)生,如果有大量的起泡產(chǎn)生說(shuō)明鋼管的質(zhì)量達(dá)不到相應(yīng)的標(biāo)準(zhǔn)。外觀上冷軋無(wú)縫鋼管要短于熱軋無(wú)縫鋼管,冷軋無(wú)縫鋼管的壁厚一般比熱軋無(wú)縫鋼管要小,但是表面看起來(lái)比厚壁無(wú)縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
熱軋無(wú)縫鋼管的交貨狀態(tài)一般是熱軋狀態(tài)經(jīng)過熱處理后進(jìn)行交貨。熱軋無(wú)縫鋼管在經(jīng)過質(zhì)檢后要經(jīng)過工作人員的嚴(yán)格的手工挑選,在質(zhì)檢后要進(jìn)行表面涂油,然后緊接著是多次的冷拔實(shí)驗(yàn),熱軋?zhí)幚砗笠M(jìn)行穿孔的實(shí)驗(yàn),如果穿孔擴(kuò)徑過大就要進(jìn)行矯直矯正。在矯直后再由傳送裝置傳送到探傷機(jī)進(jìn)行探傷實(shí)驗(yàn),后貼上標(biāo)簽、進(jìn)行規(guī)格編排后放置到到倉(cāng)庫(kù)當(dāng)中。
圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(yàn)(或探傷)→標(biāo)記→入庫(kù) 無(wú)縫鋼管是用鋼錠或?qū)嵭墓芘鹘?jīng)穿孔制成毛管,然后經(jīng)熱軋、冷軋或冷撥制成。無(wú)縫鋼管的規(guī)格用外徑*壁厚毫米數(shù)表示。
熱軋無(wú)縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋無(wú)縫鋼管外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。
一般用無(wú)縫鋼管是用10、20、30、35、45等優(yōu)質(zhì)碳結(jié)鋼16Mn、5MnV等低合金結(jié)構(gòu)鋼或40Cr、30CrMnSi、45Mn2、40MnB等合結(jié)鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無(wú)縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無(wú)縫管用來(lái)制造機(jī)械零件,如汽車、拖拉機(jī)的受力零件。一般用無(wú)縫鋼管要保證強(qiáng)度和壓扁試驗(yàn)。熱軋鋼管以熱軋狀態(tài)或熱處理狀態(tài)交貨;冷軋以熱處理狀態(tài)交貨。
熱軋,顧名思義,軋件的溫度高,因此變形抗力小,可以實(shí)現(xiàn)大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230mm左右,而經(jīng)過粗軋和精軋,終厚度為1~20mm。同時(shí),由于鋼板的寬厚比小,尺寸精度要求相對(duì)低,不容易出現(xiàn)板形問題,以控制凸度為主。對(duì)于組織有要求的,一般通過控軋控冷來(lái)實(shí)現(xiàn),即控制精軋的開軋溫度、終軋溫度.圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(yàn)(探傷)→標(biāo)記→入庫(kù)。
ygh13869525071
大口徑厚壁無(wú)縫鋼管的規(guī)格用外徑*壁厚毫米數(shù)表示。大口徑厚壁無(wú)縫鋼管國(guó)內(nèi)制造廠家:成都無(wú)縫鋼管廠、鞍鋼、本鋼、衡陽(yáng)鋼管廠、上海鋼管廠、天津市無(wú)縫鋼管廠、包鋼 大冶鋼廠等。
大口徑厚壁無(wú)縫鋼管是用鋼錠或?qū)嵭墓芘鹘?jīng)穿孔制成毛管,然后經(jīng)熱軋制成。大口徑厚壁無(wú)縫鋼管在我國(guó)鋼管業(yè)中具有重要的地位。據(jù)不完全統(tǒng)計(jì),我國(guó)現(xiàn)有無(wú)縫管生產(chǎn)企業(yè)約240多家,大口徑厚壁無(wú)縫鋼管機(jī)組約250多套,大口徑的厚壁無(wú)縫鋼管主要是以它的鋼管的外部口徑來(lái)說(shuō)的,一般外徑在325毫米以上的我們都稱為大口徑鋼管,厚壁呢,一般壁厚在20毫米以上的就可以了, 以下是鋼管的制造過程:鋼管的原料是鋼管坯料,管坯要經(jīng)過切割機(jī)的切割加工成長(zhǎng)度約為1米的坯料,并經(jīng)傳送帶送到熔爐內(nèi)加熱。鋼坯被送入熔爐內(nèi)加熱,溫度大約為1200℃。燃料為氫氣或乙炔。爐內(nèi)溫度控制是關(guān)鍵性的問題·圓管坯出爐后要經(jīng)過壓力穿孔機(jī)進(jìn)行穿空。一般較常見的穿孔機(jī)是錐形輥穿孔機(jī),這種穿孔機(jī)生產(chǎn)效率高,產(chǎn)品質(zhì)量好,穿孔擴(kuò)徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機(jī)通過錐形鉆頭高速旋轉(zhuǎn)入鋼胚打孔,形成鋼管。鋼管內(nèi)徑由定徑機(jī)鉆頭的外徑長(zhǎng)度來(lái)確定。鋼管經(jīng)定徑后,進(jìn)入冷卻塔中,通過噴水冷卻,鋼管經(jīng)冷卻后,就要被矯直(其實(shí)現(xiàn)在很多的廠家已經(jīng)不用再矯直機(jī)矯直了,而是在鋼管通過軋機(jī)就直接達(dá)到了它的鋼管本身的直度了)。鋼管經(jīng)矯直后由傳送帶送至金屬探傷機(jī)(或水壓實(shí)驗(yàn))進(jìn)行內(nèi)部探傷。若鋼管內(nèi)部有裂紋,氣泡等問題,將被探測(cè)出。鋼管質(zhì)檢后還要通過嚴(yán)格的手工挑選(現(xiàn)在都有激光探測(cè)檢驗(yàn))。
生產(chǎn)工藝:大口徑厚壁無(wú)縫鋼管的制造工藝,屬于大口徑厚壁無(wú)縫鋼管的生產(chǎn)方法類。其生產(chǎn)方法是將由電爐煉出的鋼經(jīng)鋼包精煉、在氬氣保護(hù)下下注,下注后的鋼錠經(jīng)退火、熱切冒口底部,加熱后用立式水壓機(jī)沖孔,再用臥式水壓機(jī)拔伸、再加熱、拔伸后加熱至900℃左右噴水霧、淬火后回火,經(jīng)內(nèi)鏜外扒、內(nèi)外圓磨削工藝的機(jī)加工,無(wú)損、外形檢測(cè)得產(chǎn)品。用本發(fā)明方法可生產(chǎn)出外徑為325-1066.8mm、壁厚25-162mm、長(zhǎng)≤8500mm的大口徑厚壁無(wú)縫鋼管,本無(wú)縫鋼管符合標(biāo)準(zhǔn),可用作電站用、高壓鍋爐用大口徑厚壁無(wú)縫鋼管,及壓力容器筒體、油缸、化學(xué)工業(yè)用鋼管,離心鑄造管模等。
山東恒盈無(wú)縫鋼管廠
點(diǎn)擊查看恒盈鋼管廠(湛江市徐聞縣分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
在湛江市徐聞縣采購(gòu)無(wú)縫鋼管廠家廠家及時(shí)發(fā)貨請(qǐng)認(rèn)準(zhǔn)恒盈鋼管廠(湛江市徐聞縣分公司),品質(zhì)保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),讓您購(gòu)買到更加實(shí)惠、更加可靠的產(chǎn)品。(聯(lián)系人:楊經(jīng)理-【13869525071】)。
縫鋼管廠家廠家及時(shí)發(fā)貨")
縫鋼管廠家廠家及時(shí)發(fā)貨")
縫鋼管廠家廠家及時(shí)發(fā)貨")
縫鋼管廠家廠家及時(shí)發(fā)貨")
縫鋼管廠家廠家及時(shí)發(fā)貨")
縫鋼管廠家廠家及時(shí)發(fā)貨")
縫鋼管廠家廠家及時(shí)發(fā)貨")
縫鋼管廠家廠家及時(shí)發(fā)貨")
縫鋼管廠家廠家及時(shí)發(fā)貨")
縫鋼管廠家廠家及時(shí)發(fā)貨")
