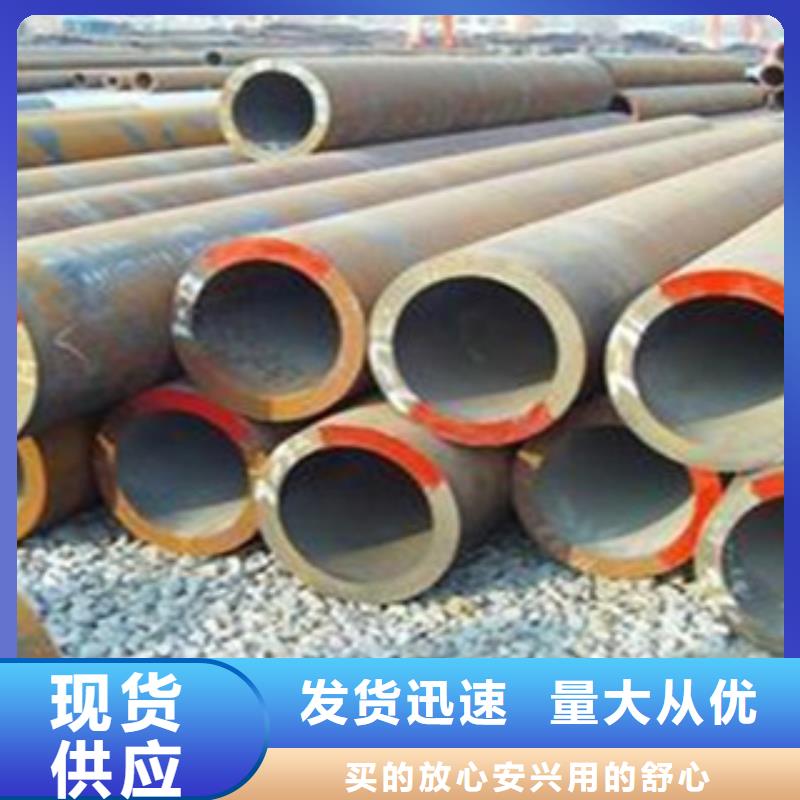
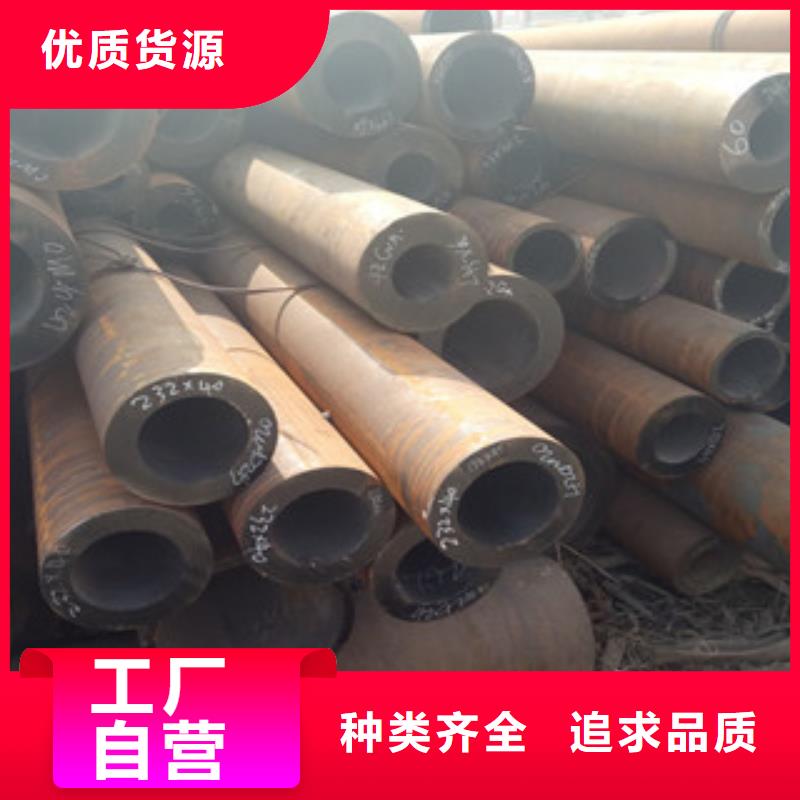

以下是:365crmo厚壁無(wú)縫鋼管萬(wàn)噸庫(kù)存的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價(jià)格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說(shuō)明 電議 產(chǎn)品名稱(chēng) 無(wú)縫鋼管 規(guī)格 齊全 產(chǎn)地 聊城,天津,無(wú)錫,上海 材質(zhì) 齊全 長(zhǎng)度 8-12米 計(jì)重方式 噸 是否能加工定制 能 365crmo厚壁無(wú)縫鋼管萬(wàn)噸庫(kù)存,開(kāi)安管業(yè)(陽(yáng)江市分公司)為您提供365crmo厚壁無(wú)縫鋼管萬(wàn)噸庫(kù)存,聯(lián)系人:夏志明,電話:13562007212、13562007212,QQ:810507637,請(qǐng)聯(lián)系開(kāi)安管業(yè)(陽(yáng)江市分公司),發(fā)貨地:東昌府區(qū)鳳凰工業(yè)園百億鋼管物流園A區(qū)28號(hào)。 廣東省,陽(yáng)江市 陽(yáng)江市是北部灣城市群城市之一,粵港澳大灣區(qū)與北部灣城市群之間的重要節(jié)點(diǎn)城市、濱海旅游城市;是廣東省海洋大市,海洋資源豐富;擁有中國(guó)十大美海島、首批海洋公園海陵島、以“地質(zhì)公園”凌霄巖為代表的陽(yáng)春山水和宋代古沉船“南海一號(hào)”。曾獲“中國(guó)旅游城市”、“園林城市”、“衛(wèi)生城市”、“中國(guó)幸福感城市·宜業(yè)宜居之城”、“中國(guó)刀剪之都”、“中國(guó)風(fēng)箏之鄉(xiāng)”、“中國(guó)溫泉之鄉(xiāng)”、“中國(guó)蠔都”、“中國(guó)詩(shī)詞之市”、“中國(guó)楹聯(lián)文化城市”等榮譽(yù)。
我們的365crmo厚壁無(wú)縫鋼管萬(wàn)噸庫(kù)存視頻現(xiàn)已上線,從細(xì)節(jié)到整體,從外觀到性能,讓您了解它的每一個(gè)方面。以下是:365crmo厚壁無(wú)縫鋼管萬(wàn)噸庫(kù)存的圖文介紹廣東陽(yáng)江開(kāi)安管業(yè)有限公司一直致力于 球墨鑄鐵管的研發(fā)和銷(xiāo)售,工廠占地面積超過(guò)10萬(wàn)平方米。主要生產(chǎn): 球墨鑄鐵管。我們有多年 球墨鑄鐵管研發(fā)、生產(chǎn)經(jīng)驗(yàn),擁有行業(yè)內(nèi)領(lǐng)先的生產(chǎn)線以及技術(shù)先進(jìn),為全球消費(fèi)者提供技術(shù)領(lǐng)先、品質(zhì)卓越的產(chǎn)品,擁有市場(chǎng)上廣闊的產(chǎn)品線。我們與時(shí)俱進(jìn),不斷鞏固自身實(shí)力提高產(chǎn)品質(zhì)量的同時(shí)也不斷完善售后服務(wù)。相信只有這樣不斷的前進(jìn),才能邁進(jìn)更為廣闊的空間。堅(jiān)持以“打造有價(jià)值,可優(yōu)化,不斷進(jìn)取的專(zhuān)業(yè)性銷(xiāo)售團(tuán)隊(duì),悉查客戶需求,超越客戶期待”的服務(wù)理念和“以品質(zhì)求生存,以創(chuàng)新求發(fā)展,以信譽(yù)求市場(chǎng),務(wù)實(shí)創(chuàng)新,超越自我”的經(jīng)營(yíng)理念為廣大客戶提供z u i完整的產(chǎn)品。
無(wú)縫管的特點(diǎn):
產(chǎn)品的壁厚越厚,它就越具有經(jīng)濟(jì)性和實(shí)用性,壁厚越薄,它的加工成本就會(huì)大幅度的上升;其次、該產(chǎn)品的工藝決定它的局限性能,一般無(wú)縫鋼管精度低:壁厚不均勻、管內(nèi)外表光亮度低、定尺成本高,且內(nèi)外表還有麻點(diǎn)、黑點(diǎn)不易去除;其三、它的檢測(cè)及整形須離線處理。因此它在高壓、高強(qiáng)度、機(jī)械結(jié)構(gòu)用材方面體現(xiàn)了它的優(yōu)良性。
無(wú)縫管外觀質(zhì)量
無(wú)縫管內(nèi)外表面不得有裂縫、折疊、龜裂、裂紋、軋折、離層和結(jié)疤缺陷存在,這些缺陷應(yīng)完全掉(供機(jī)械加工用管除外),后不得使壁厚和外徑超過(guò)負(fù)偏差。凡不超過(guò)允許負(fù)偏差的其他輕表面缺陷可不。
直道允許深度。熱軋、熱擠壓鋼管、直徑小于和等于140mm的不大于公稱(chēng)壁厚的5%,深度不大于0.5mm;冷拔(軋)鋼管不大于公稱(chēng)壁厚的4%,深度不大于0.3mm。
無(wú)縫管存放選擇適合的場(chǎng)地和庫(kù)房 :
1)保管鋼材的場(chǎng)地或倉(cāng)庫(kù),應(yīng)選擇在清潔潔凈、排水遲滯的中央,遠(yuǎn)離發(fā)生無(wú)害氣體或粉塵的廠礦。在場(chǎng)地上要雜草及一切雜物,堅(jiān)持鋼材潔凈 ;
2)在倉(cāng)庫(kù)里不得與酸、堿、鹽、水泥等對(duì)鋼材有腐蝕性的資料堆放在一同。不同種類(lèi)的鋼材應(yīng)辨別堆放,避免混雜,避免接觸腐蝕 ;
3)大型型鋼、鋼軌、辱鋼板、大口徑鋼管、鍛件等可以露天堆放 ;
4)中小型型鋼、盤(pán)條、鋼筋、中口徑鋼管、鋼絲及鋼絲繩等,可在通風(fēng)良好的料棚內(nèi)寄存,但必需上苫下墊
5)一些小型鋼材、薄鋼板、鋼帶、硅鋼片、小口徑或薄壁鋼管、各種冷軋、冷拔鋼材以及價(jià)錢(qián)高、易腐蝕的金屬制品,可寄存入庫(kù) ;
6)庫(kù)房應(yīng)依據(jù)天文條件選定,普通采用普通封鎖式庫(kù)房,即有房頂有圍墻、門(mén)窗緊密,設(shè)有通風(fēng)安裝的庫(kù)房
7)庫(kù)房要求晴天留意通風(fēng),雨天留意封閉防潮,常常堅(jiān)持適合的貯存環(huán)境 。
35CrMo無(wú)縫鋼管的制造用途和調(diào)質(zhì)性能
35CrMo無(wú)縫鋼管合金結(jié)構(gòu)鋼,有很高的靜力強(qiáng)度、沖擊韌性及較高的疲勞極限,淬透性較40Cr高,高溫下有高的蠕變強(qiáng)度與持久強(qiáng)度,長(zhǎng)期工作溫度可達(dá) 500℃;冷變形時(shí)塑性中等,焊接性差。低溫至-110攝氏度,并具有高的靜強(qiáng)度、沖擊韌度及較高的疲勞強(qiáng)度、淬透性良好,無(wú)過(guò)熱傾向,淬火變形小,冷變形時(shí)塑性尚可,切削加工性中等,但有類(lèi)回火脆性,焊接性不好,焊前需預(yù)熱至150~400攝氏度,焊后熱處理以應(yīng)力,一般在調(diào)質(zhì)處理后使用,也可在高中頻表面淬火或淬火及低、中溫回火后使用。舞鋼生產(chǎn)執(zhí)行標(biāo)準(zhǔn):GB/T11251-2009、舞鋼企業(yè)標(biāo)準(zhǔn)、軍工標(biāo)準(zhǔn)、交貨狀態(tài):正火或正火+回火、調(diào)質(zhì)。
35CrMo無(wú)縫鋼管制造用途
用于制造承受沖擊、彎扭、高載荷的各種機(jī)器中的重要零件,如軋鋼機(jī)人字齒輪、曲軸、錘桿、連桿、緊固件,汽輪發(fā)動(dòng)機(jī)主軸、車(chē)軸,發(fā)動(dòng)機(jī)傳動(dòng)零件,大型電動(dòng)機(jī)軸,石油機(jī)械中的穿孔器,工作溫度低于400攝氏度的鍋爐用螺栓,低于510攝氏度的螺母,化工機(jī)械中高壓無(wú)縫厚壁的導(dǎo)管(溫度450~500攝氏度,無(wú)腐蝕性介質(zhì))等;還可代替40CrNi用于制造高載荷傳動(dòng)軸、汽輪發(fā)動(dòng)機(jī)轉(zhuǎn)子、大截面齒輪、支承軸(直徑小于500MM)等;工藝上的設(shè)備材料、管材、焊材等等。
35CrMo無(wú)縫鋼管用作在高負(fù)荷下工作的重要結(jié)構(gòu)件,如車(chē)輛和發(fā)動(dòng)機(jī)的傳動(dòng)件;汽輪發(fā)電機(jī)的轉(zhuǎn)子、主軸、重載荷的傳動(dòng)軸,大斷面零件。
化學(xué)成份
碳 C :0.32~0.40
硅 Si:0.17~0.37
錳 Mn:0.40~0.70
硫 S :允許殘余含量≤0.035
磷 P :允許殘余含量≤0.035
鉻 Cr:0.80~1.10
鎳 Ni:允許殘余含量≤0.030
銅 Cu:允許殘余含量≤0.30
鉬 Mo:0.15~0.25
力學(xué)性能
抗拉強(qiáng)度σb (MPa):≥985(100)
屈服強(qiáng)度σs (MPa):≥835(85)
伸長(zhǎng)率 δ5 (%):≥12
斷面收縮率 ψ (%):≥45
沖擊功 Akv (J):≥63
沖擊韌性值 αkv (J/cm2):≥78(8)
硬度 :≤229HB
試樣尺寸:試樣毛坯尺寸為25mm
熱處理規(guī)范及金相組織
熱處理規(guī)范:淬火850℃,油冷;回火550℃,水冷、油冷。
45#無(wú)縫鋼管橫軋工藝應(yīng)用范圍
45#無(wú)縫鋼管橫軋工藝已在無(wú)縫鋼管生產(chǎn)中得到廣泛應(yīng)用,可實(shí)現(xiàn)穿孔、軋制、壓扁、定徑等橫軋。有兩個(gè)斜軋管機(jī)輥,兩個(gè)系統(tǒng)有三個(gè)輥。盡管不同的軋機(jī)結(jié)構(gòu)、形狀和輥距位置不同,但在變形區(qū)輥、內(nèi)管、調(diào)整輥距工藝參數(shù)之間的幾何關(guān)系基本相同。
45#無(wú)縫鋼管斜軋力參數(shù)研究
20世紀(jì)80年代初開(kāi)始對(duì)斜軋理論進(jìn)行了一系列的研究,如金屬變形區(qū)的變形、應(yīng)力分布、軋制力和軋制力矩的研究;空腔形成機(jī)理的研究;當(dāng)導(dǎo)板旋轉(zhuǎn)穿孔金屬管時(shí),單次活動(dòng)的宏觀變形、塑性變形等。研究了導(dǎo)板軋制力的分布及沿徑向軋制時(shí)的變形和應(yīng)力不均勻性;對(duì)沖床上的三輥接頭變形區(qū)和塑性變形特性采用三維有限元方法研究了斜軋穩(wěn)態(tài)軋制過(guò)程;采用三維有限元法對(duì)P。彈性旋轉(zhuǎn)穿孔過(guò)程模擬分析;變形相關(guān)概念及計(jì)算方法的應(yīng)用;圓錐滾子斜軋過(guò)程的超變形研究。
合金鋼管焊前準(zhǔn)備
試件采用15CrMo鋼管,規(guī)格為φ325×25,坡口型式及尺寸見(jiàn)圖1。
焊前用角向磨光機(jī)將坡口內(nèi)外及坡口邊緣50mm范圍內(nèi)打磨至露出金屬光澤,然后用丙酮清洗干凈。
試件為水平固定位置,對(duì)口間隙為4mm,采用手工鎢極氬弧焊沿園周均勻點(diǎn)焊六處,每處點(diǎn)固長(zhǎng)度應(yīng)不小于20mm。焊條按表2的規(guī)范進(jìn)行烘烤。
表2 焊條烘烤規(guī)范
焊條型號(hào) 烘烤溫度 保溫時(shí)間
E8018-B2 300 ℃ 2h
E309Mo-16 150 ℃ 1.5h
2.3 焊接工藝參數(shù)
按方案Ⅰ焊前需進(jìn)行預(yù)熱,根據(jù)Tto-Bessyo等人提出的計(jì)算預(yù)熱溫度公式:
To=350√[C]-0.25(℃) 式中,To——預(yù)熱溫度,℃。
[C]=[C]x [C]p [C]p=0.005S[C]x
[C]x=C (Mn Cr)/9 Ni/18 7Mo/90 式中,
[C]x——成分碳當(dāng)量;
[C]p——尺寸碳當(dāng)量; S——試件厚度(本文中S=25mm);
[C]x=C (Mn Cr)/9 7/90Mo=0.361
[C]p=0.045 則To=138℃
因此預(yù)熱溫度選為150℃。采用氧-乙炔焰對(duì)試件進(jìn)行加溫,先用測(cè)溫筆粗略判斷試件表面的的溫度(以筆跡顏色變化快慢進(jìn)行估計(jì)),后用半導(dǎo)體點(diǎn)溫計(jì)測(cè)定,測(cè)量點(diǎn)至少應(yīng)選擇三點(diǎn),以保證試件整體均達(dá)到所要求的預(yù)熱溫度。
焊接時(shí),層采用手工鎢極氬弧焊打底,為避免仰焊處焊縫背面產(chǎn)生凹陷,送絲時(shí)采用內(nèi)填絲法,即焊絲通過(guò)對(duì)口間隙從管內(nèi)送入。其余各層采用焊條電弧焊,共焊6層,每個(gè)焊層一條焊道。
點(diǎn)擊查看開(kāi)安管業(yè)(陽(yáng)江市分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
在廣東省陽(yáng)江市采買(mǎi)365crmo厚壁無(wú)縫鋼管萬(wàn)噸庫(kù)存到開(kāi)安管業(yè)(陽(yáng)江市分公司),無(wú)論您是個(gè)人用戶還是企業(yè)采購(gòu),我們都將竭誠(chéng)為您服務(wù)。品質(zhì)保證,價(jià)格優(yōu)惠,廠家直銷(xiāo),歡迎有需要的客戶來(lái)電。聯(lián)系人:夏志明-13562007212,QQ:810507637,地址:《東昌府區(qū)鳳凰工業(yè)園百億鋼管物流園A區(qū)28號(hào)》。
縫鋼管萬(wàn)噸庫(kù)存")
縫鋼管萬(wàn)噸庫(kù)存")
縫鋼管萬(wàn)噸庫(kù)存")
縫鋼管萬(wàn)噸庫(kù)存")
縫鋼管萬(wàn)噸庫(kù)存")
縫鋼管萬(wàn)噸庫(kù)存")
縫鋼管萬(wàn)噸庫(kù)存")
縫鋼管萬(wàn)噸庫(kù)存")
縫鋼管萬(wàn)噸庫(kù)存")
縫鋼管萬(wàn)噸庫(kù)存")
縫鋼管萬(wàn)噸庫(kù)存")