

以下是:2025發貨快速#涂塑管#實體廠家的產品參數您是想要在龍巖市永定區采購高質量的2025發貨快速#涂塑管#實體廠家產品嗎?鋼管廠(永定分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的2025發貨快速#涂塑管#實體廠家產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:張英-13516191319,QQ:2391975756,地址:《靜海大邱莊》。 福建省,龍巖市,永定區 永定是“南方礦區”、“烤煙之鄉”,地熱資源居龍巖市位。境內溪流分屬汀江、九龍江、梅江三大水系,汀江、永定河、金豐溪、黃潭河、撫溪、岐嶺溪等流域面積100平方千米以上。棉花灘水電廠為福建省第二大水電廠。永定是“紅色搖籃”,革命老區、中央蘇區的重要組成部分。辛亥革命爆發,在閩西首舉義師響應。1926年夏,在湖雷建立福建省個中共農村支部。1928年6月29日至7月初,舉行“永定暴動”,建立福建早的一支紅軍隊伍。永定是“客家故里”、純客家縣,客家人重要的聚居地和集散地之一,是全國對臺工作重點縣、“海峽兩岸交流基地”和福建省八大僑鄉之一。
想要快速了解2025發貨快速#涂塑管#實體廠家產品?視頻給你直觀的感受!以下是:2025發貨快速#涂塑管#實體廠家的圖文介紹
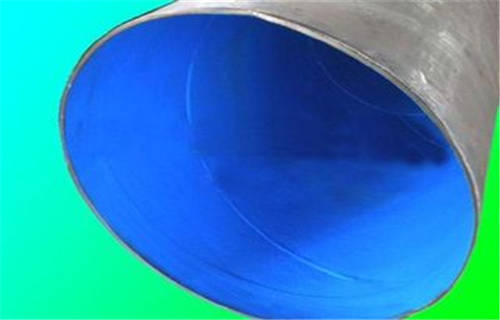
環氧樹脂粉末涂塑復合管的工藝技術環氧樹脂粉末涂塑復合管的工藝技術涂塑鋼管分為:熱浸塑工藝,內外噴涂工藝,滾塑工藝,淋涂工藝,吸涂工藝,熔結纏繞工藝等。熱浸塑采用:流化床浸塑,成膜法。又稱涂塑鋼管代防腐,內外聚乙烯。內外噴涂工藝:采用靜電吸附理論,通過鋼管前處理,用噴槍進行噴涂聚乙烯或環氧樹脂粉末。又稱涂塑鋼管第二代防腐,內外環氧復合鋼管。 內外涂塑鋼管,內外涂塑鋼管是在鋼管內壁融溶一層厚度為0.5~1.0mm的聚乙烯(pe)樹脂、乙烯-丙烯酸共聚物(eaa)、環氧(ep)粉末、聚丙烯(pp內外涂塑鋼管,內外涂塑鋼管是在鋼管內壁融溶一層厚度為0.5~1.0mm的聚乙烯(pe)或聚氯乙烯(pvc)等有機物而構成的鋼塑復合型管材,它不但具有鋼管的度、易連接、耐水流沖擊等優點,還克服了鋼管遇水易腐蝕、污染、結垢及塑料管強度不高、消防性能差等缺點,設計壽命可達50 建筑消防涂塑直縫鋼管小區建設中的應用;記者注意到,數據顯示,2016年1月,中國鋼材出口974萬噸,同比下降5.3%,2月,中國鋼材出口811萬噸,環比下降16.74%,同比增長4.04%。上海鋼聯鋼材事業部高級分析師任竹倩認為,“目前鋼鐵貿易摩擦案件頻發,各國貿易保護主義再度盛行,2016年中國鋼材出口或將小幅下降。”當前,我國經濟社會發展進入新常態,耐火材料和其主要下業均為產能嚴重過剩行業,產品產量也都達到了峰值弧頂區,靠規模實現增長的時代已經一去不復返。在這種情況下,我們要對當前耐材行業的生產運行情況有的認識,同時,了解耐材下業的需求變化,明確耐材行業所要面臨的新困難和新問題,這樣,才有助于耐材企業有的放矢的做出轉型調整,在新形勢下實現新的發管道安裝前,必須根據圖紙進行管道放線,并對預埋件進行復測,在定準管道中心線和復測支墩標高無誤后,開始管道安裝就位。根據現場情況,在避開地下電纜和管線后,可利用倒鏈和8噸吊車下管。鋼管進入管溝內,進行管道找正工作,保證管子與管溝壁及兩管之間距離符合要求。管道位置調整好后,立即將固定支架焊死,管道接口與支架間距須大于100毫米。
龍巖永定鋼管廠擁有一批高素質的技術管理隊伍以及【焊管】完整的制造工藝,為客戶打造出,節能,穩定,美觀,實用的【焊管】。高品質(龍巖永定鋼管廠家通過ISO9001質量體系,完善的售后回訪制度,嚴格把關每一個細節,做到每個【焊管】都在優化改進)高技術(龍巖永定鋼管廠堅持每年拿銷售收入百分之十投入作為研發費用,與行業領頭企業建立技術交流通道,不斷吸收消化國際先進的【焊管】技術)效率高(龍巖永定鋼管廠擁有十余臺【焊管】精加工設備,還有十余名行業技術人員,保證用短時間為客戶做出質量好的【焊管】產品)
預處理上料預熱吸涂流平固化空冷初檢噴印加蓋檢驗打包入庫預處理上料預熱吸涂流平塑化空冷初檢噴印水冷卻加蓋檢驗打包入庫涂ep涂層管生產時不用水冷卻系統,涂pe涂層管生產時固化爐不加熱。涂塑管將經過噴砂處理的鋼管放到料架上,采用壓縮空氣吹凈管內壁的灰塵,用鏈條逐根傳入預熱爐中預熱。對于環氧樹脂涂層,預熱溫度為160~200℃;對于聚乙烯涂層,預熱溫度為240~330℃;預熱時間均為8~12min。 要保持預熱爐內溫度均勻,特別是涂聚乙烯時如果局部預熱溫度超過規定值,易使涂層老化或燒焦。局部溫度低于規定值,將使涂層流平性差,不光滑。先將粉末涂料放入供粉箱中,貯存在供粉箱的粉末涂料需要供給一定壓力才能使粉末處于流化狀態,流化床上浮20%,以使供粉順暢。由于ep和pe性能及顆粒度不同,采用的供氣壓力也不一樣。 聚乙烯粉末原料供給氣壓為0.03~0.05mpa;對于dn15mm管環氧樹脂粉末供給氣壓為0.005~0.015mpa,對于dn320mm管環氧樹脂粉末供給氣壓為0.04~0.06mpa。涂層厚度通過控制供粉時間來控制。聚乙烯粉末涂料的總供粉時間為11~17s;環氧樹脂涂料的總供粉時間為2~8s。涂塑管 環氧樹脂涂層固化溫度為18010℃,需要將吸涂后的鋼管由鏈條輸入固化爐中進一步流平固化和塑化。涂聚乙烯時由于鋼管本身的預熱涂塑溫度高,鋼管貯存的熱量大,固化爐不需加熱,只起一定的保溫作用,可以直接利用鋼管本身的余熱進行流平固化。環氧樹脂涂層固化溫度為18010℃,需要將吸涂后的鋼管由鏈條輸入固化爐中進一步流平固化和塑化。兩種涂層的固化時間均為5~10min。環氧樹脂涂層從固化爐出爐后隨空氣冷卻即可。從固化爐滾出的聚乙烯涂層管由于溫度高,如果在空氣中冷卻速度慢,時間太長則涂層就會老化甚至變焦黃,因此需用水進行噴淋冷卻,采用水冷卻可同時增加聚乙烯涂層的結晶度,從而增加涂層表面光澤,但水冷溫度要嚴格控制,以免產生氣泡和局部缺陷
在龍巖市永定區采購2025發貨快速#涂塑管#實體廠家請認準鋼管廠(永定分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:張英-13516191319,QQ:2391975756,地址:靜海大邱莊)。





