

以下是:吉安市永豐縣鋼筋滾絲輪正規生產廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 合金 型號 79mm 規格 75度 類型 鋼筋滾絲輪 顏色 金色 品牌 華鐵 型號 79*45*30 可定制 是 范圍 鋼筋滾絲輪正規供應范圍覆蓋江西省、吉安市、永豐縣、吉州區、青原區、吉水縣、峽江縣、新干縣、泰和縣、遂州縣、萬安縣、安福縣、永新縣、井岡山市等區域。 【華鐵】為客戶提供多樣化產品,包括安福鋼筋滾絲輪精品選購、青原鋼筋滾絲輪追求品質、吉州鋼筋滾絲輪客戶滿意度高、永新鋼筋滾絲輪讓利客戶、井岡山鋼筋滾絲輪用心做品質等,適配多元場景需求。鋼筋滾絲輪正規生產廠家,華鐵建材(吉安市永豐縣分公司)lchtjc331-3為您提供鋼筋滾絲輪正規生產廠家產品案例,聯系人:劉經理,供應服務范圍覆蓋:江西省、吉安市、永豐縣、吉州區、青原區、吉水縣、峽江縣、新干縣、泰和縣、遂州縣、萬安縣、安福縣、永新縣、井岡山市。 江西省,吉安市,永豐縣 永豐縣,隸屬江西省吉安市,位于江西省中部、吉泰盆地東沿,東鄰樂安縣、寧都縣,南接興國縣,西與吉水縣、青原區毗連,北和峽江縣、新干縣接壤。全縣面積2710平方千米,下轄8個鎮、13個鄉(其中1個民族鄉)、3個國有場。2022年末,永豐縣常住人口為383663人。
無論您是初次接觸還是已經熟悉,我們的鋼筋滾絲輪正規生產廠家產品視頻將為您帶來全新的視覺體驗,讓您對產品有更深入的了解。以下是:吉安永豐鋼筋滾絲輪正規生產廠家的圖文介紹
在圓柱或圓錐表面上,沿著螺旋線所形成的具有規定牙型的連續凸起。凸起是指螺紋兩側面的實體部分。又稱牙。在機械加工中,螺紋是在一根圓柱形的軸上(或內孔表面)用刀具或砂輪切成的,此時工件轉一轉,刀具沿著工件軸向移動一定的距離,刀具在工件上切出的痕跡就是螺紋。在外圓表面形成的螺紋稱外螺紋。在內孔表面形成的螺紋稱內螺紋。螺紋的基礎是圓軸表面的螺旋線。通常若螺紋的斷面為三角形,則叫三角螺紋;斷面為梯形叫做梯形螺紋;斷面為鋸齒形叫做鋸齒形螺紋;斷面為方形叫做方牙螺紋;斷面為圓弧形叫做圓弧形螺紋等等。600型鋼筋直螺紋套筒是針對600型的鋼筋而研發的更高品質的套筒 一 .簡介
HRB600鋼筋連接套筒是專為抗震鋼筋匹配的鋼筋機械連接接頭。HRB600鋼筋為抗震建筑用螺紋鋼,屈服強度標準值600MPa,以前中國稱之為四級螺紋鋼。HR600螺紋鋼是高強鋼筋,主要使用橋梁,隧道,高速鐵路。
HRB600級鋼筋,為熱軋帶肋鋼筋的一種。熱軋帶肋鋼筋的牌號由HRB和牌號的屈服點小值構成。H.R.B分別為熱軋(Hotrolled),帶肋(Ribbbed),鋼筋(Bars)三個詞的英文首字母。
1.滾壓是未加入潤滑液,造成干摩擦,使牙尖溫度急劇升高超過滾絲輪回火溫度,牙紋過度回火被軟化,發生倒牙,堆牙失效;
2.滾絲機操作人員操作滾絲機時,鋼筋剝肋時需均勻用力,滾絲輪與鋼筋碰撞時,禁止用力過猛,從而導致滾絲輪顆牙齒損壞。注意以上2點可增加使用壽命1.5倍。建議客戶選用高強度抗沖擊的A型滾絲輪。
4.滾絲輪分類:
鋼筋滾絲輪分為兩種,單體輪和分號輪,分號輪和單體輪都分走2.5螺距和3.0螺距,2.5螺距是滾Φ14-Φ22的鋼筋,3.0螺距是滾Φ25-Φ32的,
直螺紋鋼筋滾絲機滾絲輪:A25代表的是滾絲輪的螺距為p2.5,A30代表的是滾絲輪的螺距p3.0
滾絲輪有75度跟60度的牙型角,現在大多數是75度的。還要看滾絲機的型號,滾絲輪分號不分號的,分號的有123個點,不分號的就是通用的。
單體輪安裝方法:正絲安裝方法——面向滾軋頭軸座,以任一根偏心軸,先按照時針方向依次安裝與滾絲輪相適應的墊圈:厚——中——薄,再分別安裝滾絲輪(滾絲輪任意朝外),后,在滾絲輪外面按原順序依次安裝與滾絲輪相適應的墊圈:薄——中——厚。反絲安裝方法——調換每個滾絲輪的內外墊圈即可。分體輪安裝方法:正絲安裝方法——面向滾軋頭線軸座,以任意一根偏心為一軸按順時針方向放入中號墊片,再放入1.2.3號滾絲輪(滾絲輪1.2.3面向外),后在滾絲輪外面放入中號墊片。反絲安裝方法——調換1.2.3號滾絲輪,不用電環墊片即可。
吉安永豐華鐵建材有限公司作為一家集研發、生產和銷售于一體的企業,在 鋼筋滾絲輪行業近10年以來不管是在 鋼筋滾絲輪的生產,還是技術應用上都積累了豐富的經驗。 鋼筋滾絲輪質量優異,售后服務周到,深受廣大用戶好評。
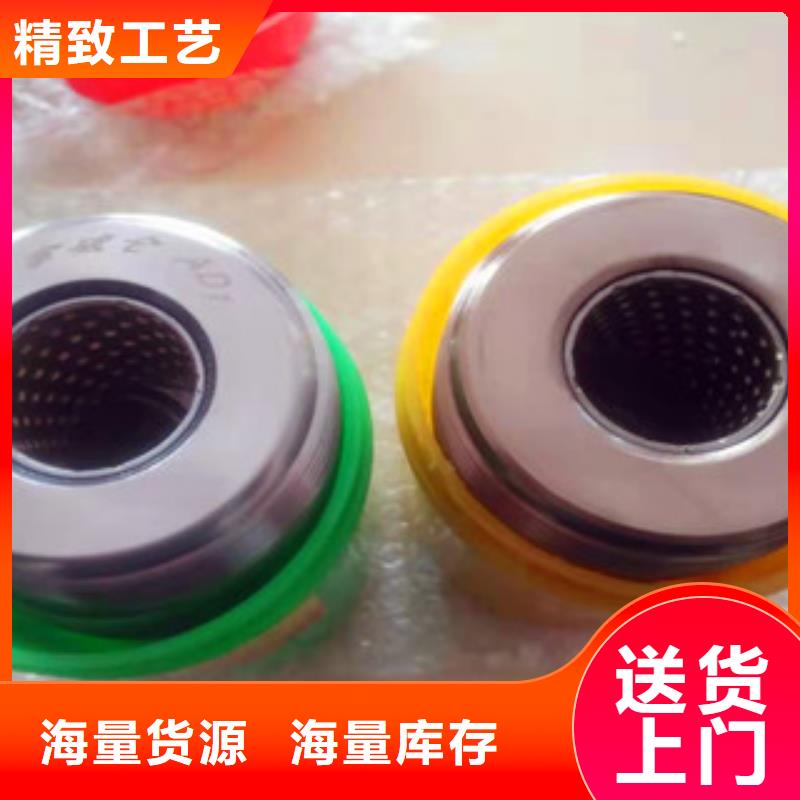
華鐵專業生產鋼筋滾絲輪,
79*45*30 78*45*30 71*45*30 68*45*30 62.5*45*30 直螺紋鋼筋滾絲輪,建筑鋼筋滾絲輪,墩粗鋼筋滾絲輪,2.5螺距滾絲輪,3.0螺距,75度60度,分號輪,單體輪,79*45*30 71*45*30 62.5*45*30,高強度鋼筋滾絲輪生產加工,氣動鋼筋滾絲輪,全自動鋼筋滾絲機用滾絲輪,1.75螺距外徑80MM鋼筋滾絲輪,80mm 79mm 76mm 71mm 70mm 68mm 67mm 64mm 62.5mm 57mm ,單體輪,分號輪,
3,滾絲輪及墊圈的安裝:正絲安裝方法——面向滾軋頭前軸座,以任一根偏心軸為一軸,先按順時針方向依次安裝與滾絲輪相適應的墊圈:厚—中—薄,再分別安裝滾絲輪(滾絲輪小面朝外),后,在滾絲輪外面按原順序依次安裝與滾絲輪相適應的墊圈:薄—中—厚。反絲安裝方法——調換每個滾絲輪的內外墊圈即可。
鋼筋剝肋滾絲機,即在不用處理鋼筋縱橫肋的情況下,一次軸向進給,直接滾軋成絲頭,又能使鋼筋端部一次軸向進給,先用切削頭切削去肋,繼續進給再用滾軋頭滾軋成絲頭的滾軋機床。采用了新技術、使結構,切削、滾軋速度合理,使加工質量提高,刀具壽命延長。實現了無油潤滑,并方便了易損件更換和維修。螺紋光滑標準,機床操作簡便,工作可靠,滾軋規格可調,切削頭有自動漲刀和收刀裝置,靈活可靠,并且能實現按規格調定絲頭長度自動停車。手點動倒車按鈕后倒車返離工件,利用手點倒車按鈕時間差實現延時作用,搖至“0”位時自動停車。本機床采用內給切削液裝置,其冷卻和潤滑效果更佳,加工一種規格的鋼筋,只需調定一次機床,啟動一次開關,便能連續加工,操作程序大為簡化,克服了一般螺紋機床操作步驟重復,減少了勞動強度,大大提高了工作效率。機床加裝了急停裝置,在任何情況下,按下急停按鈕,斷電停車,有效的保證人身和設備。
鋼筋滾絲輪正規生產廠家_華鐵建材(吉安市永豐縣分公司),聯系人:劉經理,東昌府區鳳凰工業園。