

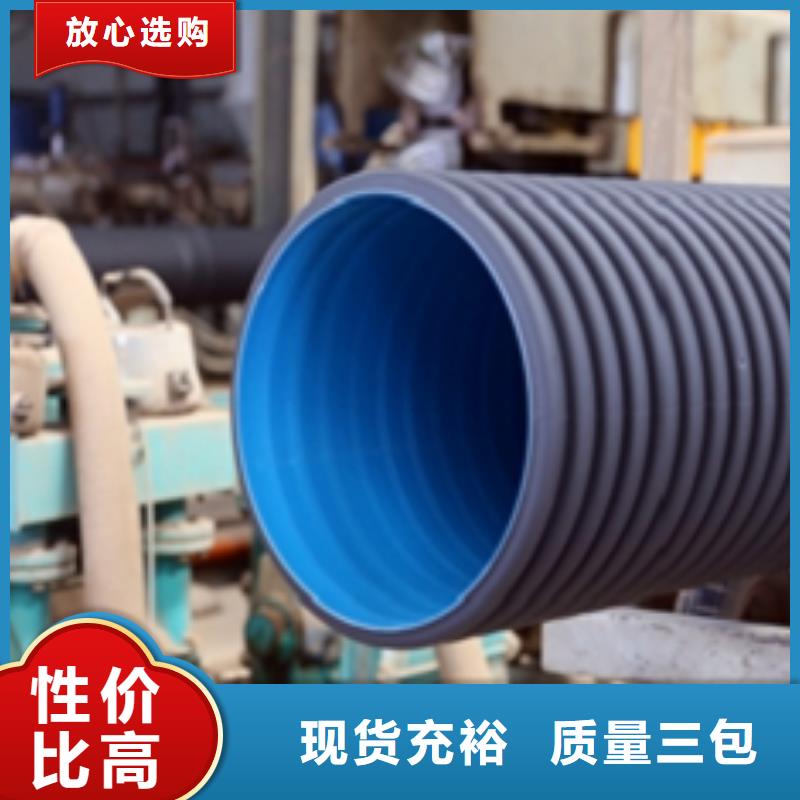
以下是:雙壁波紋管_廠家定制的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 規格 300 長度 6米 產地 河北雄縣 顏色 黑色 厚度 2.3 供貨地 全國 用途 排污管 使用溫度 50度 形狀 波紋 名稱 雙壁波紋管 材質 HDPE 雙壁波紋管_廠家定制,萬通塑膠制品有限公司(永和分公司)專業從事雙壁波紋管_廠家定制,聯系人:李經理,電話:13832213589、13832213589,QQ:3098278448,發貨地:昝崗鎮工業區,以下是雙壁波紋管_廠家定制的詳細頁面。 山西省,臨汾市,永和縣 2021年,永和縣實現地區生產總值21.07億元,分三次產業看:產業實現增加值3.7992億元,第二產業實現增加值10.2091億元,第三產業實現增加值7.0605億元。三次產業占比為18:48.5:33.5。人均地區生產總值4.42萬元(按年平均匯率折算為6846美元)。
我們誠意滿滿地為您制作了這部雙壁波紋管_廠家定制產品視頻,旨在、多角度地展現產品的各項功能和特點。通過觀看這部視頻,您將更直觀地了解產品的設計理念、材質選擇以及獨特優勢。以下是:雙壁波紋管_廠家定制的圖文介紹萬通塑膠制品有限公司專業生產臨汾永和PE給水管臨汾永和PE給水管的圖文介紹
操作便捷嚴選用料
臨汾永和萬通塑膠制品有限公司深信,只有“以人為本,以德興廠,創新務實,誠信經商”才能讓我們的企業立于不敗之地,也才會給消費者帶去真正的福利,并且真正打開【PE給水管】市場,贏得新老客戶的口碑,并且在一定程度上創造出更多性能優越的【PE給水管】產品,讓消費者可以擁有更多的選擇。
我們也始終堅持微笑服務,以顧客利益為主,服務到位,讓每一位來到我公司的朋友都能感受到溫馨的氛圍。
此外,我們還注重多實踐、多交流、互幫互助的原則,以積j i飽滿的姿態迎接每一個挑戰,爭取能夠早日將此產業發揚至全球,打響【PE給水管】國際知名度。
三、切削:切削所焊管段、管件端面雜質和氧化層,保證兩對接端面平整、光潔、無雜質。1.將機架打開,放入銑,鎖緊旋鈕,將銑固定在機架上。啟動泵站時,應在方向控制手柄處于中位時進行,嚴禁在高壓下啟動。2.啟動銑,閉合夾具,對管子管件的端面進行切削。
3.當形成連續的切削時,降壓,打開夾具,關閉銑。此過程一定要按照先降壓,在打開夾具,后關閉銑的順序進行。4.取下銑,閉合夾具,檢查PE管兩端的間隙(間隙量不得大于0.3mm)。從機架上取下銑時,應避免銑與端面碰撞,如已發生需要重新銑削;銑削好的端面不要用手摸或被油污等污染。
四、對中1.檢查PE管的同軸度(其大錯邊量為管壁厚的10%)。當兩端面的間隙與錯邊量不能滿足要求時,應對待焊件重新夾持,銑削,合格后方可進行下一步操作。五、加熱1.檢查加熱板的溫度是否適宜210℃~230℃,以兩端面熔融長度為1~2mm為宜。
2.加熱板的紅指示燈應為亮或閃爍。從加熱板上的紅指示燈次亮起后,在等10min使用,以使整個加熱板的溫度均勻。3.測試系統的拖動壓力P0并記錄。每個焊口的拖動壓力都需測定;當拖動壓力過大時,可采用墊短管等方法解決。
4.將溫度適宜的加熱板置于機架上,閉合夾具,并設定系統壓力P1。P1=P0+接縫壓力5.待PE管(管件)間的凸起均勻,且高度達到要求時,將壓力降至近似拖動壓力,同時按下吸熱計時按鈕,開始記錄吸熱時間。P2=P0+吸熱壓力(吸熱壓力幾乎為零)六、切換1.將加熱板拿開,迅速讓兩熱熔端面相粘并加壓,為保證熔融對接質量,切換周期越短越好。
2.達到吸熱時間后,迅速打開機具,取下加熱板。取加熱板時,應避免與熔融的端面發生碰撞;若已發生,應在已溶化的端面徹底冷卻后,重新開始整個熔接過程。七、熱熔對接1.使焊接的關鍵,對接過程應始終處于熔融壓力下進行,卷邊寬度以1~2mm為宜。
您是想要在臨汾市永和縣采購高質量的雙壁波紋管_廠家定制產品嗎?萬通塑膠制品有限公司(永和分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的雙壁波紋管_廠家定制產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:李經理-13832213589,QQ:3098278448,地址:《昝崗鎮工業區》。











