

以下是:精密鋼管靠譜廠家的產品參數選購精密鋼管靠譜廠家來運城市永濟市找通圓鋼管制造有限公司(永濟分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:張經理-13563558037,{QQ:1131694199},地址:[開發區蔣官屯辦事處王洪木工業園]。 山西省,運城市,永濟市 永濟市先秦時稱“蒲”,秦始皇三十二年(前215年),更名為蒲坂;唐代時曾建中都,為“六大雄城”之一,稱“河中府”;明代時蒲州與并州、平陽并列為全國工商業發達的33個都市之一。是唐宋八大家之一的柳宗元,大歷十才子盧綸、耿諱,詩人王維、聶夷中和詩歌評論家司空圖,宋代王掘、王屈正、馬遠等丹青國手等名人故里,山西戲曲四大劇種之一的蒲劇和中國武術拳種之一的“形意六合拳”也發源于此,享有中華詩詞之鄉、中國詩人之家等稱號。
想一睹精密鋼管靠譜廠家產品的真實風采嗎?視頻呈現更直觀,速來觀賞!以下是:精密鋼管靠譜廠家的圖文介紹商品細節
安裝方法
真空淬火
真空淬火爐按冷卻方法分為油淬和氣淬兩類,按工位數分為單室式和雙室式,904山\畏嘲均屬周期式作業爐。真空油淬爐都是雙室的,后室置電加熱元件,前室的下方置油槽。工件完成加熱、保溫后移入前室,關閉中門后向前室充入惰性氣至大約2.66%26times;lO ~1.01%26times;10 Pa(200~760mm汞柱),入油。油淬易引起工件表面變質。由于表面活性大,在短暫的高溫油膜作用下即可發生顯著薄層滲碳,此外,碳黑和油在表面的粘附對簡化熱處理流程很不利。真空淬火技術的發展主要在于研制性能優良、工位單一的氣冷淬火爐。前述雙室式爐亦可用于氣淬(在前室噴氣冷卻),但雙工位式的操作使大批量裝爐的生產發生困難,也易在高溫移動中引起工件變形或改變工件方位增加淬火變形。單一工位的氣冷淬火爐是在加熱保溫完成后在加熱室內噴氣冷卻。氣冷的冷速不如油冷快,也低于傳統淬火法中的熔鹽等溫、分級淬火。因而,不斷提高噴冷室壓力,增大流量,以及采用摩爾質量比氮和氬小的惰性氣體氦和氫,是當今真空淬火技術發展的主流。70年代后期將氮氣噴冷的壓力從(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷卻能力接近于常壓下的油冷。80年代中期出現超高壓氣淬,用(10~20)%26times;10Pa的氦,冷卻能力等于或略高于油淬,已進入工業實用。90年代初采用40%26times;10Pa的氫氣,接近水淬的冷卻能力,尚處于起步階段。工業發達已進展到以高壓(5~6)%26times;10。Pa氣淬為主體,而中國產氣淬一些金屬的蒸氣壓(理論值)與溫度的關系則尚處于一般加壓氣淬(2%26times;10Pa)型階段。
結果真空滲碳為真空滲碳一淬火工藝曲線。在真空中加熱到滲碳溫度并保溫使表面凈化、活化之后,通入稀薄滲碳富化氣(見控制氣氛熱處理),在大約1330Pa(10T0rr)負壓下進行滲入,然后停氣(降壓)進行擴散。滲碳后的精密鋼管淬火采用一次淬火法,即先停電,通氮冷卻工件至臨界點A,、以下,使內部發生相變,再停氣、開泵,升溫到Ac1,~Accm之間。淬冷方法可采用氣冷或油冷。后者為奧氏體化后移入前室,充氮至常壓,入油。真空滲碳的溫度一般高于普通氣體滲碳,常采用920~1040℃滲入和擴散可按所示分兩階段,也可用脈沖式通氣、停氣,多段式的滲一擴相間,效果更好。由于溫度高,尤其表面潔凈、有活性,真空滲碳層形成速度比普通氣體、液體和固體滲碳快,如要求滲層為1mm時,在927℃只需5h,而1033℃僅需1h。
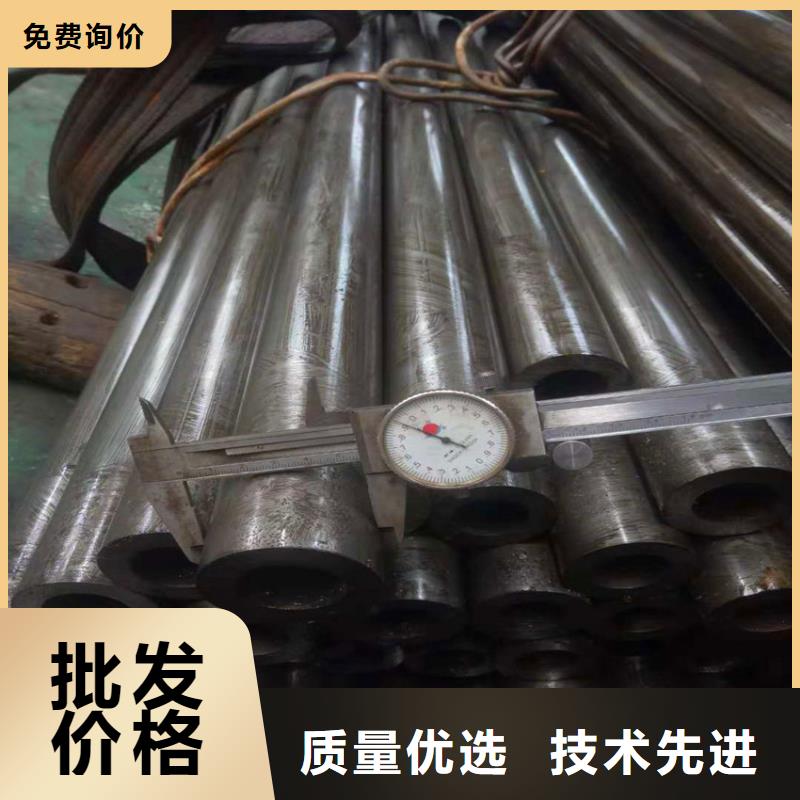
取兩塊式樣,一塊用于研究不同形變程度對硬度的影響,另一塊研究不同溫度對性能的影響。適用場景
具體案例
運城永濟通圓鋼管制造有限公司始終嚴把質量關,把科技創新作為公司的核心競爭力,其強大的研發能力保證了 精密鋼管產品的不斷改進和更新。 精密鋼管產品質量、價格以及服務獲得業界優良口碑。公司始終把“求真務實、拼搏創新、合作共進、價值共享”為企業的經營理念,并把振興民族企業和民族產品為己任,更好更多的服務于社會。
今年在運城市永濟市購買精密鋼管靠譜廠家有了新選擇,通圓鋼管制造有限公司(永濟分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的精密鋼管靠譜廠家產品。如需購買或咨詢,請隨時聯系我們,聯系人:張經理-13563558037,QQ:1131694199,地址:開發區蔣官屯辦事處王洪木工業園。







