
以下是:電解拋光液-歡迎詢價的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 不銹鋼奧氏體馬氏體 產地 張家港 規格 2000*700*800mm 類型 電解拋光去除焊點毛刺等 品牌 張家港燈鼎科技 型號 DD-805-2000A12V 可定制 是 包裝 普通包裝 在運城市永濟市采購電解拋光液-歡迎詢價請認準前海燈鼎實業有限公司(永濟分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:楚先生-18018712562,QQ:858787721,地址:寶安區沙井鎮)。 山西省,運城市,永濟市 永濟市先秦時稱“蒲”,秦始皇三十二年(前215年),更名為蒲坂;唐代時曾建中都,為“六大雄城”之一,稱“河中府”;明代時蒲州與并州、平陽并列為全國工商業發達的33個都市之一。是唐宋八大家之一的柳宗元,大歷十才子盧綸、耿諱,詩人王維、聶夷中和詩歌評論家司空圖,宋代王掘、王屈正、馬遠等丹青國手等名人故里,山西戲曲四大劇種之一的蒲劇和中國武術拳種之一的“形意六合拳”也發源于此,享有中華詩詞之鄉、中國詩人之家等稱號。
為了給您提供更的電解拋光液-歡迎詢價產品信息,我們上傳了的產品視頻。看視頻,選購不迷路。以下是:電解拋光液-歡迎詢價的圖文介紹運城永濟前海燈鼎實業有限公司經過十幾年的發展一直專注 電解拋光液的研發、制造在供應商和用戶中形成了良好信譽。庫存充足,發貨及時,請放心購買。我們秉承“以質取勝鑄造輝煌”的企業方針,時刻以顧客為關注焦點用全新的理念,摯誠與各界同仁合作,創輝煌的業績。公司自成立以來,一直秉承以質量鍛造品質,以售后價值的理念立足于行業,公司始終以優良的品質、良好的信譽及合理的價格深受廣大客戶的好評。
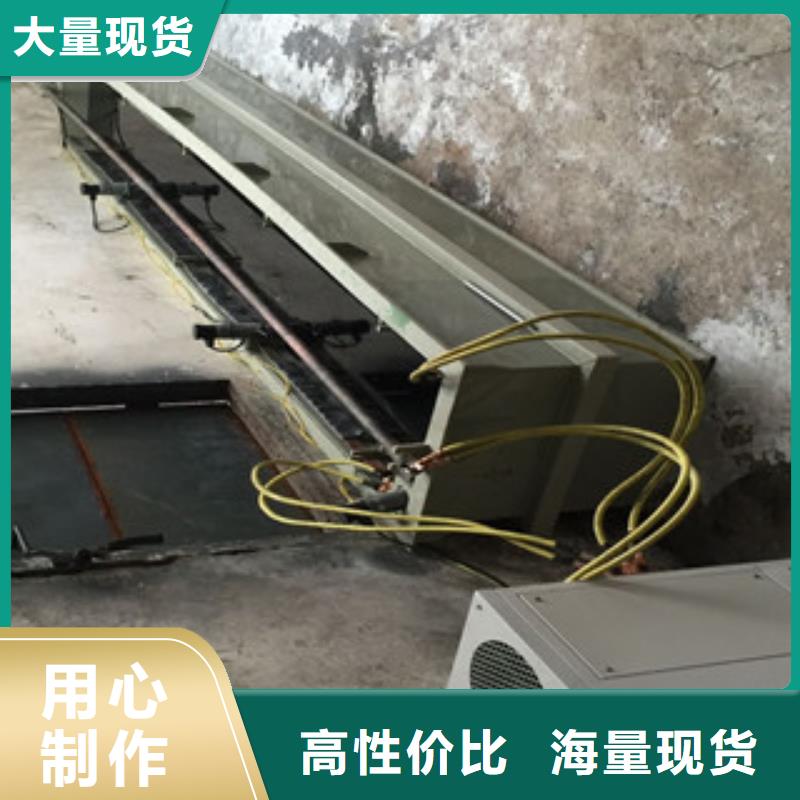
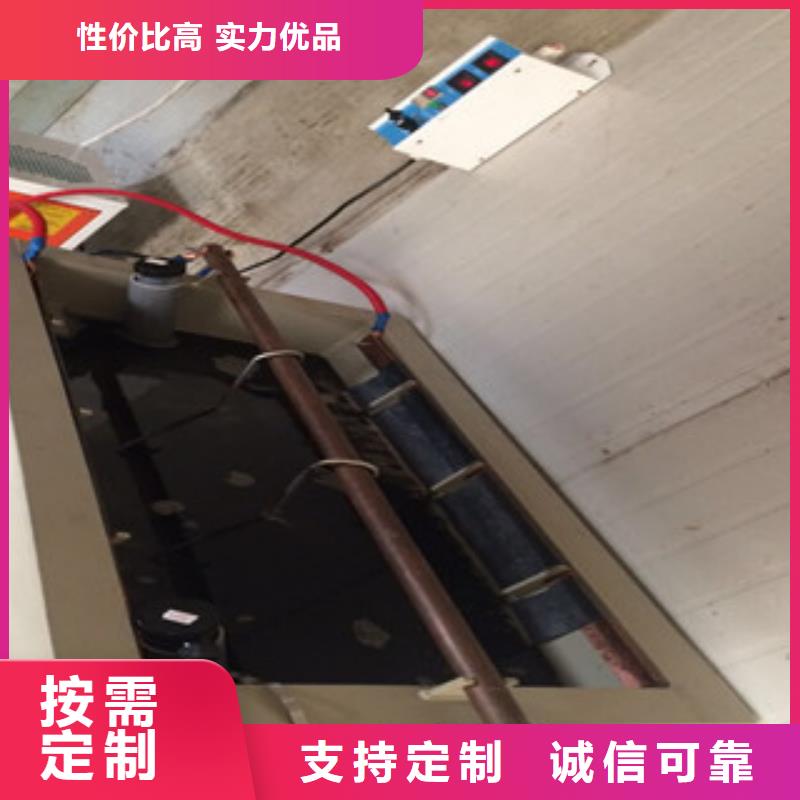
組裝流程兩級電線整流機A以上電線為跳,分AB兩種顏色,A顏色電線接整流機正極和拋光槽陽極棒中間。B顏色電線接整流機負極和拋光槽陰極棒兩邊。陰極鉛板鉛板應掛在陰極棒上兩邊注意卡緊整齊。石英加熱器曹體頭上角的兩邊。石英加熱器電壓V單項功率KW和KW。石英加熱器必須拋光液到位的情況下才可以加熱使用,溫度-。剛加溫好的拋光液,上下溫度不一致,使用前需攪拌一致。拋光液拋光液到進拋光槽內加熱至-度,新型拋光液都不太穩定,建議用材料電解老化,老化時間小時以上,再投入生產。
溶液的維護及注意事項銅件拋光后,必須盡快用流水清洗干凈。為防止拋光后銅件在空氣氧化變色,好用本公司銅防變色劑處理。如遇拋光效果不理想,可重復拋光。要經常注意槽底沉淀物。若遇拋光效果差,去掉部分舊液,補充適量的新液。銅材電解拋光液用途本品適用于銅及銅合金的電解拋光,拋光亮度高,光澤持久。特點拋光效率高,質量好,數分鐘內可拋出高光澤。可以優先溶解掉金屬表面的形變層位錯,空穴聚積等電位組織,從而等電位表面,使銅及銅合金的耐蝕性能大大。
不銹鋼電解拋光設備構造: 高頻整流機:做電解拋光電源使用,規格可定功率大小,高頻直流電源,高質量,低耗電量。(燈鼎高頻整流機保修三年,終身維護)。 不銹鋼電解拋光液:主要針對不銹鋼奧氏體,馬氏體,鐵素體等材質,有美化不銹鋼,達到8K鏡面的效果,本品屬于亮光型配方,出光快速、數分鐘即可拋至鏡光亮,有同類產品無法比擬的光澤度和質感。(燈鼎牌不銹鋼電解拋光液保用二年,歡迎采購)。 電解槽;主要采用進口PP板A板焊接而成,高分子聚合物,耐酸堿,耐高溫,耐高壓等特點.電解前處理劑:不銹鋼除油劑,它完全替代了易燃易爆的石油溶劑,可輕易去除各種物質表面的潤滑油脂、碳劑、霉斑等,使用、簡便、經濟、效果顯著。(質高價優,歡迎訂購)
掛點形成的原因:首先可以肯定掛點并不是因為電解液的原因所造成的。而是因為所需電解的工件所需消耗的電流較大,而掛具絲所能通過的電流有限,已超過掛具絲所能承受的大電流,所以導致掛具絲因通過的電流過大,而掛具絲在溫度越高電阻越大的情況下發生過熱或燒紅的現象,從而產生掛點。解決方案:1、 選擇導電性能較好的材料做掛具:一般來講,銅的導電率是鈦絲的20倍以上,所以銅掛具的導電能力比鈦掛具的導電能力要強,更不容易產生掛點。一般可以采用有彈性及硬度較好的磷銅絲做掛具。當然還要考慮掛個的使用壽命問題,鈦掛具在耐腐蝕方面明顯要優于銅絲。不同的電解液對銅的溶解能力不一,根據我的所見,有的廠家電解液可能三五天內銅絲可能就完全溶解完了。也有的一個月左右。但在燈鼎牌電解液中銅絲基本壽命可以達到3個月或更長時間再更換。所以換銅絲做掛具還是可行的。相對成本與生產效率及品質相比,還是物有所值。案例:江蘇渭西集團電解拋光不銹鋼拉籃,每個拉籃所需消耗的電流約為220A,首先采用鈦絲做為掛絲,每個拉籃上掛三個點,電壓需調節到8V才能達到所需的電流。在電解過程中,用手接觸掛鉤,明顯感覺到掛鉤發燙,電解后取出工件,在掛絲接觸的地方有明顯的燒黑掛點。而且發現鈦的掛絲出現因溫度過高,鈦絲發藍的現象。而改用相同規格的磷銅絲做為掛絲后,電壓6.5V便可以達到所需電流,在電解過程中電壓調節到10V掛鉤沒有發熱現象,電解后的工件沒有掛點。2、 適當的增加掛點:當然首先要確定在現在掛點情況下所電解后工件的掛點情況。如果在現在條件下只出現輕的掛點,通過增加掛點的方式基本是可以解決問題的。這就好比修路,現有的將電流運輸到工件上的線路只有一條或幾條,所出現有結果就是有掛點,而出現掛點的原因是因為通過掛絲的電流超負荷。所以在這種情況之下,可以多增加一個或幾個掛點,將電流分流流向同一個工件,減輕掛絲的電流負荷情況。對掛點大有改善。如果在現有條件下出現的掛點情況非常嚴重,則建議還是更換掛具材料,這種情況下增加幾個掛點幾乎是不能解決問題的,況且工人操作也很麻煩。3、 適當調低電壓:首先電解拋光前要調試確定出所電工件的低電流,意思就是必須在多少電流以上工件才能電亮。低于正常電流的操作,會導致工件一直處理溶解狀態,不出光。或是工件電解后表面會出現白霧狀的臟污,需要手工擦拭后才能除掉,這是不可選的。當然高于正常所需電流操作是可選的,電壓越高,出光速度會越快,可以減少電解時間,提高生產效率。所以工廠生產時一般都會采用偏高于正常電流來操作,以達到提高生產效率目的。但當所調節的電壓過高時,很可能就會超出掛絲的大負荷,產生掛點。在這種情況下,掛點是可以通過適當放低輸入電壓來調節的。4、 可以降低或控制電解液的溫度:電解液的導電性和掛絲的導電性在不同的溫度情況下,導電性能正好相反。溫度越高,掛絲的電阻越大,因為金屬掛具內的自由電子在溫度不斷升高的過程中振動越強,所通過的電流路線越彎曲,所能通過的電流越小。而電解液則會隨之溫度的升高,內部電離子越活躍,導電性能越強。所以當電解液溫度越高時,就會產生二種對掛點不利的因素,就是掛具的導電性會大大下降,而工件所需的電流會大大。從而從容易產生掛絲超負荷而產生掛點。這種情況下適當的降低電解液的溫度就可以解決。大部份電解液在50~100度之間都是可以工作的,所以當溫度達到80度以上或出現掛點情況時,可以適當停機幾小時,讓溫度降低。或者是在電解槽的外圍再建一個冷卻槽包圍電解槽,以流動水不斷循環來隔層控制電解池的溫度。
今年在運城市永濟市購買電解拋光液-歡迎詢價有了新選擇,前海燈鼎實業有限公司(永濟分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的電解拋光液-歡迎詢價產品。如需購買或咨詢,請隨時聯系我們,聯系人:楚先生-18018712562,QQ:858787721,地址:寶安區沙井鎮。










