

以下是:發貨速度快的球墨鑄鐵管基地的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 球墨鑄鐵 產地 山東 規格 DN80-DN2000 發貨速度快的球墨鑄鐵管基地,通澤鋼材有限公司(張家口分公司)為您提供發貨速度快的球墨鑄鐵管基地的資訊,聯系人:唐經理,電話:18365937833、18365937833,QQ:446742361,發貨地:經濟技術開發區大東鋼管大廈A1110號。 河北省,張家口市 2022年,張家口市實現地區生產總值1775.2億元,比上年增長1.5%。
想要了解發貨速度快的球墨鑄鐵管基地產品的魅力?視頻為你揭曉答案!以下是:發貨速度快的球墨鑄鐵管基地的圖文介紹
球墨鑄鐵法蘭管件退火后的光亮度決定著產品的質,在實際的生產工藝中按照一定的方式進行良好的控制,保證能夠充分的展現良好的作用和性能,在實際的使用中沒有質量問題量。影響法蘭管件的因素也較多,其中5個ztztzt重要的因素如下:
1.退火溫度是否達到規定溫度。法蘭管件處理一般是采取固溶熱處理,也就是人們平常所謂的“退火”,溫度范圍為1040~1120℃(日本標準)。你也可以通過退火爐觀察孔觀察,退火區的法蘭管件應為白熾狀態,但沒出現軟化。
2.爐體密封性。光亮退火爐應是封閉的,與外界空氣隔絕;采用氫氣作保護氣的,只有一個排氣口是通的(用來點燃排出的氫氣)。檢查的方法可以用肥皂水抹在退火爐各個接頭縫隙處,看是否跑氣;其中ztzt容易跑氣的地方是退火爐進管子的地方和出管子的地方,這個地方的密封圈特別容易磨損,要經常檢查經常換。
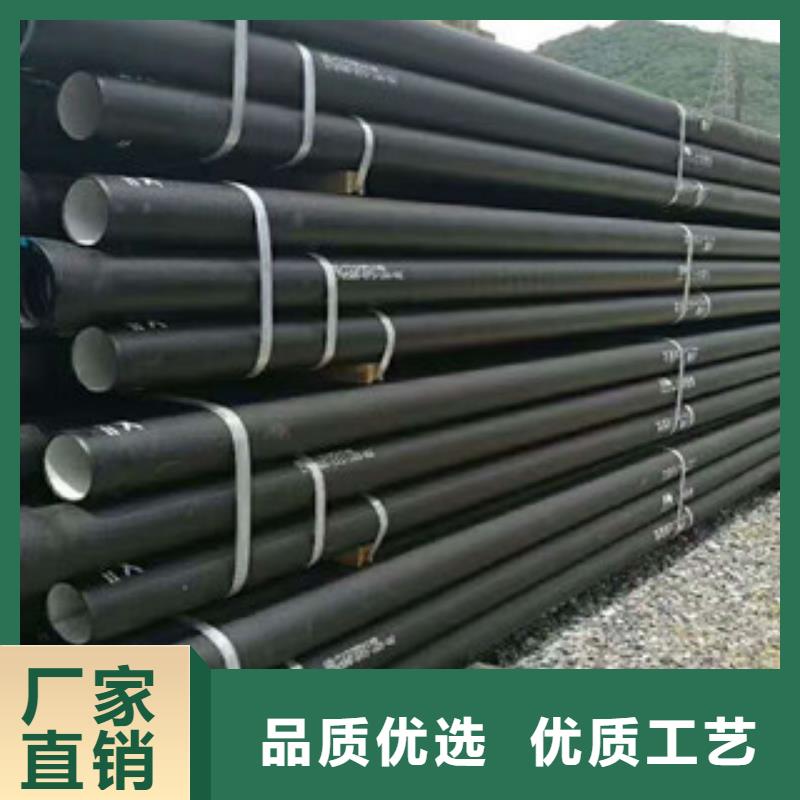
dn1200球墨鑄鐵管
離心球墨鑄鐵管生產工藝:采用代拉伏法水冷金屬型離心機.Dg100 mm以下的鑄型采用封閉水套冷卻,Dg150rnm以上的鑄型都用雨淋式冷卻。澆注時需在流植進口端加入硅鈣合金作孕育處理,每次澆注完畢后,需要在鑄型內表面用壓縮空氣噴涂一層薄薄的干硅鈣粉,離心機是一個由上下兩半部組成的密閉式殼體,支承鑄型的滾輪架安裝在殼體底部,鑄型前端套著齒圈,安裝在殼體底上的直流調速電機通過齒輪直接傳動鑄型,殼休兩端鑄型通過處都裝有密封圈,殼體前端安裝著一個山氣缸翻動的半環形聲全rae 離心機的殼體下面裝有輪子,以便在傾斜軌道上作往復運動,離心機的往復移動采用液壓裝置,壓力為9.65 x 105Pa.其移動速度通過溢流閥調節,離心機的電纜和冷卻水進出軟管一般固定在機器旁邊的柱子上,另一端接在殼體上,隨機一起移動。離心機的生產規格一般是固定的,如果要在一臺離心機上生產幾種規格的管子,則需要更換扇形包,鐵水流植和支撐鑄型的滾輪架等。
河北張家口通澤鋼材有限公司生產的每一個 重型球墨鑄鐵井蓋在出廠的時候都經過質檢員進行出廠檢驗,檢驗員必須按照 重型球墨鑄鐵井蓋檢驗的項目逐項檢驗,必須進行記錄同時存檔,質檢員簽字后方可發貨,所以我們在售的每一個 重型球墨鑄鐵井蓋產品都可以放心的購買。
離心球墨鑄鐵管是按鑄造方法不同,分為連續球墨鑄鐵管和離心球墨鑄鐵管
離心球墨鑄鐵管采用代拉伏法水冷金屬型離心機.Dg100 mm以下的鑄型采用封閉水套冷卻,Dg150rnm以上的鑄型都用雨淋式冷卻。澆注時需在流植進口端加入硅鈣合金作孕育處理,每次澆注完畢后,需要在鑄型內表面用壓縮空氣噴涂一層薄薄的干硅鈣粉,離心機是一個由上下兩半部組成的密閉式殼體,支承鑄型的滾輪架安裝在殼體底部,鑄型前端套著齒圈,安裝在殼體底上的直流調速電機通過齒輪直接傳動鑄型,殼休兩端鑄型通過處都裝有密封圈,殼體前端安裝著一個山氣缸翻動的半環形聲全rae 離心機的殼體下面裝有輪子,以便在傾斜軌道上作往復運動,離心機的往復移動采用液壓裝置,壓力為9.65 x 105Pa.其移動速度通過溢流閥調節,離心機的電纜和冷卻水進出軟管一般固定在機器旁邊的柱子上,另一端接在殼體上,隨機一起移動。離心機的生產規格一般是固定的,如果要在一臺離心機上生產幾種規格的管子,則需要更換扇形包,鐵水流植和支撐鑄型的滾輪架等。
公司選用金屬型離心鑄造技能和自動化外型線出產各類承插、柔性鑄鐵排水管及配件,柔性鑄鐵排水管商品包含三大系列500多個種類,可按照GB/T1277299GB871688CISPI301ISO6594BS416ASTM74等多種標準組織出產,為用戶構筑了寬余的挑選空間。為保證商品質量,使柔性鑄鐵排水管商品構成的全過程遭到操控,加強球墨鑄鐵管質量管理的一起,不時完善檢測手法,通過了ISO9002世界質量體系認證,通過教授嚴厲評定,被建設部列為引薦商品。球墨鑄鐵管商品規格從dn80dn1200mm標準遵從iso2531GB/T113295en545en598等,亦可按用戶需求的其它標準組織出產。公司嚴厲按照iso9001世界質量體系標準構建商品質量保證體系。
離心球墨鑄鐵管由于管件本身分量較輕在安置時采用單根鋼絲繩時,簡單使管件方向偏轉,招致橡膠圈被擠,不能安置到位。于是乎,可采用雙倒鏈平行用力的方法使管件平行安置,膠圈不致被擠。也可采用加長管件的形式,用單根鋼絲繩舉行安置。
發貨速度快的球墨鑄鐵管基地_通澤鋼材有限公司(張家口分公司),固定電話:18365937833,移動電話:18365937833,聯系人:唐經理,QQ:446742361,經濟技術開發區大東鋼管大廈A1110號 發貨到 河北省張家口市。












