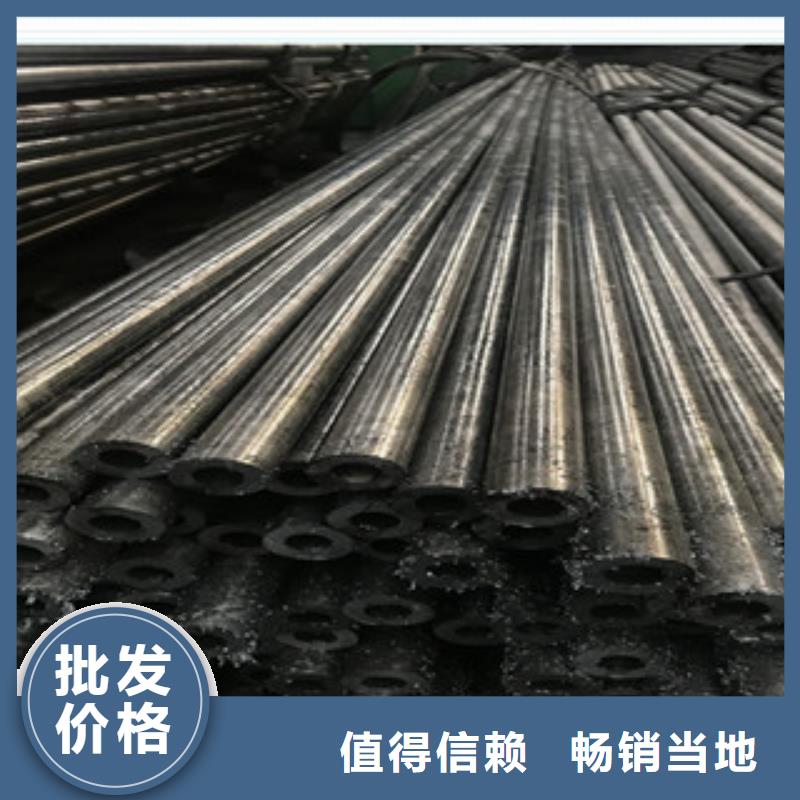

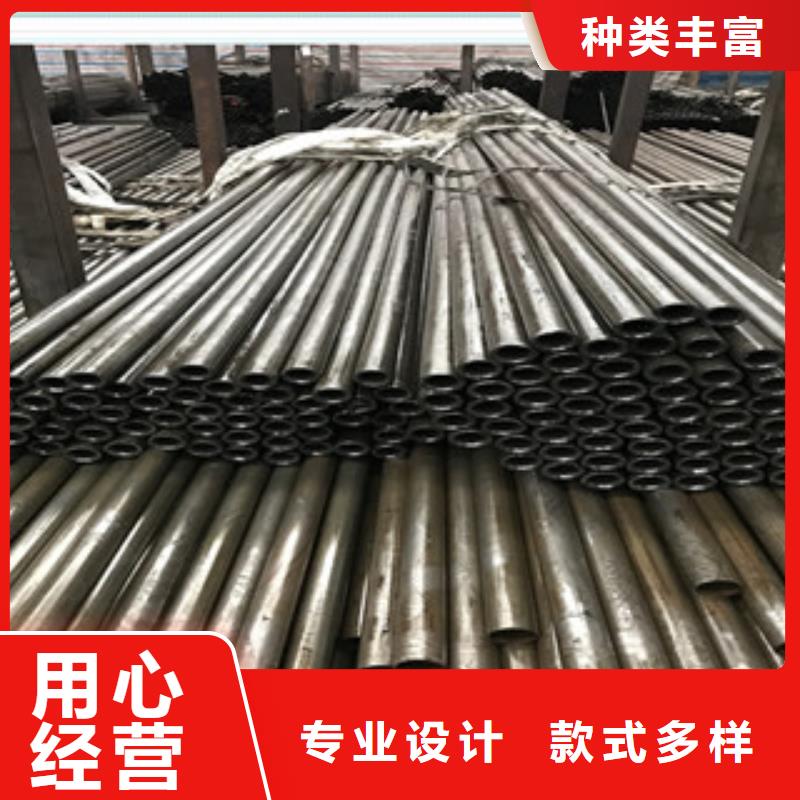
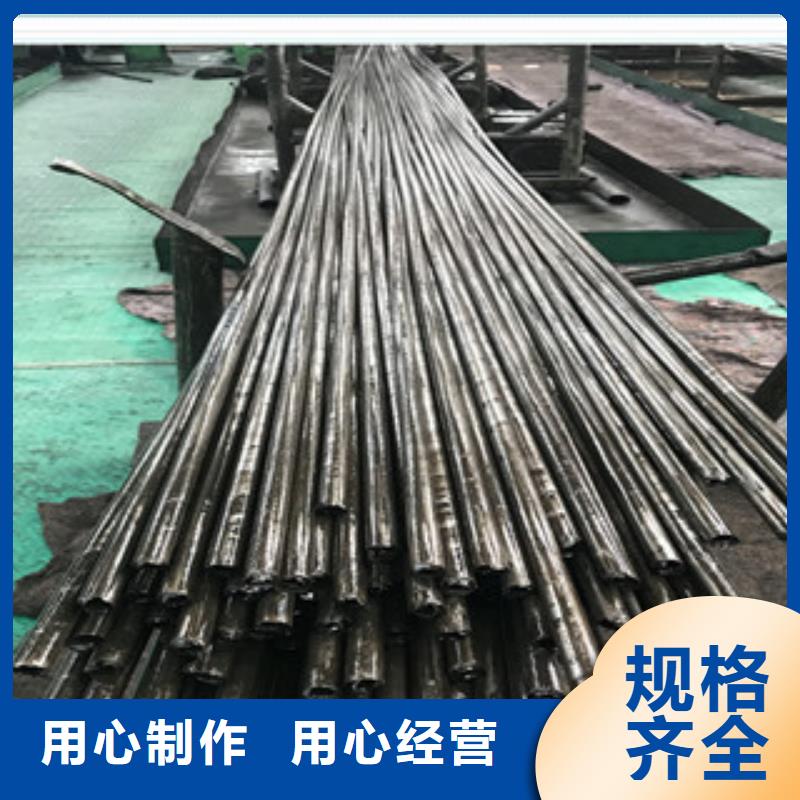
以下是:福建省漳州市35crmo精密光亮管 切割倒角的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材質 10#20#45#16mn20Cr40cr35crmo42crmo等 產地 山東 規格 外徑4-219mm*壁厚0.5-20mm 品牌 利爾金屬 型號 圓管 可定制 是 質量等級 (受理質量異議) 計重方式 過磅 倉庫地址 利爾金屬 范圍 35crmo精密光亮管 切割倒角供應范圍覆蓋福建省、福州市、廈門市、泉州市、漳州市、龍巖市、寧德市、南平市、莆田市、三明市 薌城區、龍文區、云霄縣、漳浦縣、詔安縣、長泰區、東山縣、南靖縣、平和縣、華安縣、龍海區等區域。 【利爾】以匠心打造多元場景產品,涵蓋東山精密鋼管對質量負責、平和精密鋼管市場行情、龍巖精密鋼管專業生產N年、寧德精密鋼管材質實在、廈門精密鋼管核心技術、三明精密鋼管質量看得見、泉州精密鋼管可零售可批發、福州精密鋼管多年實力廠家、莆田精密鋼管同行低價等。35crmo精密光亮管 切割倒角,利爾金屬制品(漳州市分公司)lejs1043-3為您提供35crmo精密光亮管 切割倒角產品案例,聯系人:韓京偉(業務經理),電話:【13793094789】、【13793094789】,供應服務范圍覆蓋:福建省、福州市、廈門市、泉州市、漳州市、龍巖市、寧德市、南平市、莆田市、三明市 薌城區、龍文區、云霄縣、漳浦縣、詔安縣、長泰區、東山縣、南靖縣、平和縣、華安縣、龍海區。 福建省,漳州市 漳州境內有世界遺產名錄南靖土樓,東山島、漳州濱海火山地質公園、云洞巖等景點。漳州市是歷史文化名城、全國文明城市 、文化生態保護區、衛生城市 、全國雙擁模范城市、中國旅游城市。
想要更深入地了解我們的35crmo精密光亮管 切割倒角產品?那么請觀看我們制作的視頻,它比任何文字描述都更具體、更生動。
以下是:福建漳州35crmo精密光亮管 切割倒角的圖文介紹
福建漳州利爾金屬制品有限公司位于經濟開發區匯通物流園商貿大廈607B室。地理位置優越,環境優美,交通便利。本公司依靠專業技術、精良的裝備、素質高的員工,以"誠信、友愛、、創新"的企業精神,追求產品品質,竭盡全力為用戶提供滿意服務。通過不斷進取、創新、開拓以性能的產品,合理的價位,真誠的服務使我公司生產的產品成為用戶的品牌!公司主營產品【精密鋼管】,公司科技開發力量雄厚,生產設備精良,工藝流程專業,質檢監督機構齊全。 公司以“顧客至上,開拓進取”為企業精神,以“互惠互利,共創雙贏”為經營理念。堅持以誠信為本,顧客至上為服務宗旨, 真誠與您合作,竭誠為您服務。
通常鋼丸的粒徑為0.8-1.3mm,鋼砂粒徑為0.4-1.0mm,其中以0.5-1.0mm為主要成分,而砂丸比普通為5-8。應該留意的是在實踐操作中,磨料中鋼砂和鋼丸的理想比例很難到達,緣由是硬而易碎的鋼砂比鋼丸的破碎率高。為此在操作中應不時抽樣檢測混合磨料,依據粒徑散布狀況,向除銹機中摻入新磨料,而且摻人的新磨料中,鋼砂的數量要占主要的在放射處置前,采用清洗的辦法除去精細光亮管外表的油脂和積垢,采用加熱爐對管體預熱至40-60℃,使精細光亮管外表堅持枯燥狀態。
放射處置時,由于精細光亮管外表不含油脂等污垢,可加強除銹的效果,枯燥的外表也有利于鋼丸、鋼砂與銹和氧化皮的別離,使除銹后的精細光亮管外表愈加干凈。于精細光亮管常用的環氧類、乙烯類、酚醛類等防腐涂料的施工工藝,普通請求外表到達近白級。理論證明,采用這種除銹等級簡直能夠除掉一切的氧化皮、銹和其他污物,錨紋深度到達40-100μm,充沛滿足防腐層與精細光亮管的附著力請求,而放射除銹工藝可用較低的運轉費用和穩定牢靠的質量到達近白級技術條件光亮管的除銹速度取決于磨料的類型和磨料的排量.
增大貶值壓力,強化中國鋼材出口競爭優勢。近期美聯儲再次加息,并且向市場發出增加升息次數息。受其預期影響,美圓指數繼續揚升,從而加大貶值壓力。估計2017年內對美圓還有一定的貶值空間。一段時期以來曾經發作和繼續發作的貶值,在其它條件不變的狀況下,當然強化中國鋼材出口競爭優勢,能夠在很大水平上對沖其它貿易維護主義阻力。產質量量嚴重受限焊工技藝及主動性,并且效率低下,進度控制存風險。精細光亮管鋼坯在環形爐內停止加熱分預熱、加熱、均熱三個過程,并合理分配各段的加熱溫度及時間,以避免大口徑精細光亮管加熱不均及呈現加熱缺陷。精細光亮管放射除銹后,不只能夠擴展管子外表的物理吸附作用,而且能夠加強防腐層與管子外表的機械黏附作用。因而,密光亮管射除銹是管道防腐的理想除銹方式。普通而言,噴丸(砂)除銹主要用于管子內外表處置,拋丸(砂)除銹主要用于管子表面面處置。取得較好的平均清潔度和粗糙度散布,磨料的粒徑及配比設計相當重要。
利爾金屬制品有限公司
工件完成加熱、保溫后移入前室,關閉中門后向前室充入惰性氣至大約2.66%26times;lO~1.01%26times;10Pa(200~760mm柱),入油。油淬易惹起工件外表蛻變。由于外表活性大,在短暫的高溫油膜作用下即可發作顯著薄層滲碳,此外,碳黑和油在外表的粘附對簡化熱處置流程很不利。真空淬火技術的開展主要在于研制性能、工位單一的氣冷淬火爐。前述雙室式爐亦可用于氣淬(在前室噴氣冷卻),但雙工位式的操作使大批量裝爐的消費發作艱難,也易在高溫挪動中惹起工件變形或改動工件方位增加淬火變形。單一工位的氣冷淬火爐是在加熱保溫完成后在加熱室內噴氣氣冷的冷速不如油冷快,也低于傳統淬火法中的熔鹽等溫、分級淬火。因此,不時進步噴冷室壓力,增大流量,以及采用摩爾質量比氮和氬小的惰性氣體氦和氫,是當今真空淬火技術開展的主流。70年代后期將氮氣噴冷的壓力從(1~2)%26times;10Pa進步到(5~6)%26times;10Pa,使冷卻才能接近于常壓下的油冷。80年代中期呈現超高壓氣淬,用(10~20)%26times;10Pa的氦,冷卻才能等于或略高于油淬,已進入工業適用。90年代初采用40%26times;10Pa的氫氣,接近水淬的冷卻才能,尚處于起步階段。工業興旺已停頓到以高壓(5~6)%26times;10。Pa氣淬為主體,而中國產氣淬一些金屬的蒸氣壓(理論值)與溫度的關系則尚處于普通加壓氣淬(2%26times;10Pa)型階段。
真結果真空滲碳為真空滲碳一淬火工藝曲線。在真空中加熱到滲碳溫度并保溫使外表凈化、活化之后,通入稀薄滲碳富化氣(見控制氛圍熱處置),在大約1330Pa(10T0rr)負壓下停止滲入,然后停氣(降壓)停止擴散。滲碳后的精細鋼管淬火采用一次淬火法,即先停電,通氮冷卻工件至臨界點A,、以下,使內部發作相變,再停氣、開泵,升溫到Ac1,~Accm之間。淬冷辦法可采用氣冷或油冷。后者為奧氏體化后移入前室,充氮至常壓,入油。
選購35crmo精密光亮管 切割倒角來福建省漳州市找利爾金屬制品(漳州市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:韓京偉(業務經理)-【13793094789】,地址:[經濟開發區匯通物流園商貿大廈607B室]。