
以下是:德陽市中江縣價格低的涂塑管供貨商的產品參數【】為客戶提供多樣化產品,包括廣漢焊管質優價廉、綿竹焊管精工制作、羅江焊管海量現貨直銷、旌陽焊管規格齊全實力廠家、什邡焊管多年經驗值得信賴等,適配多元場景需求。價格低的涂塑管供貨商,鋼管廠(德陽市中江縣分公司)tjggc415-3為您提供價格低的涂塑管供貨商,供應服務范圍覆蓋四川省、德陽市、中江縣、旌陽區、羅江區、廣漢市、什邡市、綿竹市,聯系人:張英。 四川省,德陽市,中江縣 中江縣先后被評為全國糧食生產先進縣、全國食品工業強縣、知識產權強縣工程試點縣(區)、四川省三農工作先進縣、四川省服務業發展工作先進縣、四川省縣域經濟發展先進縣,入列2022年中國西部百強縣。
產品視頻展示,助您洞悉價格低的涂塑管供貨商產品的每一處細節。讓購買決策變得輕松簡單,為您帶來更好的購物體驗。以下是:德陽中江價格低的涂塑管供貨商的圖文介紹
多年來堅持守約、保質、薄利、重義的經營理念,德陽中江鋼管廠與廣大客商建立了牢固的合作關系,受到了廣大客戶的贊同。公司讓利于 焊管客戶,裝車免費,節假日照常發貨,歡迎廣大客戶朋友光臨惠顧!
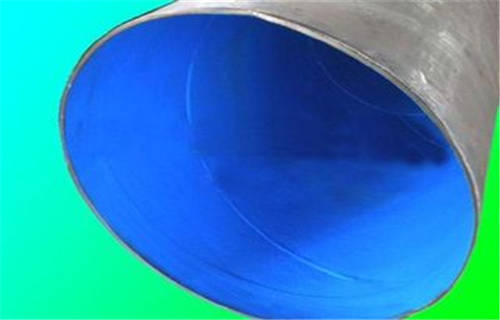
涂塑管為直縫焊接鋼管應符合gb/t3091-2008對鋼管的請求,鋼管為無縫鋼管的應契合gb/t8163-2008對鋼管的請求,鋼管為螺旋縫埋弧焊鋼管的應契合sy/t5037-2000對鋼管的請求,涂塑鋼管其長處在于保留了傳統金屬管材的鋼度及強度,遠遠優于塑料管、鋁塑管,摩擦阻力不結垢、重量輕、耐性好、耐沖擊、耐壓強度高;適用溫度更寬-30℃~100℃;孔網鋼中心的鋼帶被打了許多的孔,使得內外層的pe有機聯系成為一體,然后處理了鋼和塑料的契合疑問,但卻犧牲了鋼塑管的阻氧功能,并且,因為鋼帶上孔網的存在,很大程度降低了這種類型鋼塑管的耐壓強度,高壓工作條件下,容易出現管材部分爆裂的狀況. 1、外觀檢查,就是用肉眼查看涂覆鋼管的外觀質量.2、厚度測量,就是在恣意兩個橫斷面上丈量圓周上直交的恣意四點的涂層厚度.1、外觀檢查,就是用肉眼查看涂覆鋼管的外觀質量.3、針孔試驗,就是指用電火花檢漏儀對鋼管涂層在規則試驗電壓進行查看,一起還要查看有無電火花發生.1、外觀檢查,就是用肉眼查看涂覆鋼管的外觀質量.4、曲折試驗,一般是在曲折機或模具上進行曲折,值得咱們留意的是,曲折試驗時管內不帶填充物,焊縫坐落曲折主面的側面. 5、壓扁試驗,就是將試件置于兩平板之間,在壓力試驗機上逐步緊縮至兩平板間間隔為試件外徑的五分之四,壓扁是涂覆鋼管焊縫垂直于載荷施加方向.6、低溫試驗,就是指將試件放置在低溫箱中,停留一小時后,再放置在常溫環境.這些辦法監測產品是不是合格.5、壓扁試驗,就是將試件置于兩平板之間,在壓力試驗機上逐步緊縮至兩平板間間隔為試件外徑的五分之四,壓扁是涂覆鋼管焊縫垂直于載荷施加方向.1、涂塑鋼管參照標準:gb/t3091-2001 2、涂塑復合鋼管行業標準:cj/t120-20083、襯塑復合鋼管行業標準:cj/t136-2007
涂塑鋼管的涂層擁有優良的附著力,鋼管的外觀通過比較特別的處理,工藝的固化與涂層附著力要超過30n/10mm。④內外樹脂層十分精密,涂層的厚度要超過0.5毫米,并不存在針孔,擁有非常的耐腐蝕能力。③涂塑鋼管的涂層擁有優良的附著力,鋼管的外觀通過比較特別的處理,工藝的固化與涂層附著力要超過30n/10mm。⑤涂塑鋼管的機械能力比較好,能夠承受環境條件比較差的地方,涂層韌性很好,鋼管機械強度比較大,擁有很好的承受性能。 涂塑鋼管的阻燃能力比較好,使用的是塑料原料里面加入阻燃劑,它的阻燃能力的指標達到了行業標準,同時它的鋼塑復合結構以及阻燃能力要比純塑料管材好得多,可以應用在井下易燃易爆的位置。涂塑鋼管屬于目前非常受歡迎的復合鋼管,浸塑屬于一種技術,而涂塑鋼管是經過熱浸塑技術加工而研制成功的復合管,因為生產技術比較簡單,其柔軟性、絕緣性、耐蝕性、耐高溫、耐磨損以及抗拉性都比較好,在煤礦、化工、電力以及消防給水之類的領域被大量的運用。 熱浸塑復合鋼管的規格通常是dn15-dn300,涂層的材料是聚乙烯或者是環氧樹脂,涂層的厚度在0.5mm-2mm的范圍之間,穿線的管道十分光滑,比較有利于穿線的操作,基材的材質是直縫鋼管、無縫管或者是螺旋管,可以在-15℃~+60℃的溫度下使用。連接的方式是擴口承插、法蘭、溝槽或者是直接焊接。熱浸塑復合鋼管的機械強度比較好,其抗腐蝕性也很好,熱膨脹系數不是很大,還擁有良好的絕緣性與抗干擾性。 制造涂塑復合管對鋼管材料的標準要求是什么上一頁|下一頁內外涂塑鋼管在給水管道中的應用是怎樣的情況 制造涂塑復合管對鋼管材料的標準要求是什么制造涂塑復合管對鋼管材料的標準要求是什么涂塑復合管的內襯材料有聚乙烯粉末、環氧樹脂粉末兩類,管道制造的衛生要求如下:聚乙烯粉末、環氧樹脂粉末的檢驗除衛生性能一項外,其余各項由粉末生產廠家按每個生產批號進行檢驗,并向涂塑復合管生產廠提交檢驗報告。衛生性能的檢驗由檢驗機構按粉末牌號進行檢驗。
預處理上料預熱吸涂流平固化空冷初檢噴印加蓋檢驗打包入庫預處理上料預熱吸涂流平塑化空冷初檢噴印水冷卻加蓋檢驗打包入庫涂ep涂層管生產時不用水冷卻系統,涂pe涂層管生產時固化爐不加熱。涂塑管將經過噴砂處理的鋼管放到料架上,采用壓縮空氣吹凈管內壁的灰塵,用鏈條逐根傳入預熱爐中預熱。對于環氧樹脂涂層,預熱溫度為160~200℃;對于聚乙烯涂層,預熱溫度為240~330℃;預熱時間均為8~12min。 要保持預熱爐內溫度均勻,特別是涂聚乙烯時如果局部預熱溫度超過規定值,易使涂層老化或燒焦。局部溫度低于規定值,將使涂層流平性差,不光滑。先將粉末涂料放入供粉箱中,貯存在供粉箱的粉末涂料需要供給一定壓力才能使粉末處于流化狀態,流化床上浮20%,以使供粉順暢。由于ep和pe性能及顆粒度不同,采用的供氣壓力也不一樣。 聚乙烯粉末原料供給氣壓為0.03~0.05mpa;對于dn15mm管環氧樹脂粉末供給氣壓為0.005~0.015mpa,對于dn320mm管環氧樹脂粉末供給氣壓為0.04~0.06mpa。涂層厚度通過控制供粉時間來控制。聚乙烯粉末涂料的總供粉時間為11~17s;環氧樹脂涂料的總供粉時間為2~8s。涂塑管 環氧樹脂涂層固化溫度為18010℃,需要將吸涂后的鋼管由鏈條輸入固化爐中進一步流平固化和塑化。涂聚乙烯時由于鋼管本身的預熱涂塑溫度高,鋼管貯存的熱量大,固化爐不需加熱,只起一定的保溫作用,可以直接利用鋼管本身的余熱進行流平固化。環氧樹脂涂層固化溫度為18010℃,需要將吸涂后的鋼管由鏈條輸入固化爐中進一步流平固化和塑化。兩種涂層的固化時間均為5~10min。環氧樹脂涂層從固化爐出爐后隨空氣冷卻即可。從固化爐滾出的聚乙烯涂層管由于溫度高,如果在空氣中冷卻速度慢,時間太長則涂層就會老化甚至變焦黃,因此需用水進行噴淋冷卻,采用水冷卻可同時增加聚乙烯涂層的結晶度,從而增加涂層表面光澤,但水冷溫度要嚴格控制,以免產生氣泡和局部缺陷
選購價格低的涂塑管供貨商來德陽市中江縣找鋼管廠(德陽市中江縣分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:張英,地址:[靜海大邱莊]。