

以下是:冷拔無縫鋼管實力廠家質(zhì)量穩(wěn)定的產(chǎn)品參數(shù)冷拔無縫鋼管實力廠家質(zhì)量穩(wěn)定,豪天鋼管有限公司(中原分公司)為您提供冷拔無縫鋼管實力廠家質(zhì)量穩(wěn)定,聯(lián)系人:王經(jīng)理,電話:13920961209、13920961209,QQ:837692653,請聯(lián)系豪天鋼管有限公司(中原分公司),發(fā)貨地:北辰開發(fā)區(qū)科技工業(yè)園。 河南省,鄭州市,中原區(qū) 中原區(qū),隸屬河南省鄭州市。是鄭州市委市政府所在地,鄭州市的政治和文化中心。位于鄭州市城區(qū)西部。東與二七區(qū)為鄰;西與滎陽市接壤;南和二七區(qū)搭界;北與惠濟區(qū)相連,面積193平方公里。2022年,中原區(qū)常住人口96.89萬人。截至2021年10月,中原區(qū)下轄14個街道,區(qū)政府駐桐柏路200號。
冷拔無縫鋼管實力廠家質(zhì)量穩(wěn)定的詳細視頻已經(jīng)上傳,我們的視頻將帶您領(lǐng)略產(chǎn)品的獨特設(shè)計、卓越品質(zhì)以及出色性能,讓您對它有更深刻的認識和了解。以下是:冷拔無縫鋼管實力廠家質(zhì)量穩(wěn)定的圖文介紹
精密冷拔管是一種新型高技術(shù)節(jié)能產(chǎn)品。近年來,采用本項技術(shù)生產(chǎn)的精密鋼管已廣泛地應用于國內(nèi)液壓、氣動缸,煤炭井下支架(支柱),石油泵管,千斤頂?shù)戎圃祛I(lǐng)域。高精度冷拔精密鋼管的推廣應用對節(jié)約鋼材,提高加工工效,節(jié)約能源,減少液壓缸、氣缸加工設(shè)備投資有重要意義。 冷拔方式:生產(chǎn)高精度冷拔管──液壓缸體與傳統(tǒng)的切削工藝比較,具有以下特點:(1)生產(chǎn)效率高:用傳統(tǒng)的方法生產(chǎn)一根內(nèi)徑420毫米,12米長的缸筒需154小時,用冷拔方法生產(chǎn)只需4分鐘。(2)率高:由于鏜孔的滾壓頭兼起導向作用,在切削過程中,毛坯管由于自重產(chǎn)生撓度,致使?jié)L壓頭和鏜刀走偏,造成廢品。率只能達到60%左右,而用冷拔方法生產(chǎn),率可達95%以上。(3)金屬利用率高:用傳統(tǒng)的鏜孔方法制造缸體,金屬利用率只有50-70%。用拉拔方法生產(chǎn)時,金屬不但不被切削成鐵末,反而可以得到30%的延伸,金屬利用率可達95%。(4)能改善成品管金屬的機械性能:用拉拔方法生產(chǎn),使毛坯得到30%以上的塑性變形,由于加工硬化而使成品管金屬的強度限大為提高。一般在成品管內(nèi)層強度限提高達60%。高精度冷拔管是用無縫熱軋鋼管、直縫焊管為坯料,經(jīng)過化學處理后在專用冷拔機上,通過特種變形原理設(shè)計的模具進行拉拔,生產(chǎn)出高精度管。其尺寸精度達H10~H8,直線度達0.35~0.5mm/m,表面粗糙度達Ra1.6-0.4。 生產(chǎn)工藝流程如下:進料——外觀檢查——機械清理——機械清理——退火——矯直——管頭加工——酸洗——中和——水洗——鱗化——皂化——拉拔——檢查——切定尺——珩磨——端部加工——矯直——總裝——試壓——裝箱 應用:(1)工程液壓機械:如液壓汽車吊、挖掘機、推土機、叉車等。(2)煤礦井下液壓支架:目前全國生產(chǎn)井下液壓支架的企業(yè)有48家,高精度冷拔管的總需求量約為120萬米。(3)水電站閘門啟閉機、模板機,特別是長江三峽工程在今后十年的需求很大。(4)建筑機械:高空作業(yè)升降機械,一般建筑的施工修繕也離不開液壓機械。(5)石油地質(zhì)管:全國各油田每年需抽油泵3萬臺以上,年消耗高精度管20—40多萬米、此外還可用本項技術(shù)精整各類鉆桿。(6)兵器工業(yè):軍工部門現(xiàn)在用旋壓方法加工槍炮管,旋壓方法生產(chǎn)率低而成本高,用冷拔方法生產(chǎn)則更為合適。(7)軸承行業(yè):目前滾動軸承座圈的生產(chǎn),以圓鋼為原料,切片后經(jīng)沖壓制成。大軸承座圈還將實心棒料掏空來制作,金屬利用率不到40%,迫切需要高精度、軸承鋼厚壁管材。(8)汽車工業(yè):95年傳動軸用精密管6000噸,半軸套管1萬噸和各種輸油管等。(9)航空工業(yè):鋁合金飛機起落架管和厚壁鋼管等。(10)千斤頂行業(yè):我國千斤頂制造有相當實力,出口創(chuàng)匯前景可觀。各生產(chǎn)企業(yè)目前千斤頂缸多采用實心棒料加工,生產(chǎn)效益低,材料浪費高,對高精度冷拔管需求迫切。(11)其他領(lǐng)域:各種印染輥、輥道托輥用管、不銹鋼管、鋁管、銅管、異型管及內(nèi)外復合管等等均可采用本項技術(shù)生產(chǎn)。
冷拔無縫鋼管在比較低溫的狀態(tài)下進行生產(chǎn)出來的,具有很多的性能和優(yōu)勢特征的。冷拔管在各種的建筑的施工中也是能夠用到的,冷拔管的比較重要的特征就是硬度比較大,有著硬度大,就在各種的領(lǐng)域中不斷地進行發(fā)揮著重要的作用的。由于冷拔管的生產(chǎn)和經(jīng)營中發(fā)生著比較重要的影響的,因此的話冷拔無縫鋼管的用途也是比較廣泛的。具體的冷拔無縫鋼管的硬度是怎樣的呢?
其中常用于冷拔管硬度試驗的標尺一般為A、B、C,即HRA、HRB、HRC。 硬度值用下式計算: 當用A和C標尺試驗時,HR=100-e 當用B標尺試驗時,HR=130-e 式中e--殘余壓痕深度增量,其什系以規(guī)定單位0.002mm表示,即當壓頭軸向位移一個單位(0.002mm)時,即相當于洛氏硬度變化一個數(shù)。e值愈大,金屬的硬度愈低,反之則硬度愈高。 上述三個標尺適用范圍如下: HRA(金剛石圓錐壓頭)20-88 HRC(金剛石圓錐壓頭)20-70 HRB(直徑1.588mm鋼球壓頭)20-100 洛氏硬度試驗是目前應用很廣的方法,其中HRC在鋼管標準中使用僅次于布氏硬度HB。洛氏硬度可適用于測定由極軟到極硬的金屬材料,它彌補了布氏法的不是,較布氏法簡便,可直接從硬度機的表盤讀出硬度值。但是,由于其壓痕小,故硬度值不如布氏法準確。 C、維氏硬度(HV) 維氏硬度試驗也是一種壓痕試驗方法,是將一個相對面夾角為1360的正四棱錐體金剛石壓頭以選定的試驗力(F)壓入試驗表面,經(jīng)規(guī)定保持時間后卸除試驗力,測量壓痕兩對角線長度。 維氏硬度值是試驗力除以壓痕表面積所得之商,其計算公式為: 式中:HV--維氏硬度符號,N/mm2(MPa); F--試驗力,N; d--壓痕兩對角線的算術(shù)平均值,mm。 維氏硬度采用的試驗力F為5(49.03)、10(98.07)、20(196.1)、30(294.2)、50(490.3)、100(980.7)Kgf(N)等六級,可測硬度值范圍為5~1000HV。 表示方法舉例:640HV30/20表示用30Hgf(294.2N)試驗力保持20S(秒)測定的維氏硬度值為640N/mm2(MPa)。 維氏硬度法可用于測定很薄的金屬材料和表面層硬度。它具有布氏、洛氏法的主要優(yōu)點,而克服了它們的基本缺點,但不如洛氏法簡便。維氏法在鋼管標準中很少用。 HB是用一定的力將一定直徑(2.5、5、10)的鋼球壓向被測材料的表面,然后測量被測材料表面鋼球壓痕的直徑以判斷材料的硬度。 材料的原始狀態(tài)和冷拔管的退火、正火或調(diào)質(zhì)常用HB。 HR有A、B 、C3三種。
鄭州中原豪天鋼管有限公司建立有 無縫鋼管產(chǎn),供,銷以及后勤保障等體系,組織機構(gòu)完整,公司現(xiàn)有員工600余人,其中業(yè)技術(shù)管理人員50余人,具有較強的 無縫鋼管研發(fā),設(shè)計,生產(chǎn),銷售業(yè)務(wù)能力和較好的管理水平,可為顧客量身定做,提供專業(yè)化服務(wù)。
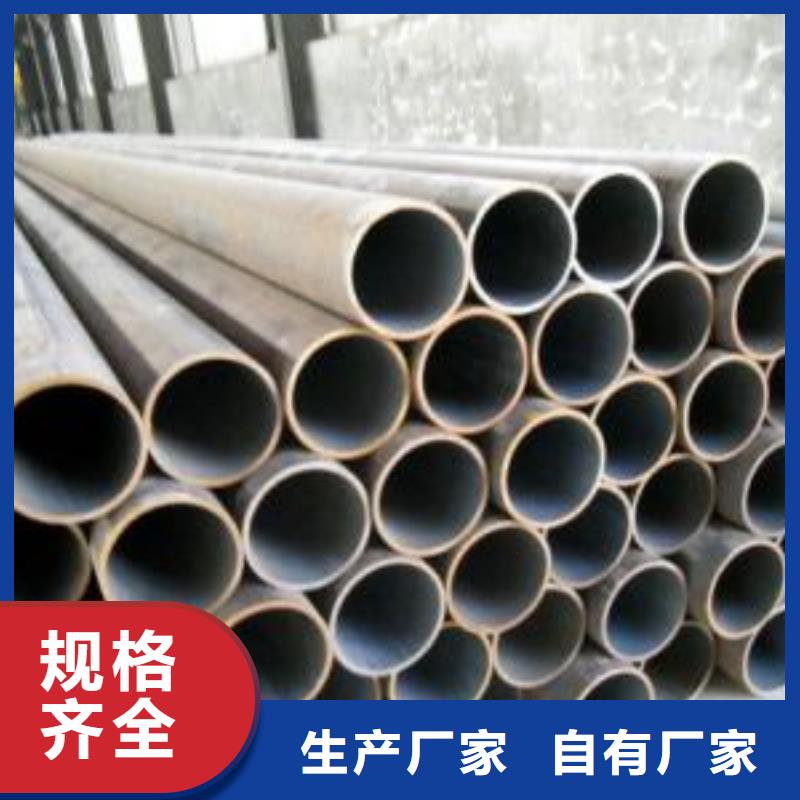
冷拔鋼管是用拉拔、擠壓、穿孔等方法生產(chǎn)的整根鋼管表面沒有接縫的鋼管。是一種具有中空截面、周邊沒有接縫的圓形,方形,矩形鋼材。是用鋼錠或?qū)嵭墓芘鹘?jīng)穿孔制成毛管,然后經(jīng)冷撥制成。 用途 冷拔鋼管是用于機械結(jié)構(gòu)、液壓設(shè)備的尺寸精度高和表面光潔度好的精密冷拔無縫管。選用精密無縫管制造機械結(jié)構(gòu)或液壓設(shè)備等,可以大大節(jié)約機械加工工時,提高材料利用率,同時有利于提高產(chǎn)品質(zhì)量。 優(yōu)質(zhì)碳素結(jié)構(gòu)鋼冷撥無縫管,主要用10、20號鋼制造,除保證化學成分和機械性能外要做水壓試驗,卷邊、擴口、壓扁等試驗。 冷撥無縫方管的工藝過程:方鋼-穿孔-酸洗-修磨-焊頭--尺寸達標-整形矯直-酸洗-定尺加工-水壓試驗或UT、ET檢測-標識入庫。 大口徑合金無縫方管的生產(chǎn)工藝 一種大口徑合金無縫方管的生產(chǎn)工藝。它包括以下步驟:步驟一,物料準備;步驟二,管坯加熱和斜軋穿孔;步驟三,毛管修整;步驟四,熱擴變形定徑;步驟五,熱處理;步驟六,矯直;步驟七,內(nèi)磨;步驟八,糾偏;步驟九,外磨;步驟十,探傷檢驗;步驟十一,再精整、終檢和包裝。本發(fā)明不但可以在大組距的范圍內(nèi)生產(chǎn)合金無縫方管,而且投資相對較小,產(chǎn) 冷撥無縫方管的工藝過程:方鋼-穿孔-酸洗-修磨-焊頭--尺寸達標-整形矯直-酸洗-定尺加工-水壓試驗或UT、ET檢測-標識入庫。 大口徑合金無縫方管的生產(chǎn)工藝 一種大口徑合金無縫方管的生產(chǎn)工藝。它包括以下步驟:步驟一,物料準備;步驟二,管坯加熱和斜軋穿孔;步驟三,毛管修整;步驟四,熱擴變形定徑;步驟五,熱處理;步驟六,矯直;步驟七,內(nèi)磨;步驟八,糾偏;步驟九,外磨;步驟十,探傷檢驗;步驟十一,再精整、終檢和包裝。本發(fā)明不但可以在大組距的范圍內(nèi)生產(chǎn)合金無縫方管,而且投資相對較小,產(chǎn)品質(zhì)量高,生產(chǎn)效率較高,生產(chǎn)成本較低。 無縫方管的主要生產(chǎn)流程 管坯及坯加熱、管坯的穿孔、鋼管的延伸、鋼管的軋制、鋼管定徑與減徑、鋼管的冷卻和精整 或者可以說是 鋼胚的加熱 穿孔 熱扎 酸洗 冷拔 碳燒 切頭 噴標 包裝 成品
點擊查看豪天鋼管有限公司(中原分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
在鄭州市中原區(qū)采買冷拔無縫鋼管實力廠家質(zhì)量穩(wěn)定到豪天鋼管有限公司(中原分公司),無論您是個人用戶還是企業(yè)采購,我們都將竭誠為您服務(wù)。品質(zhì)保證,價格優(yōu)惠,廠家直銷,歡迎有需要的客戶來電。聯(lián)系人:王經(jīng)理-13920961209,QQ:837692653,地址:《北辰開發(fā)區(qū)科技工業(yè)園》。

量穩(wěn)定")
量穩(wěn)定")
量穩(wěn)定")
量穩(wěn)定")
量穩(wěn)定")
量穩(wěn)定")
量穩(wěn)定")
量穩(wěn)定")
量穩(wěn)定")
量穩(wěn)定")