
以下是:貴州省遵義市20crmnti無縫鋼管品質優良的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 999999 運費說明 3 產品名稱 無縫鋼管 規格 齊全 產地 聊城,天津,無錫,上海 材質 齊全 長度 8-12米 計重方式 噸 是否能加工定制 能 范圍 20crmnti無縫鋼管供應范圍覆蓋貴州省、貴陽市、遵義市、安順市、銅仁市、六盤水市、畢節市、黔西南市、黔南市、黔東南市 紅花崗區、匯川區、桐梓縣、綏陽縣、正安縣、鳳岡縣、湄潭縣、余慶縣、習水縣、赤水市、仁懷市等區域。 【開安】業務覆蓋多元場景,提供以下產品和服務:赤水球墨鑄鐵管定制批發、桐梓球墨鑄鐵管細節決定品質、貴陽球墨鑄鐵管設備齊全支持定制、畢節球墨鑄鐵管多種場景適用、黔南球墨鑄鐵管價格實惠工廠直供、黔東南球墨鑄鐵管匠心工藝、六盤水球墨鑄鐵管性價比高等。20crmnti無縫鋼管品質優良,開安管業(遵義市分公司)sdka21166-3為您提供20crmnti無縫鋼管品質優良,供應服務范圍覆蓋貴州省、貴陽市、遵義市、安順市、銅仁市、六盤水市、畢節市、黔西南市、黔南市、黔東南市 紅花崗區、匯川區、桐梓縣、綏陽縣、正安縣、鳳岡縣、湄潭縣、余慶縣、習水縣、赤水市、仁懷市,聯系人:夏志明,電話:【13562007212】、【13562007212】。 貴州省,遵義市 遵義市地處中國西南地區、貴州北部,南臨貴陽、北倚重慶、西接四川,是西南地區承接南北、連接東西、通江達海的重要交通樞紐,成渝—黔中經濟區走廊的核心區和主廊道,黔渝合作的橋頭堡、主陣地和先行區。遵義市曾獲得全國文明城市、森林城市、衛生城市、雙擁模范城市、中國旅游城市、園林城市等多項稱號,同時也是中國三大名酒“茅五劍”之一的茅臺酒的故鄉。
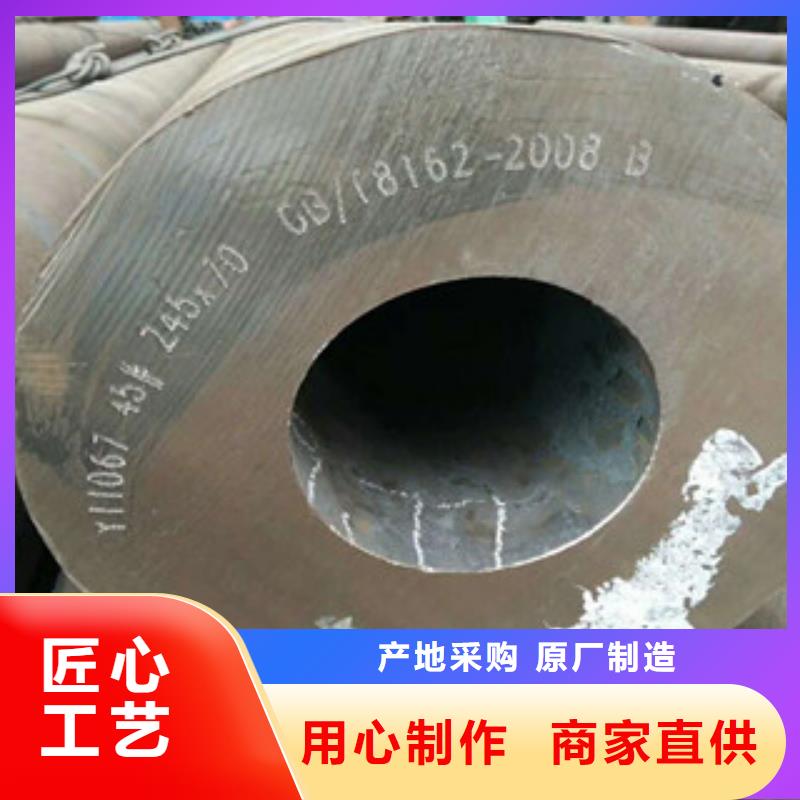
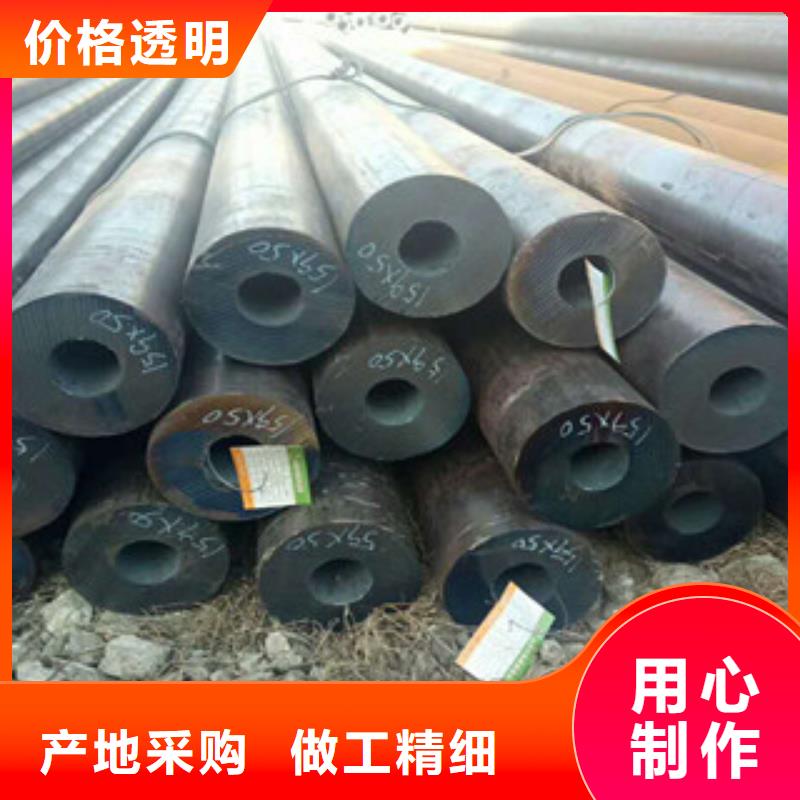
通過展示用戶在不同環境下使用20crmnti無縫鋼管品質優良產品的場景,視頻充分證明了產品的適應性和穩定性,為您提供了有力的購買依據。以下是:貴州遵義20crmnti無縫鋼管品質優良的圖文介紹貴州遵義球墨鑄鐵管開安管業有限公司
無縫鋼管在工業上的應用非常廣泛,其有著獨特的優勢性能受大家歡迎,下面無錫無縫鋼管廠家給大家分享無縫鋼管有哪些性能?化學穩定性
指無縫鋼管材料的耐腐蝕性和抗氧化性的總稱,材料在高溫下的化學穩定性叫作熱穩定性。
抗氧化性
無縫鋼管在室溫或高溫下抵抗氧化的能力,氧化過程實際上是屬于化學腐蝕的一種形式。它可直接用一定時間內,管材表面經腐蝕之后重損失的大小,即用金屬減重的速度表示。
耐腐蝕性
指材料抵抗周圍介質腐蝕作用的能力。金屬的耐腐蝕性與許多因素有關,如金屬的化學成分、加工性質、熱處理條件、組織狀態及介質和溫度等。化學腐蝕是金屬與周圍介質直接起化學作用的結果。它包括氣體腐蝕和金屬在非電解質中的腐蝕兩種形式。其特點是:腐蝕過程不產生電流;且腐蝕產物沉積在無縫鋼管表面。
廠家實力
多年貴州遵義球墨鑄鐵管行業經驗源頭工廠只為您提供更優質的產品
優選原材
貴州遵義球墨鑄鐵管材料嚴格篩選確保品質出廠經過多層質檢
按需定制
貴州遵義球墨鑄鐵管款式多樣一站式采購多年貼心售后
貴州遵義球墨鑄鐵管的圖文介紹
批發貨源工廠直銷
貴州遵義開安管業有限公司本著“以質求信,以質求發展,互惠互利,共謀發展,攜手共創,”。以質量求生存,以客戶滿意為指針,為用戶著想,滿足客戶的一切需求,公司秉承“創新、、求實、奮進”的經營理念,努力打造貴州遵義--球墨鑄鐵管精英品牌。
產品案例圖PRODUCT REAL SHOT DISPLAY開安管業有限公司
在貴州省遵義市采購20crmnti無縫鋼管品質優良請認準開安管業(遵義市分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,供應服務范圍覆蓋貴州省 遵義市 貴陽市、安順市、銅仁市、六盤水市、畢節市、黔西南市、黔南市、黔東南市 紅花崗區、匯川區、桐梓縣、綏陽縣、正安縣、鳳岡縣、湄潭縣、余慶縣、習水縣、赤水市、仁懷市,讓您購買到更加實惠、更加可靠的產品。(聯系人:夏志明-【13562007212】)。