

以下是:優選:復合管護欄的產品參數
產地 山東 品牌 鑫海達 用途 橋梁 河道 景觀隔離 是否進口 否 加工定制 是 優選:復合管護欄,鑫海達不銹鋼復合管護欄廠(濟寧分公司)專業從事優選:復合管護欄,聯系人:賈殿濤,電話:13863577835、13863577835,QQ:1271858886,發貨地:開發區工業園,以下是優選:復合管護欄的詳細頁面。 山東省,濟寧市 濟寧市,山東省轄地級市,魯國故都,別名運河之都,古稱濟州府,Ⅱ型大城市,三線城市,位于山東省西南部,東鄰臨沂市,西與菏澤市接壤,南靠棗莊市和徐州市,北與泰安市交界,地形以平原洼地為主,地勢東高西低,屬暖溫帶季風氣候,四季分明,總面積1.1萬平方千米。截至2022年8月,全市轄2個區、7個縣,代管2個縣級市。截至2022年末,濟寧市常住人口829.06萬人。
以下是我們上傳的優選:復合管護欄實拍視頻,您可以點擊觀看。以下是:優選:復合管護欄的圖文介紹
復合管護欄怎樣更好地進行不銹鋼復合管的環保工作?
在使用不銹鋼復合管的時候一定要注意環保性,只有注意環保型,才能延長他們的使用壽命,那么看下關于不銹鋼復合管講解,亮化照明的設計應按照可靠、技術先進、經濟合理、節能環保、維修方便的原則進行。盡量選用環保節能燈,選用的燈具(包括LED及其應用產品)均應符合本技術規范規定,部件應設的接地端子,外表光滑完整,無損傷,附件齊全,標記完整并符合標準的規定。工程選用的室外照明燈具防護等級不小于IP65。外表盡量刷上防銹漆,應該做些保護措施,貼上保護牌子,這樣的話就能減少不銹鋼復合管方面。
不銹鋼復合管是更加重視外觀的設計,要根據它的基本的使用和顏色的搭配相吻合,還要做到氣質是更加大方的,表面無損傷,各種的夜間的照明是要符合相關的特征的,對于使用的壽命也要不斷地進行,穩定基本的維護,使得它發揮出來更加重要的作用!
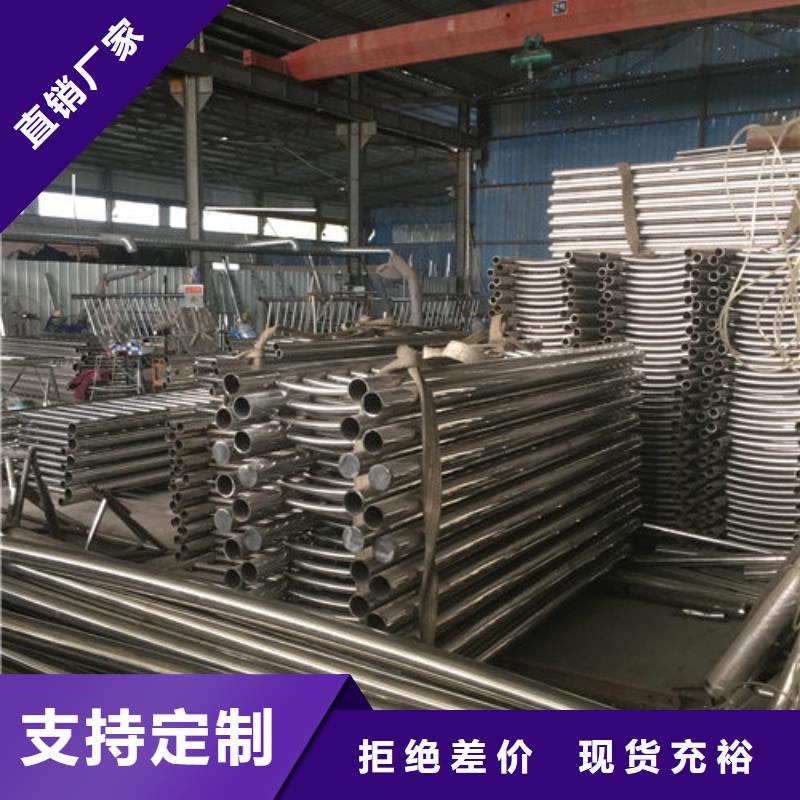
不銹鋼復合管護欄制造的基本工序
不銹鋼復合管護欄在日子中的應用十分廣泛,咱們日常日子中的許多地方都離不開不銹鋼復合管護欄。咱們都知道不銹鋼復合管護欄的運用效果許多,可是卻不知道不銹鋼復合管護欄的制造工序,現在咱們大家就一起來簡略的了解一下。
一,概述
不銹鋼復合管護欄是由較厚的珠光體鋼(基體)與較薄的不銹鋼(復層)復合軋制而成的雙金屬板。基體主要是碳鋼和低合金鋼,如:Q235、20、20g、20R、09Mn2、15MnTi、16Mn、16MnR、14Cr1MoR、15CrMoRH等,復層多為耐蝕性好的不銹鋼,如:1Cr18Ni9Ti、0Cr18Ni9Ti、1Cr18Ni12Mo2Ti、0Cr18Ni12Mo2Ti、1Cr18Ni9、0Cr13、Cr23Ni28Mo3Cu3Ti等。
不銹鋼復合管護欄的底層與復層交界處的焊接屬異種鋼焊接,其焊接性主要取決于復層和底層的物理性能、化學性能、接頭方式及填充金屬種類,常發作高溫結晶裂紋、推遲裂紋和脆化問題。焊接的辦法有:焊條電弧焊、埋弧焊、CO2氣體維護焊等,現在常用氬弧焊焊接復層、焊條電弧焊焊接底層。為了確保復合鋼板不失去原有的綜合性能,底層與復層有必要別離進行焊接;底層的焊接工藝與珠光體相同,復層的焊接工藝與相應的不銹鋼相似,而底層與復層交界處的異種金屬焊接是關鍵。
二,焊前預備
1,不銹鋼復合管護欄的切開,一般總厚在12mm以下時,選用機械剪切合冷沖壓加工等方,加工時復層有必要向下底層向上,不能損傷復層外表和結合處;在底層和復層都較厚的情況下,可選用等離子切開(從復層側開始切開)和氧-乙炔火焰切開(從基體側開始,氧壓和割速要比同厚的碳鋼板小,但割嘴稍大些)。
2,不銹鋼成形制造,要盡或許實行常溫冷態彎曲成形,不能在滾床或壓床進行急劇彎曲,要逐段緩慢加工成形;如果需求熱加工成形的話,首先要清洗工件外表油污及雜質,運用弱氧化性演加熱工件,以防增碳現象;關于低碳鋼基體可以空冷,對低合金鋼基體要進行保溫緩冷。加熱溫度在700~850℃。
3,坡口制造,制造坡口時一般薄件可選用Ⅰ形坡口,較厚的可選用V形、U形、X形、V和U聯合形等方式的坡口。一般盡或許選用X形坡口雙面焊,先焊底層,再焊過度層,終焊復層,以確保焊接接頭具有較好的耐蝕性。當焊接方位受到限止,只能選用單面焊時,可選用V形坡口,先焊復層,再焊過度層,終焊底層,焊接時盡量使復層中少熔入底層成分。
4,不銹鋼復合管護欄焊接材料的選用,當復合板厚度小于25mm時,底層也可全用A302焊條(應力較大);當復合板大于25mm時,可先用純鐵焊條焊一層過渡層,然后用鋼焊條焊接底層,常用焊材選用如下圖:
三,焊接操作
1,不銹鋼復合鋼的焊接順序一般為:先焊底層,再焊過渡層,終焊復層以確保焊接接頭具有良好的耐蝕性,一起還應考慮過渡層的焊接特點,,盡量削減復層一側的焊接作業量。
2,角接接頭不管復層坐落內側仍是外側,均先焊接底層。當復層坐落內側時,在焊復層曾經應從內角對底層焊根進行清根;當復層坐落外側時,應對底層終焊道進行磨光,焊接復層時可先焊過渡層,也可直接焊復層,這要看不銹鋼復合管護欄厚度而定。
3,由于過渡層在高溫下有碳擴散過程發作,在交界區形成了高硬度增碳帶和低硬度的脫碳帶使過渡層形成了雜亂的金相安排,添加焊接難度。因此,為了防止層基體焊縫熔入奧氏體,可預先將接頭附近的復層金屬加工掉一部分。
4,先焊底層,道底層焊縫不應熔透到復層,以防焊縫金屬發作脆化或發作裂紋,底層鋼焊接時,仍按底層慣例焊接電流。底層焊完后,用碳弧氣刨、鏟削、磨削等辦法清理焊根,要求高的,經X射線探傷合格后,才能焊接過度層。
5,過渡層焊接,為了削減母材對焊縫的稀釋率,在確保焊透的情況下,應盡量少焊接電流;要選用小直徑焊條和窄焊道,有必要蓋滿底層焊縫切高出底層1mm,焊縫成形要滑潤,不能凸起,否則要打磨掉。
6,焊接小直徑不銹鋼復合鋼管時,層焊道應選用鎢極氬弧焊,第二層可用奧氏體不銹鋼焊條焊接。
7,關于大厚度不銹鋼復合管護欄制造的高壓容器,施焊過程中先焊內部不銹鋼復合層,再焊一層鐵素體過渡層終用低合金鋼焊條填滿底層焊縫。
8,根據作業條件選用結構材料時,應使奧氏體焊縫與珠光體鋼熔合區中的擴散層降低到小程度,這關于高溫和有腐蝕介質中作業的構件和焊后需求進行回火處理大型構件來說尤其重要。
9,操作時要注意維護非焊接部位復層外表,防止電弧劃傷,底層焊縫要為過渡層留出合適的深度,一般距復層約2mm.
四,焊后處理
對不銹鋼復合鋼的焊接接頭,一般既不進行復層的固溶處理,也不進行消應力處理。可是關于極厚的焊件,常常采取中間退火和消應力處理,殘余應力的熱處理好在底層焊完后進行,熱處理后再焊過渡層和復層,如需整體熱處理時溫度的選擇要考慮對復層耐蝕性的影響、過渡層的不均勻性及異種鋼物理性能的差異,溫度一般為:450~650℃。
不銹鋼復合鋼的焊后處理常用辦法有:退火處理、噴丸處理、借助變形法應力。
不銹鋼復合管防護欄
不銹鋼復合管在防護欄,護欄上是常常會應用的,它不論是耐磨性能還是抗腐蝕上全是較為非常好的,針對不銹鋼復合管而言它的規定是較為嚴苛的,務必要硬實,表層有光澤度。不銹鋼復合管在生產制造上的流程是較為認真細致的,在其中為關鍵的一個流程便是電焊焊接。電焊焊接規定的溫度,環境濕度及其焊絲,熟度全是不一樣的,要依照主要用途開展去生產制造,促使它的特性和特點合格開展,不銹鋼復合管電焊焊接規定的技術性特性較為高,許多的老師傅不是具有電焊焊接的工作能力的。下列是給大伙兒開展詳細介紹的有關的電焊焊接的流程供大伙兒開展參照:
1、不銹鋼復合管焊絲人間有鈦鈣型和低氫型二種。電焊焊接電流量盡可以選用直流穩壓電源,有益于抑制焊絲泛紅和熔濃淡。鈦鈣型焊芯的焊絲不適合做全影響力電焊焊接,只合適立焊友誼角焊;低氫型焊芯的焊絲可做全影響力電焊焊接。
2、為防止產生裂痕、凹痕、出氣孔等缺點,鈦鈣型焊芯焊接前經150-250℃風干1h,低氫型焊芯焊接前經200-300℃風干1h。不能不如頻繁不斷風干,要不然藥皮易零落。
3、焊縫結算清潔,還防止焊絲沾上油以及它臟污,以防加上焊接碳含量并危害電焊焊接品質。
4、為防止加溫而產生晶間腐蝕,電焊焊接電流量不適合過大,一般應該比碳鋼焊條低20%上下,電孤不必太長,虛梁快冷,以窄道焊為宜。
5、應盡可能選用短弧電焊焊接,弦長一般2-2mm,電孤太長易產生熱裂痕。
6、運條:應選用短弧急速焊,一般不同意橫著晃動,其總體目標是減少不銹鋼復合管電焊焊接發熱量和熱危害區總寬,發展焊接抗晶間腐蝕才可以和減少熱裂痕的趨向。
7、不銹鋼復合管的焊接應沉穩采用焊絲,防止焊絲采用不妥展現熱裂痕或高溫熱處理后惹起σ相溶解,使金屬材料老化。參考不銹鋼復合管與不一樣的鋼的焊絲挑選標準開展采用,并接受適當焊接方法。
山東濟寧鑫海達不銹鋼復合管護欄廠是專業 木紋轉印護欄解決方案提供商,公司擁有業界專業度、品牌號召力、用戶數量等諸多方面優勢。公司不斷追求技術的突破創新,公司一直以服務社會為己任,不斷開拓進取,追求科技創新,以用戶成功為目標,為社會的發展貢獻力量。于此同時,公司積j i進行 木紋轉印護欄新產品的研發,滿足用戶多元化的需求。
在山東省濟寧市采購優選:復合管護欄請認準鑫海達不銹鋼復合管護欄廠(濟寧分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:賈殿濤-13863577835,QQ:1271858886,地址:開發區工業園)。










