| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 4699/噸 |
| 發(fā)貨期限 | 3-5天 |
| 供貨總量 | 89668 |
| 運費說明 | 電議 |
| 小起訂 | 1 |
| 質(zhì)量等級 | A |
| 產(chǎn)品材質(zhì) | 齊全 |
| 可售賣地 | 全國 |
| 產(chǎn)地 | 天津 |
| 品牌 | 融拓 |
| 材質(zhì) | Q235 |
| 范圍 | 鍍鋅管-DN15鍍鋅鋼管供應(yīng)范圍覆蓋廣西省 桂林市、南寧市、柳州市、梧州市、北海市、欽州市、貴港市、玉林市、百色市、賀州市、河池市、來賓市、崇左市、防城港市 右江區(qū)、田陽區(qū)、田東縣、平果市、德保縣、靖西市、那坡縣、凌云縣、樂業(yè)縣、田林縣、西林縣等區(qū)域。 |

融拓金屬材料(百色市分公司)致力于 合金無縫鋼管的研制、開發(fā)和推廣工作,主要的產(chǎn)品有: 合金無縫鋼管等。 本公司 合金無縫鋼管產(chǎn)品在實際使用種經(jīng)受了各種條件的考驗,取得了滿意的效果,贏得了客戶的一致好評。 公司堅持“質(zhì)量是生命、顧客是上帝、推陳出新、精益求精”的經(jīng)營宗旨,嚴格按照 合金無縫鋼管行業(yè)標準或相關(guān)標準組織生產(chǎn),質(zhì)量監(jiān)督檢測手段先進,順利通過ISO9001質(zhì)量體系認證,我公司根據(jù)工程需要,提供設(shè)計,施工指導,售前、售中、售后服務(wù)。融拓金屬材料(百色市分公司)期待著與您的真誠合作,歡迎廣大有識之士光臨指導。





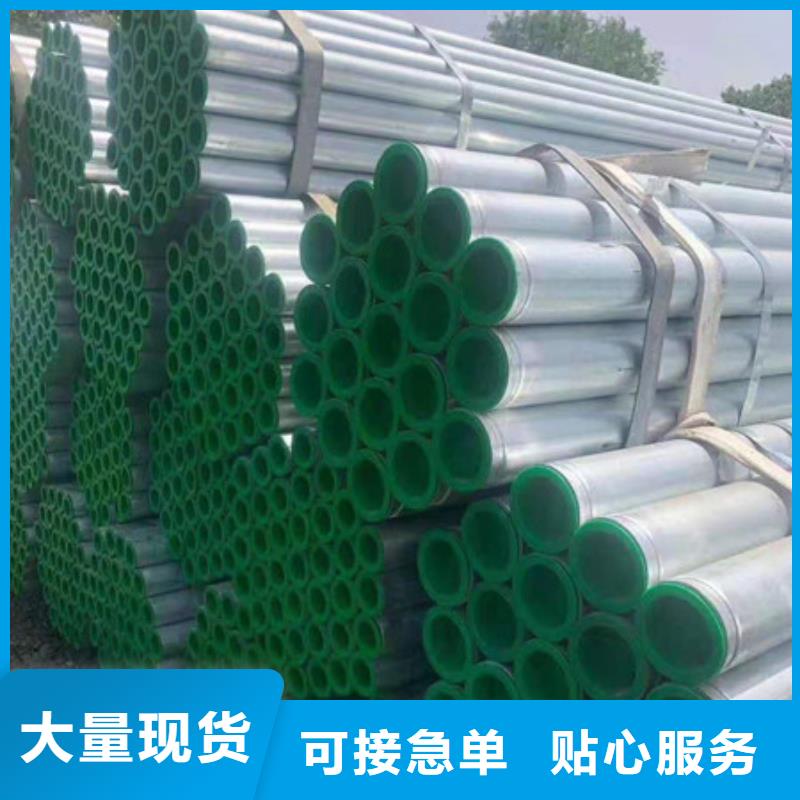
冷鍍鋅管
冷鍍鋅就是電鍍鋅,鍍鋅量很少,只有10-50g/m2,其本身的耐腐蝕性比熱鍍鋅管相差很多。正規(guī)的鍍鋅管生產(chǎn)廠家,為了保證質(zhì)量,大多不采用電鍍鋅(冷鍍)。
只有那些規(guī)模小、設(shè)備陳舊的小企業(yè)采用電鍍鋅,當然他們的價格也相對便宜一些。目前建設(shè)部已正式下文,淘汰技術(shù)落后的冷鍍鋅管,今后不準用冷鍍鋅管作水、煤氣管。
鋅層是電鍍層,鋅層與鋼管基體獨立分層。鋅層較薄,鋅層簡單附著在鋼管基體上,容易脫落。故其耐腐蝕性能差。在新建住宅中,禁止使用冷鍍鋅鋼管作為給水管。
鍍鋅管熱處理的十個要點:
一、鍍鋅管及夾具在熱處理前均應(yīng)油污、殘鹽、油漆等外來物;
二、首次在真空爐中使用的夾具,應(yīng)預(yù)先在不低于工件所要求的真空度下進行除氣凈化處理;
三、在熱處理過程中易變形的工件,應(yīng)在專用夾具上進行加熱。預(yù)熱的方法有:一次預(yù)熱為800℃,二次預(yù)熱為500-550℃和850℃,一次預(yù)熱升溫度速度應(yīng)有限制;
四、對于形狀復雜或截面有急劇變化以及有效厚度較大的工件,應(yīng)該進行預(yù)熱;
五、有凹槽不通孔的工件、鑄件和焊接件以及加工成形的不銹鋼工件,一般不宜在鹽浴爐中進行加熱;
六、根據(jù)工件有效厚度和條件厚度(實際厚度乘以工件形狀系數(shù)),鍍鋅管加熱應(yīng)有足夠的保溫時間;
七、馬氏體不銹鋼和耐熱鋼鍍鋅管淬火冷至室溫后方可進行清洗、深冷處理或回火,焊接和其后的熱處理之間的時間間隔不應(yīng)超過4個小時;
八、根據(jù)鍍鋅管的要求和表面狀況采用堿洗、水溶性清洗劑、氯溶劑噴砂、噴丸等方法進行清理;
九、矯正后應(yīng)在低于原回火溫度下進行去應(yīng)力退火,形狀復雜或尺寸要求嚴格工件,矯正后在回火時用定形夾具結(jié)合回火進行矯正;
十、當鍍鋅管力學性能不合格時,可進行重復的熱處理,但重復淬火或固溶次數(shù)一般不超過兩次。鍍鋅管的補充回火不算作重復處理。淬火狀態(tài)或低溫回火后的馬氏體不銹鋼和耐熱鋼工件,在重復淬火前應(yīng)進行預(yù)熱,退火或高溫回火。


保證鋼管在焊接時的保障措施,主要有五個方面。保證了這五個方面,那么鍍鋅鋼管的質(zhì)量也能得到保障了。
首先就是人, 人的因素是施焊的控制重點。因此,在施焊前,應(yīng)選擇技術(shù)熟練、持有焊工證的焊工,進行必要的技術(shù)培訓、交底。并不得隨意更換,保證施焊該管道焊工人員相對穩(wěn)定。
其二是焊材的控制,保證采購的是正規(guī)渠道的焊材,有質(zhì)保書、合格證,符合工藝要求;焊條頭回收控制嚴格,以保證流向、用量;焊材要嚴格按工藝烘烤,并一次發(fā)放不超過半天用量。
第三就是 焊機,焊機須保證性能可靠、符合工藝需要;焊機必須有檢定合格的電流、電壓表,以保證焊接工藝的正確實施。焊接電纜不能過長,較長時要調(diào)整焊接參數(shù)。
第四是焊接工藝方法,保證鍍鋅管特殊操作方法的嚴格實施,焊接工藝進行焊前坡口檢查,施焊工藝參數(shù)、操作手法控制,焊后外觀質(zhì)量檢查,必要時增加焊后無損檢測。控制焊接層次、每道口的焊材用量。
第五就是焊接環(huán)境控制,保證施焊時的溫度、濕度、風速符合工藝要求。
0000

名片")