

以下是:高壓鍋爐管品質的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 產品名稱 無縫鋼管 規格 齊全 產地 聊城,天津,無錫,上海 材質 齊全 長度 8-12米 計重方式 噸 是否能加工定制 能 高壓鍋爐管品質,開安管業有限公司(陽江分公司)為您提供高壓鍋爐管品質的資訊,聯系人:夏志明,電話:13562007212、13562007212,QQ:810507637,發貨地:東昌府區鳳凰工業園百億鋼管物流園A區28號。 廣東省,陽江市 陽江市是北部灣城市群城市之一,粵港澳大灣區與北部灣城市群之間的重要節點城市、濱海旅游城市;是廣東省海洋大市,海洋資源豐富;擁有中國十大美海島、首批海洋公園海陵島、以“地質公園”凌霄巖為代表的陽春山水和宋代古沉船“南海一號”。曾獲“中國旅游城市”、“園林城市”、“衛生城市”、“中國幸福感城市·宜業宜居之城”、“中國刀剪之都”、“中國風箏之鄉”、“中國溫泉之鄉”、“中國蠔都”、“中國詩詞之市”、“中國楹聯文化城市”等榮譽。
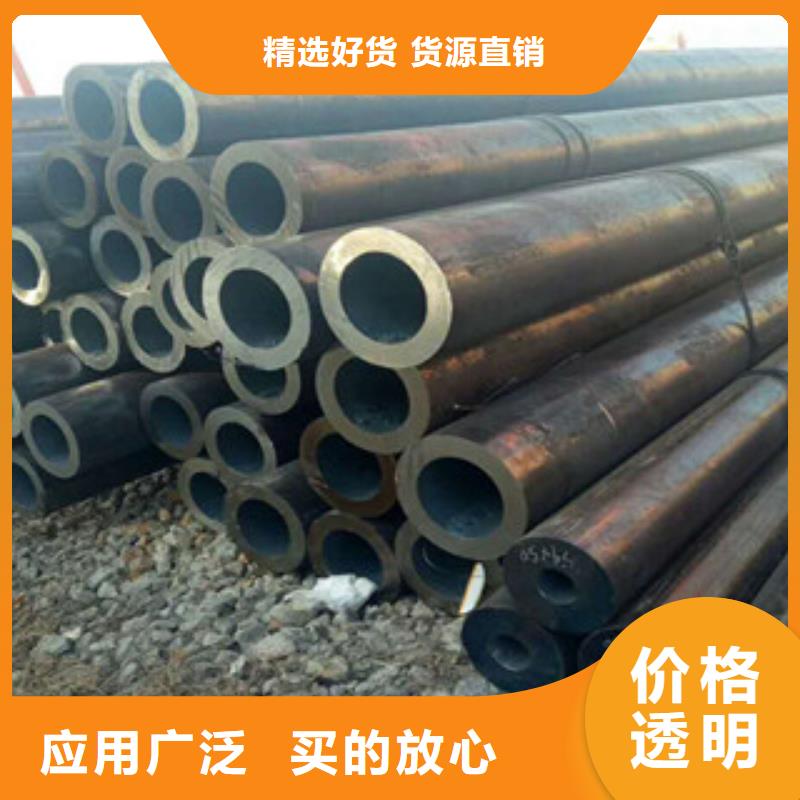
不要滿足于簡單的文字描述,點擊我們的高壓鍋爐管品質產品視頻,讓每一個細節都躍然屏上,為您帶來前所未有的視覺體驗。以下是:高壓鍋爐管品質的圖文介紹
在生產42crmo無縫管時需要注意哪些事項呢::注意毛管壁的厚度是否均勻,如果發現毛管壁厚度不均勻一定要做表面拋光處理,另外毛管里面和外面是否平整有沒有凹凸和缺陷的現象,一旦發現凹凸或者缺陷也要及時做出處理。
第二:對毛管的復檢工作,復檢的主要工作是確保毛管外面沒有裂紋和缺陷,檢查毛管存在的這些問做出相應的排除措施,一定要毛管里面的麻面和折疊的現象。
第三:是對工具的要求,一般冷拔使用是工具對表面的光潔度的要比較高,只有工具表面的光潔度高冷拔出來鋼管的光潔度才會高,此外模具的尺寸精度和硬度要求也是比較高的.所以我們在制作中要選擇一個好的磨具也很重要,千萬不要出現磨具粘鋼的現象。
一種42crmo無縫管的生產工藝 。它包括以下步驟:步驟一,物料準備;步驟二,管坯加熱和斜軋穿孔;步驟三,毛管修整;步驟四,熱擴變形定徑;步驟五,熱處理;步驟六,矯直;步驟七,內磨;步驟八,糾偏;步驟九,外磨;步驟十,探傷檢驗;步驟十一,再精整、終檢和包裝。本發明不但可以在大組距的范圍內生產合金無縫鋼管,而且投資相對較小,產品質量高,生產效率較高,生產成本較低。42crmo無縫管的主要生產流程管坯及坯加熱、管坯的穿孔、鋼管的延伸、鋼管的軋制、鋼管定徑與減徑、鋼管的冷卻和精整 或者可以說是 鋼胚的加熱 穿孔 熱扎 酸洗 冷拔 碳燒 切頭 噴標 包裝 成品。 一種無縫鋼管的制造方法,其特征在于:設置將具有多個軋輥的軋制機座、以互相不同的軋制方向連續配置多臺的芯棒式無縫管軋機,在這樣的制造生產線上對42crmo無縫管進行軋制后,在多點上測定軋制后的鋼管圓周方向上的壁厚,根據其測定結果,至少分別控制芯棒式無縫管軋機的終軋制機座上的軋輥各個軸的兩端位置,以便使壁厚不均達到小。
40cr鋼管生產工藝
熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→坯管→矯直→水壓試驗(或探傷)→標記→入庫。
冷拔(軋)無縫鋼管:圓圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。
合金鋼:a.低合金鋼(合金元素總含量≤5%)b.中合金鋼(合金元素總含量>5~10%)c.高合金鋼(合金元素總含量>10%
正火規范:正火溫度850-870℃,正火后硬度179-229HBS。
冷壓毛胚軟化處理規范:溫度740~760℃,保溫時間4~6h,以50~100℃/h的冷速,隨爐降至溫度≤600℃,出爐空冷.處理前硬度≤217HBS,處理后硬度≤163HBS。
生鐵屑保護擺動鬼火規范
(670±10)℃×2h,隨爐升溫,(710±10)℃×2h,隨爐降溫,(670±10)℃×2h,隨爐升溫,(710±10)℃×2h,再隨爐降溫,(670±10)℃×2h,隨爐升溫,(710±10)℃×2h,隨爐降溫,共3個循環,再降溫至550℃,出爐空冷。處理后硬度153HBS.
調質處理規范:淬火溫度850±10℃,油冷;回火溫度520±10℃,水、油冷卻。
合金鋼管的焊接工藝評定試驗結果
試驗方案 拉伸試驗 彎曲試驗 沖擊韌性試驗aky(J/cm2)
抗拉強度δb/Mpa 斷裂部位 彎曲角度 面彎 背彎 焊縫 熔合線 熱影響區(HAZ)
方案Ⅰ 550/530 母材 50。 合格 合格 84.8 162 135.6
方案Ⅱ 525/520 母材 50。 合格 合格 79.4 109.2 96.7
從拉伸試驗結果可知,兩種方案的拉伸試樣全部斷在母材,說明焊縫的抗拉強度高于母材;彎曲試驗全部合格,說明焊縫的塑性較好。根據表5中的沖擊韌性試驗結果可知,方案Ⅰ的沖擊韌性明顯高于方案Ⅱ,證明方案Ⅰ的焊后熱處理規范比較理想,高溫回火不僅達到了改善接頭組織和性能目的,而且使韌性與強度配合適當。從室溫機械性能結果可知,所的兩種焊接工藝方案均可用于現場施工。方案Ⅰ采用了與母材成分接近的焊條,焊縫性能同母材匹配,焊縫應具有較高的熱強性,焊縫在高溫下長期使用不易破壞。難點是焊后熱處理規范較為嚴格,回火溫度和保溫時間及加熱和冷卻速度控制不當反而會引起焊縫性能下降。方案Ⅱ采用了奧氏體不銹鋼焊條施焊,雖然可以省去焊后熱處理,但由于焊縫與母材膨脹系數不同,長期高溫工作時可發生碳的擴散遷移現象,容易導致焊縫在熔合區發生破壞。因此,從使用可靠性考慮,現場采用方案Ⅰ施焊更為穩妥。
廣東陽江開安管業有限公司位于東昌府區鳳凰工業園百億鋼管物流園A區28號,交通十分便利。我廠從事 球墨鑄鐵管的研發、生產、施工。通過多年來的不斷創新和發展,產品已形成高品質的 球墨鑄鐵管系列,更有一支的技術隊伍和生產隊伍。我廠產品質量穩定、信譽良好。我廠始終堅持誠信務實的經營宗旨,把客戶的要求放在重要位置,以優質的產品、完善的服務與各界新老朋友真誠合作、共同發展、共創輝煌!
高壓鍋爐管品質,開安管業有限公司(陽江分公司)專業從事高壓鍋爐管品質,聯系人:夏志明,電話:13562007212、13562007212,QQ:810507637,發貨地:東昌府區鳳凰工業園百億鋼管物流園A區28號,以下是高壓鍋爐管品質的詳細頁面。








